Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 5344:1991 (ST SEV 4076-83) về Thép và hợp kim chịu ăn mòn - Phương pháp xác định độ bền chịu ăn mòn sâu vào các tinh thể do Ủy ban Khoa học và Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 5344-91
(ST SEV 4076-83)
THÉP VÀ HỢP KIM CHỊU ĂN MÒN
PHƯƠNG PHÁP XÁC ĐỊNH ĐỘ BỀN CHỊU ĂN MÒN SÂU VÀO CÁC TINH THỂ
Corrosion – resistant Steel and alloys.
Methods for determination of intergranular corrosion resistant
Cơ quan biên soạn:
Trung tâm Tiêu chuẩn – Chất lượng
Cơ quan trình duyệt và đề nghị ban hành:
Tổng cục Tiêu chuẩn – Đo lường – Chất lượng
Cơ quan xét duyệt và ban hành:
Ủy ban Khoa học Nhà nước
Quyết định ban hành số 281/QĐ ngày 18 tháng 05 năm 1991.
THÉP VÀ HỢP KIM CHỊU ĂN MÒN
PHƯƠNG PHÁP XÁC ĐỊNH ĐỘ BỀN CHỊU ĂN MÒN SÂU VÀO CÁC TINH THỂ
Corrosion – resistant Steel and alloys.
Methods for determination of intergranular corrosion resistant
Tiêu chuẩn này áp dụng cho thép và các hợp kim chịu ăn mòn dùng để chế tạo các sản phẩm kim loại, trong đó có kim loại hai lớp, các vật phẩm, các mối hàn và các lớp kim loại hàn, đắp.
Tiêu chuẩn này phù hợp với ST SEV 4076 – 83.
1. QUY ĐỊNH CHUNG
1.1. Phương pháp xác định độ bền chịu ăn mòn sâu vào các tinh thể được chọn theo nhóm thép và hợp kim trong bảng 1.
1.2. Để xác định độ bền chịu ăn mòn sâu vào các tinh thể, cho phép sử dụng các phương pháp thử không có trong bảng 1 đối với nhóm thép hoặc hợp kim nào đó khi có hướng dẫn trong các tiêu chuẩn khác cho các sản phẩm kim loại.
1.3. Tóm tắc về những phương pháp khác xác định độ bền chịu ăn mòn sâu vào các lớp tinh thể được quy trong phụ lục.
2. MẪU THỬ
2.1. Chọn phôi và mẫu thử
2.1.1. Phôi để tạo ra mẫu thử được cắt:
1) từ tấm cán, băng hoặc dây lấy ở bất kỳ chỗ nào;
2) từ vật cán định hình – lấy từ vùng tâm theo chiều đọc;
3) từ phôi dạng ống – lấy từ vùng tâm theo chiều dọc hoặc chiều ngang;
4) từ các ống – lấy ở bất kỳ chỗ nào;
5) từ các vật rèn – lấy từ mép dư hoặc từ thân của vật rèn;
6) từ vật đúc – lấy từ các vấu, cho phép chế tạo mẫu vật đúc riêng.
2.1.2. Chiều rộng của mẫu thử, cắt từ tấm cán, băng, vật rèn, vật đúc, ống và các mối ghép hàn là 20 mm; chiều dài không nhỏ hơn 50 mm.
2.1.3. Khi thử theo phương pháp 3, cần chế tạo mẫu thử sao cho kích thước lớn nhất của nó nằm trên hướng cán.
Kích thước của mẫu thử cần tính toán sao cho diện tích mặt bên không lớn hơn quá 15% diện tích toàn phần của mẫu thử. Khi cần thiết có thể bằng cách gia công cơ khí để giảm chiều dày của mẫu.
2.1.4. Khi thử theo phương pháp 1 và 2, mẫu thử lấy từ tấm cán, băng dày trên 10mm và từ thép nhóm 1, 2 có chiều dày trên 5 mm cần gia công cơ khí một phía để đạt chiều dày từ 3 đến 5mm.
2.1.5. Mẫu thử lấy từ ống, phụ thuộc vào chiều dày thành và đường kính ống, được chế tạo dưới dạng đoạn ống đã khai triển, các vành hoặc các mảnh.
Khi chế tạo các mẫu thử từ ống có chiều dày thành lớn hơn 5mm, cần gia công từ mặt ngoài của ống đạt chiều dày thành ống từ 3 ÷ 5mm. Cho phép bóc đi một lớp kim loại từ mặt trong ống nếu môi trường ăn mòn tiếp xúc ở phía ngoài ống.
Bảng 1
Nhóm thép và hợp kim | Loại thép | Phương pháp thử | Hàm lượng C; %, không lớn hơn | Hàm lượng các nguyên tố hợp kim chính | Những nguyên tố cho phép | ||||
Cr | Ni | Mo | Mn | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
1 | Ferít | 1 | 0,15 | Từ 16,0 đến 30,0 | đến 4,0 | đến 4,0 | - | Ti, Nb | |
2 | Austenit – mac tenxit | 1 | 0,15 | Từ 13,0 đến 18,0 | đến 10,0 | đến 4,0 | từ 7,0 đến 10,0 | Al | |
3 | Austenit | Austenit ferit | 1 | 0,10 | Từ 17,0 đến 28,0 | Đến 6,5 | đến 4,0 | từ 7,0 đến 9,0 | Ti, Nb |
4.1 | Crôm mangan | 1 | 0,15 | Từ 13,0 đến 21,0 | đến 5,0 | đến 4,0 | từ 13,0 đến 16,0 | N, Ti | |
4.2 | Crôm niken | 1 | 0,12 | từ 17,0 đến 19,0 | từ 8,0 đến 13,0 | - | - | Ti, Nb | |
4.3 | Crôm môlipden | 1 | 0,10 | từ 16,0 đến 18,0 | từ 12,0 đến 16,0 | từ 1,0 đến 4,0 | - | Ti, Nb | |
4.4 | Crôm Niken | 1 và 3 | 0,03 | từ 16,0 đến 19,0 | từ 9,0 đến 16,0 | - | - | - | |
4.5 | Crôm Niken môlipđen | 1 và 3 | 0,03 | từ 16,0 đến 19,0 | từ 13,0 đến 16,0 | từ 1,5 đến 3,0 | - | - | |
4.6 | Crôm Niken môlipđen và hợp kim trên cơ sở sắt niken | 2 | 0,08 | từ 17,0 đến 35,0 | từ 19,0 đến 45,0 | từ 1,0 đến 8,0 | từ 1,0 đến 2,5 | Ti, Nb Cu, Al | |
2.1.6. Mẫu thử dùng để thử mối ghép hàn bằng các tấm thép cán được đặt từ các tấm kiểm tra, hàn các tấm kiểm tra này theo công nghệ chế tạo sản phẩm thực.
Mẫu dùng để thử mối thép hàn theo phương pháp 1 và 2 được cắt bằng phương pháp cơ khí theo hình 1 kiểu 1-3. Mẫu thử theo phương pháp 3 được cắt theo hình 1 kiểu 2.
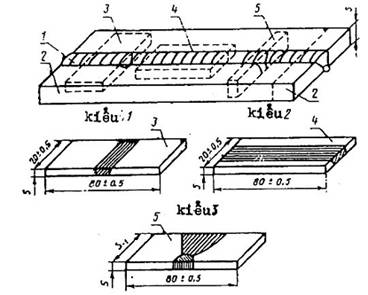
Hình 1
1- Mối hàn; 2 – Phần không sử dụng của mối hàn; 3- Mẫu cắt theo kiểu 1; 4- Mẫu cắt theo kiểu 2; 5- Mẫu cắt theo kiểu 3.
2.1.7. Mẫu thử từ các ống ghép hàn được cắt theo chỉ dẫn điều 2.1.5, sao cho đường hàn nằm ở giữa mẫu thử.
Đối với mẫu thử hàn, không cho phép thử các loại thép chưa ổn định, có chứa hàm lượng cácbon lớn hơn 0,06%.
2.1.8. Mẫu thử từ sản phẩm kim loại hai lớp được chế tạo sau khi đã hàn các tấm và sau đó làm sạch lớp chống ăn mòn.
2.1.9. Khi thử bằng phương pháp 1 và 2 đối với các sản phẩm kim loại từ thép nhóm 1 – 3 cũng như các vật rèn, vật đúc, các mối ghép hàn và kim loại hàn đắp bằng thép và hợp kim ở tất cả các nhóm; sau đó bẻ gập một góc 900 và không cần phải thử thêm gì nữa.
2.1.10. Các chỉ dẫn về kích thước, số lượng mẫu thử, cách chế tạo mẫu từ các sản phẩm kim loại khác nhau, làm từ thép các nhóm khác nhau, cách chuẩn bị thử được chỉ dẫn ở phụ lục 2.
2.2. Nhiệt luyện mẫu
2.2.1. Thép chưa ổn định (không chứa titan hoặc niobi) có chứa cácbon lớn hơn 0,03% được thử qua các mẫu không nung thấu; thép và hợp kim đã ổn định (có chứa titan và niobi) và thép chưa ổn định có hàm lượng cácbon đến 0,03% được thử qua các mẫu đã nung theo chế độ nung thấu được chỉ dẫn ở bảng 2.
Bảng 2
Nhóm thép và hợp kim | Chế độ nung | Môi trường làm nguội | |
Nhiệt độ, 0C | Thời gian ram, phút | ||
1 3 4.2, 4.3, 4.4, 4.5 4.6 | Từ 1080 đến 1120 “ 540 “ 560 “ 640 “ 660 “ 690 “ 710 | 30 60 60 Từ 20-60 | Nước hoặc không khí Không khí - “ – - “ – |
Phôi để lấy mẫu thử cần nung thấu.
Phôi đã khử dầu mỡ sơ bộ được xếp vào lò nung đến nhiệt độ nung thấu.
Thép sử dụng ở trạng thái biến cứng nguội hoặc chưa biến cứng nguội hoàn toàn, được thử qua các mẫu không nung thấu.
Đối với thép nhóm 4, 5, cho phép thử theo phương pháp 3 với các mẫu không nung thấu.
2.2.2. Mẫu được chế tạo từ vật đúc bằng thép không ổn định, phải gia công nhiệt giống như các sản phẩm từ các vật đúc đó; còn mẫu từ vật đúc bằng thép đã ổn định thì cần qua nung thấu.
2.2.3. Khi kiểm tra các mối ghép hàn và trong quá trình chế tạo đã qua gia công làm thay đổi tính chất của sản phẩm kim loại (ví dụ: dập nóng, uốn ….), các mẫu thử cũng cần phải gia công như vậy.
2.3. Chuẩn bị bề mặt mẫu thử
2.3.1. Độ nhám bề mặt mẫu trước khi thử được lấy theo TCVN 2511 – 78, R không lớn hơn 1,6 mm.
Cần gia công đạt độ nhám nói trên đối với các bề mặt kiểm tra của mẫu, thử theo phương pháp 1 và 2 đối với toàn bộ các bề mặt mẫu được thử theo phương pháp 3.
Gia công đạt độ nhám yêu cầu bằng phương pháp mài; chú ý không được để bề mặt gia công không bị nung nóng.
Khi thử theo phương pháp 1 và 2, các vảy rỉ tạo thành trên bề mặt mẫu thử sau khi nung thấu cần được làm sạch bằng phương pháp hóa học hoặc ăn mòn điện phân. Khi thử theo phương pháp 3, các vảy rỉ tạo thành chỉ được phép làm sạch bằng ăn mòn hóa học sự ăn mòn hóa học các mẫu thử bằng thép nhóm 3, thép và hợp kim nhóm 4.4 + 4.6 được tiến hành trong dung dịch.
475 g/dm3 axit nitric (HNO3), 75g/dm3 amôni florua (NH4F). Các mẫu được tẩm thực ở nhiệt độ (20 ± 5)0C cho đến khi sạch hết các vảy rỉ và đem rửa.
Cho phép thử các mẫu lấy từ sản phẩm kim loại cán nguội và kéo nguội, cũng như sản phẩm có bề mặt được gia công đặc biệt tình, không cần gia công lại bề mặt nữa nếu không có yêu cầu khác trong các tiêu chuẩn đối với sản phẩm kim loại.
2.3.2. Trước khi thử cần đánh số và khử dầu mỡ cho các mẫu. Đóng số hoặc viết bằng bút chì điện (đối với mẫu dòn) lên một hoặc hai đầu của mẫu các mặt dầu khoảng từ 5 ÷ 10mm. Có thể không thử dầu mỡ cho mẫu nếu chúng được ngâm trong bình phản ứng ngay sau khi ăn mòn và rửa sạch.
3. PHƯƠNG PHÁP 1
3.1. Nội dung của phương pháp
Nội dung của phương pháp này là giữ mẫu thép trong dung dịch nước sôi có pha đồng sunfat và axit sunfuric có trộn những phoi đồng.
3.2. Thuốc thử và dung dịch.
3.2.1. Đồng sunfat (CuSO4.5H2O)
3.2.2. Axit sunfuric, d = 1,84
3.2.3. Axit clohydric, d = 1,19
3.2.4. Axit nitric, d = 1,4, dung dịch 20 – 30%.
3.2.5. Nước cất
3.2.6. Đồng ở dạng phoi
3.2.7. Dung dịch dùng thử nghiệm: trong 1000cm3 nước pha từ 110g đến 160g đồng sunfat, sau đó pha từ từ từng ít một để đạt tới 100cm3 axit sunfuric.
3.2.8. Dung dịch dùng để phân định ranh giới của mối hàn: trong 20cm3 nước, hòa tan 4g đồng sunfat và cho thêm 20cm3 axit clohydric.
3.3. Tiến hành thử nghiệm và đánh giá kết quả
3.3.1. Tiến hành thử nghiệm trong bình cầu thủy tinh có thiết bị làm nguội ngược dòng hoặc trong bể bằng thép crôm-niken đã làm ổn định bằng titan hoặc niobi, nắp bể có đặt thiết bị làm nguội ngược dòng. Trên đáy của bình phản ứng rắc một lớp phoi đồng, sau đó xếp các mẫu thử lên trên lớp phoi. Cho phép xếp các mẫu thành nhiều lớp với điều kiện phải đảm bảo các mặt của mẫu được tiếp xúc với phoi đồng.
Chỉ thử cùng một lúc các mẫu thép của cùng một nhóm. Bình phản ứng được đổ dung dịch thử nghiệm ngập trên mẫu và phoi đồng là 20mm và đun sôi. Chú ý không được để nóng thiết bị làm nguội.
3.3.2. Thời gian giữ các mẫu trong dung dịch đun sôi là 24 giờ. Đối với thép có hàm lượng chứa crôm đến 16% hoặc mangan hơn 7%, cũng như thép có hàm lượng cácbon hơn 0,12 % thì thời gian này là 15 giờ. Nếu buộc phải gián đoạn trong khi thì không lấy mẫu khỏi bình phản ứng. Thời gian thử được tính bằng tổng số thời gian dung dịch sôi.
3.3.3. Nếu có sự không thống nhất về đánh giá độ bền chống ăn mòn xâm thực sâu vào các tinh thể thì tiến hành thử liên tục trong bình cầu thủy tinh với lượng dung dịch không nhỏ hơn 10cm3 cho 1cm2 diện tích mẫu thử.
3.3.4. Sau khi thử trong dung dịch thử, mẫu được rửa sạch và. Nếu còn phoi đồng bám lên mẫu mà không rửa sạch được bằng dòng nước thì cần rửa mẫu bằng dung dịch axit nitric.
3.3.5. Cho phép sử dụng dung dịch để thử nghiệm nhiều lần với điều kiện dung dịch giữ nguyên màu, trừ trường hợp thử lại do nghi vấn.
3.3.6. Các phoi đồng có thể được dùng nhiều lần; nếu đồng bị sẫm màu do bảo quản thì rửa trong dung dịch axit nitric
3.3.7. Để quan sát được sự ăn mòn sâu vào các tinh thể, sau khi kết thúc thử trong dung dịch thử mẫu được uốn gập góc 900 theo chỉ dẫn ở TCVN 198-85. Bán kính lượn tròn của trục gá để uốn mẫu thép nhóm 1-3 hoặc vật đúc bằng thép và hợp kim nhóm 4.1 – 4.6, cần lấy bằng:
- 3mm, nếu bề dày của mẫu đến 1mm;
- Không lớn hơn ba lần bề dày của mẫu, nếu bề dày của mẫu từ 1 đến 3mm (trường hợp thử do có nghi vấn thì lấy bằng ba lần bề dày của mẫu);
- bằng ba lần bề dày của mẫu, đối với các mẫu thép nhóm 1, có bề dày hơn 3mm;
- 10 mm, với mẫu của các nhóm thép và hợp kim còn lại có bề dày hơn 3mm.
3.3.8. Đối với các mẫu lấy từ các sản phẩm kim loại có bề dày không lớn hơn 5mm, cần thử để kiểm tra cả hai mặt của mẫu. Trong trường hợp này mẫu được uốn thành hình chữ z.
Khi thử các mẫu lấy từ lớp bền chống ăn mòn của kim loại bimêtan và các ống bằng kim loại bimêtan, phải uốn các mẫu này sao cho bề mặt tiếp xúc giữa hai lớp kim loại quay vào bên trong.
3.3.9. Đối với các mẫu cắt từ ống liền, các đường kính ngoài đến 5mm; có bề dày thành ống bất kỳ và có đường kính ngoài đến 8mm có bề dày thành ống lớn hơn 1mm cần phải kiểm tra mặt ngoài của mẫu bằng phương pháp uốn. Mặt trong nếu không kiểm tra được bằng mắt thì kiểm tra bằng phương pháp kim tương.
Các mẫu cắt từ ống có đường kính lớn hơn 8mm, chiều dày thành ống đến 5mm, kiểm tra cả hai mặt bằng phương pháp uốn.
Nếu mẫu khó uốn thành hình chữ z thì cần thử làm bốn mẫu; hai mẫu uốn được thử theo mặt lồi, hai mẫu uốn theo mặt lõm.
3.3.10. Các trường hợp còn lại (không nêu ra trong điều 3.3.8, 3.3.9) cần uốn mẫu từ bề mặt không chịu gia công cắt gọt.
3.3.11. Các mẫu lấy từ mối ghép hàn, sau khi thử trong dung dịch, đem uốn gấp góc 900:
1) Kiểu 1 (hình 1) theo kim loại của đường hàn hoặc (và) theo vùng bị ảnh hưởng nhiệt;
2) Kiểu 2 (hình 1) vuông góc với đường hàn, nếu cần thiết phải kiểm tra cả hai mặt, mẫu được uốn hình chữ z.
3) Kiểu 3 (hình 1) theo đường hàn.
4) Mẫu cắt từ ống có các đường hàn đi chéo nhau (hàn dọc và hàn vòng quanh) – gấp theo kim loại của đường hàn vòng quanh hoặc (và) vùng chịu ảnh hưởng nhiệt cả hai bề mặt của mẫu.
Để làm rõ ranh giới của mối hàn trên mẫu, cho phép ăn mòn mẫu từ 0,5 đến 1 phút trong dung dịch nêu điều 3.2.8 ở trên.
Cần phải uốn mẫu, sao cho kim loại của mối hàn tiếp xúc với môi trường làm việc nằm ở phía ngoài của mẫu thử.
Nếu chưa biết vị trí của mối hàn trong môi trường làm việc thì chọn mối hàn nào chịu nhiều lần nung nhất sẽ ở phía ngoài mẫu thử.
3.3.12. Các vành cắt từ ống, cần được đập dẹt thành hình ô van với kích thước tỷ lệ 2 : 1 tính theo đường kính ngoài. Mặt trong của vành nếu có đường hàn ngang sẽ được kiểm tra bằng phương pháp kim cương.
3.3.13. Nếu đã uốn được quan sát bằng kính lúp có độ phóng đại 8 ÷ 12 lần.
3.3.14. Độ bền chống ăn mòn sâu vào các tinh thể được coi là đạt yêu cầu nếu trên bề mặt đã uốn của mẫu thử không có vết rạn nứt, trừ các vết nứt dọc và vết nứt tại mép của mẫu thử.
Thép cán, vật rèn, vật đúc cũng như các ống bằng thép nhóm 1-3 được coi là có dấu hiệu bị ăn mòn sâu vào các tinh thể nếu xuất hiện các vết nứt trên các mẫu thử khác với các vết nứt trên mẫu kiểm tra đã được uốn.
3.3.15. Trường hợp nếu không thể uốn được mẫu thử hoặc nếu trên mặt mẫu thử đã uốn xuất hiện vết nứt, thì việc xác định độ bền chống ăn mòn sâu vào các tinh thể được tiến hành bằng phương pháp kim tương.
3.3.16. Xác định sự ăn mòn sâu vào các tinh thể bằng phương pháp kim tương được tiến hành như sau: cắt một miếng từ phần chưa bị uốn của mẫu đã thử ăn mòn, sao cho mặt phẳng cắt vuông góc với mặt kiểm tra của mẫu. Miếng cắt cần có chiều dài không nhỏ hơn 15mm theo mặt kiểm tra của mẫu. Mặt vừa cắt chính là bề mặt của miếng cắt.
Các miếng cắt từ các mẫu có kích thước khác nhau cũng được cắt sao cho mặt cắt trùng với mặt cắt ngang của mẫu.
Các miếng cắt phải bảo đảm không có các cạnh được mài mép hoặc vê tròn và rìa sắc.
3.3.17. Xác định sự xuất hiện và độ sâu của sự ăn mòn sâu vào các tinh thể trên các miếng cắt bị ăn mòn với độ phóng đại không nhỏ hơn 200 lần.
Khi thử chỉ cho ăn mòn đến mức độ bắt đầu thấy rõ ranh giới các hạt.
Quan sát miếng cắt cả hai mặt (theo bề rộng của mẫu đã qua thử ăn mòn), đối với mẫu hàn – từ phía bề mặt kiểm tra.
Độ sâu ăn mòn trung bình được xác định từ sáu giá trị lớn nhất gọi là độ sâu ăn mòn trung bình. Các vùng quan sát phải bao gồm những đoạn có độ sâu ăn mòn lớn nhất.
3.3.18. Mốc của độ bền chống ăn mòn sâu trong các tinh thể khi kiểm tra bằng phương pháp kim tương là sự phá vỡ các ranh giới của các hạt với độ sâu trung bình không lớn hơn 30 mm, (nếu không có những quy định thêm trong các tiêu chuẩn khác cho sản phẩm kim loại).
4. PHƯƠNG PHÁP 2
4.1. Nội dung phương pháp
Nội dung phương pháp này là giữa các mẫu thép và hợp kim trong dung dịch đun sôi gồm nước có pha sắt sunfat và axit sunfuric
4.2. Thuốc thử và dung dịch
4.2.1. Axit sunfuric, d = 1,84, dung dịch 50% d = 1,4.
4.2.2. Sắt (III) sunfat (Fe4SO4)3 . 9H2O).
4.2.3. Nước cất
4.3. Tiến hành thử nghiệm và đánh giá kết quả
4.3.1. Tiến hành thử nghiệm trong bình cầu thủy tinh hoặc trong bể làm bằng hợp kim của sắt – niken, có lắp thiết bị làm nguội ngược dòng. Khi có sự không thống nhất về đánh giá kết quả về độ bền chống ăn mòn sâu vào mạng tinh thể, thì tiến hành thử trong bình cầu thủy tinh.
Đặt các hạt cách nhiệt, các ống thủy tinh hoặc các chén sứ trên đáy của bình phản ứng rồi đặt các mẫu lên đó.
Sắt sunfat được giã bằng cối sứ và rắc vào bình đã xếp mẫu thử theo tính toán là 40g sắt sunfat cho 1000cm3 axit sunfuric, sau đó đổ dung dịch axit sunfuric lạnh vào bình.
Lượng dung dịch cần cho 1cm2 diện tích của mẫu không nhỏ hơn 5cm3.
Không được phép thử thép hoặc hợp kim có mác khác nhau trong cùng một lượt.
4.3.2. Thời gian ram mẫu trong dung dịch đun sôi là 48 giờ. Cần đun sôi liên tục và không làm nóng thiết bị làm nguội. Trường hợp buộc phải gián đoạn thử nghiệm, làm theo chỉ dẫn trong điều 3.3.2.
4.3.3. Quan sát sự ăn mòn sâu vào các tinh thể được tiến hành theo điều 3.3.7 – 3.3.13, 3.3.15 – 3.3.17; đánh giá kết quả thử nghiệm theo điều 3.3.14 – 3.3.18.
5. PHƯƠNG PHÁP 3
5.1. Nội dung của phương pháp
Nội dung của phương pháp là giữ các mẫu thép trong dung dịch đun sôi của axit nitric.
5.2. Thuốc thử và dung dịch
5.2.1. Axit nitric đặc biệt tinh khiết, dung dịch có nồng độ (65 ± 0,2)% d = 1,391. Hàm lượng tạp chất trong axit nitric tính theo phần trăm cho phép không vượt quá:
Chất không loại trừ được - 4.10-4;
![]() - 1.10-5;
- 1.10-5;
P – 1.10-5;
As – 1.10-6;
Cl – 5.10-5;
Pb – 5.10-6;
Fe – 1.10-5;
Mg – 1.10-5;
Tổng số các kim loại nặng (Ag, Ni, Bi, Cd, Pb, Cu, Hg, Co, Zn) – 2. 10-1.
5.2.2. Nước cất
5.3. Tiến hành thử nghiệm và đánh giá kết quả
5.3.1. Trước khi thử, phải đo lại kích thước chiều dài, chiều rộng, đường kính hoặc bề dày ít nhất tại ba vị trí. Sai số cho phép khi đo không quá 0,1 mm. Sau đó đem khử dầu mỡ cho các mẫu; rửa sạch, sấy khô và cân trên các cân phân tích. Sai số cho phép khi cân không quá 0,1 mg.
5.3.2. Tiến hành thử trong bình cần thủy tinh có thiết bị làm nguội. Trên đáy bình xếp các hạt cách nhiệt, ống thủy tinh hoặc các chén sứ nhỏ; xếp mẫu lên trên đó.
Cho phép thử cùng một lượt trong một bình các mẫu thép của cùng một mẻ nấu.
5.3.3. Rót dung dịch axit nitric vào bình đã chứa mẫu, với tính toán sao cho cứ 1cm2 diện tích mặt mẫu có không ít hơn 9cm3 dung dịch. Nếu có nghi vấn khi đánh giá kết quả thử nghiệm thì cần tăng lượng dung dịch axit lên đến 20cm3 cho 1cm2 diện tích mặt mẫu.
5.3.4. Bình có chứa mẫu và dung dịch axit nitric được đặt vào tủ của thiết bị nung nóng sao cho bình nung nóng được đều.
5.3.5. Tiến hành thử trong trạng thái sôi đều và sôi nhẹ của dung dịch. Không cho phép sự bay hơi của dung dịch và giải phóng ôxyt nitơ màu nâu xám. Dùng giấy thử để kiểm tra sao cho hơi thoát đi từ thiết bị làm nguội không chứa axit. Nếu có hiện tượng dung dịch bị bay hơi thì phải đổ dung dịch đó đi và thay bằng dung dịch khác.
5.3.6. Thời gian ram mẫu là 5 chu kỳ, mỗi chu kỳ là 48 giờ.
5.3.7. Sau mỗi chu kỳ thử, lấy mẫu ra khỏi bình, rửa sạch, sấy khô, cân, thay dung dịch và lại xếp vào bình.
Trong trường hợp buộc phải gián đoạn thử nghiệm, phải lấy mẫu ra khỏi bình, rửa sạch, sấy, còn dung dịch có thể để lại dùng tiếp tục.
5.3.8. Tốc độ ăn mòn (VK) tính ra gam cho 1m2 trong 1 giờ, hoặc tính ra milimet trong một năm theo công thức (1) hoặc (2) sau:
VK = ![]()
![]() (2)
(2)
Trong đó:
m – Tổn thất khối lượng của mẫu, g;
F- diện tích bề mặt mẫu thử, cm2;
t – thời gian thử nghiệm, giờ;
r - Khối lượng riêng của thép được thử, g/cm3.
5.3.9. Mẫu được coi là không chịu được thử nghiệm nếu tốc độ ăn mòn thép, mối ghép hàn hoặc kim loại của mối hàn sau chu kỳ nào đó có giá trị lớn hơn giá trị quy định trong các tiêu chuẩn cho các sản phẩm kim loại; cũng như nếu các mẫu hàn xuất hiện vết ăn mòn theo chân mối hàn.
6. BIÊN BẢN THỬ NGHIỆM
Biên bản thử nghiệm cần có những mục sau:
1) Mác thép;
2) HÌnh dạng, kích thước của mặt cắt ngang sản phẩm cần thử;
3) Số thứ tự của mẻ nấu;
4) Chế độ gia công nhiệt;
5) Phương pháp thử;
6) Kết quả thử;
7) Ký hiệu của tiêu chuẩn này.
PHỤ LỤC
1. PHƯƠNG PHÁP A
1.1. Nội dung của phương pháp
Nội dung của phương pháp là giữ mẫu thép trong dung dịch đun sôi của đồng sunfat và axit sunfuric có nồng độ cao hơn so với ở phương pháp 1 khi có thêm các phoi đồng.
1.2. Quy định chung
Phương pháp này tác dụng nhanh hơn và dùng cho tất cả các nhóm thép như đối với phương pháp 1 của tiêu chuẩn này.
1.3. Thuốc thử và dung dịch
Các chất phản ứng theo điều 3.2.1 – 3.2.6 của tiêu chuẩn này.
Dung dịch thử: trong 1000cm3 nước hòa tan 50g đồng sunfat, sau đó cho axit sunfuric dần từng ít một tới khi đạt 250cm3.
1.4. Tiến hành thử nghiệm
1.4.1. Tiến hành thử nghiệm theo điều 3.3.1 – 3.3.6 của tiêu chuẩn này.
1.4.2. Thời gian giữ mẫu trong dung dịch là 8 giờ.
1.4.3. Quan sát sự ăn mòn sâu vào các tinh thể theo điều 3.3.7 ÷ 3.3.13, 3.3.15 ÷ 3.3.17; đánh giá kết quả theo điều 3.3.14 ÷ 3.3.18 của tiêu chuẩn ày.
2. PHƯƠNG PHÁP B
2.1. Nội dung của phương pháp
Nội dung của phương pháp là giữ mẫu thép và hợp kim trong dung dịch đun sôi của nước, đồng sunfat và axit sunfuric có rắc thêm hạt bụi kẽm.
2.2. Quy định chung
Phương pháp này dùng cho phép và hợp kim nhóm 4.6, có hàm lượng cacbon lớn hơn 0,06%.
2.3. Thuốc thử và dung dịch
2.3.1. Đồng sunfat (CuSO4 . 5H2O)
2.3.2. Axit sunfuric, d = 1,84
2.3.3. Nước cất
2.3.4. Hạt kẽm
2.3.5. Dung dịch thử: trong 1000cm3 nước, hòa tan 110g đồng sunfat, sau đó thêm axit sunfuric dần từng ít một tới khi đạt 55cm3.
2.4. Tiến hành thử nghiệm
2.4.1. Tiến hành thử nghiệm trong bình cầu thủy tinh hoặc bể bằng hợp kim cắt – niken, có lắp thiết bị làm nguội ngược dòng. Trên đáy của bình phản ứng xếp các chuỗi hạt cách nhiệt, ống thủy tinh hoặc các chén sứ nhỏ, xếp các mẫu lên trên đó. Sau đó rót dung dịch để thử nghiệm ngập trên mẫu 20mm và rắc thêm bụi hạt kẽm theo liều lượng là 5g cho 1000cm3 dung dịch. Khi phản ứng giải phóng hydro kết thúc, bắt đầu mở thiết bị làm nguội cho bình.
2.4.2. Thời gian giữ mẫu trong dung dịch là 144 giờ. Dung dịch cần đun sôi liên tục. Không làm nóng thiết bị làm nguội. Nếu buộc phải gián đoạn thử nghiệm thì không lấy mẫu ra khỏi bình. Thời gian thử nghiệm tính bằng tổng số thời gian sôi.
Nếu trên mẫu bị bám đồng thì cần làm sạch theo chỉ dẫn điều 3.3.4. của tiêu chuẩn này.
Quan sát sự ăn mòn sâu vào các tinh thể được tiến hành theo điều 3.3.7 ÷ 3.3.13, 3.3.15 ÷ 3.3.17, đánh giá kết quả thử nghiệm theo điều 3.3.14 và 3.3.18 của tiêu chuẩn này.
3. PHƯƠNG PHÁP C
3.1. Nội dung của phương pháp
Nội dung của phương pháp này là sự ăn mòn suốt của thép trong dung dịch axit sunfuric.
3.2. Quy định chung
Phương pháp này để kiểm tra các sản phẩm và chi tiết chế tạo bằng cách hàn, dập nóng và uốn từ thép nhóm 4.2. Kim loại của mối hàn không kiểm tra bằng phương pháp này.
3.3. Thiết bị
Thiết bị lắp theo sơ đồ hình 2, trong đó có bình chì làm Ka tốt, kết cấu của bình được chỉ dẫn ở hình 3.
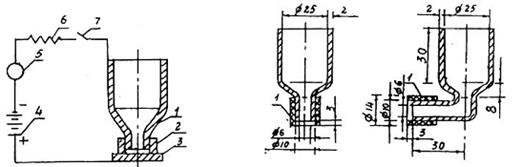
Hình 2 Hình 3
Sơ đồ thiết bị thử nghiệm theo phương pháp C 1- Bình chì; 2- Đệm cao su 3- Mẫu; 4- Nguồn điện một chiều 5- Ampemet có chia độ không lớn hơn 0,1A 6- Biến trở hoặc bình điện trở 7 – Cầu dao | Bình thử theo phương pháp C a- Bình thử các mẫu nằm ngang b- Bình thử các mẫu thẳng đứng 1 – Đệm cao su |
3.4. Thuốc thử và dung dịch
3.4.1. Axit sunfuric, d = 1,84, dung dịch 60%.
3.4.2. Urêtropin (hoặc chất kìm hãm bất kỳ dùng cho axit sunfuric), dung dịch 0,5%.
3.4.3. Nước cất
3.4.4. Rượu êtylic
3.4.5. Dung dịch để thử nghiệm chứa 20cm3 dung dịch urêtrôpin và 1000cm3 dung dịch axit.
3.5. Tiến hành thử nghiệm
3.5.1. Bề mặt của phần cần kiểm tra được mài đến độ nhám Ra ≤ 0,8 mm. Sau đó khử dầu mỡ ở vùng đó đã lau bằng rượu.
3.5.2. Tiến hành thử nghiệm sự ăn mòn suốt đối với bề mặt của chi tiết cần kiểm tra. Chi tiết được lắp vào mạch điện một ch iều có mật độ dòng điện là 0,65 A/cm2. Kanốt là bình bằng chì, được chỉ dẫn ở hình 3. Bình được gắn lên bề mặt kiểm tra của chi tiết bằng các đệm cao su. Rót từ 3 đến 5cm3 dung dịch vào bình.
Cho phép chế tạo bình bằng kim loại khác, bền với môi trường thử nghiệm. Nhiệt độ thử nghiệm (20 ± 10)0C. Trường hợp không thể sử dụng bình đó có kết cấu như ở hình 3, có thể thay đổi kết cấu cho phù hợp với chi tiết cần thử nghiệm.
3.5.3. Đối với các các tiết hàn, cần kiểm tra vùng bị ảnh hưởng nhiệt quanh đường hàn. Khi đó các điểm trên anốt cần tính toán sao cho trong vòng của điểm đó chứa không lớn hơn 1mm kim loại hàn đắp.
Tại các vị trí cần kiểm tra phải làm sạch các mối hàn tăng cường.
Tiến hành thử nghiệm cả hai mặt của mối hàn theo thứ tự bàn cờ. Nếu chiều dài mối hàn đến 2m thì cần kiểm tra vùng bị ảnh hưởng nhiệt ít nhất là qua 4 điểm.
3.5.4. Các chi tiết có mối hàn giao nhau cần kiểm tra tất cả các điểm quanh chỗ hai đường hàn cắt nhau như ở hình 4.
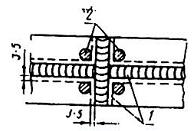
1 – Đường hàn
2 – Các điểm ăn mòn Anốt
Hình 4
3.5.5. Thời gian thử kể từ khi nối dòng điện vào là 5 phút. Nếu khả năng bị ăn mòn tăng thì cần lặp lại thử nghiệm và rút ngắn thời gian thử xuống đến 1 ÷ 2 phút.
Khi kết thúc thử nghiệm cần ngắt mạch điện, rửa bình và bề mặt thử bằng nước, lau bằng giấy thấm và bằng rượu êtyl.
3.5.6. Đánh giá về độ bền của thép chống ăn mòn sâu vào các tinh thể qua sự quan sát các điểm trên bề mặt mẫu thử hoặc sản phẩm kim loại sau quá trình ăn mòn anốt. Quan sát bằng kính phóng có độ phóng đại không nhỏ hơn hai mươi lần (hình 5 và 6).
3.5.7. Dấu hiệu của sự không bền chống ăn mòn sâu vào các tinh thể là sự xuất hiện một mạng lưới liên tục tại các điểm bị ăn mòn anốt (hình 5).
Nếu không xuất hiện mạng lưới liên tục đó mà ở các điểm ăn mòn anốt có hình các vạch ngang thì chi tiết được coi là bền chống ăn mòn sâu vào các tinh thể (hình 6).
3.5.8. Nếu các điểm trên bề mặt thử ăn mòn anốt bị ăn mòn nhiều, liên quan đến việc giảm khả năng chống ăn chung của thép hoặc liên quan đến khả năng chống ăn mòn sâu vào các tinh thể rất thấp thì cần lặp lại thử nghiệm trên các mẫu kiểm tra. Thử theo phương pháp hoặc phương pháp A của tiêu chuẩn này.
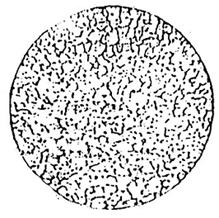
Phóng đại 50x
Hình 5
Điểm ăn mòn anốt trên kim loại, không bền chịu ăn mòn sâu vào các tinh thể
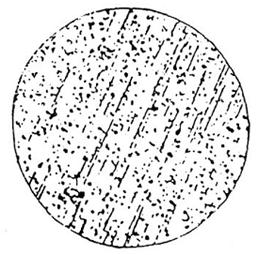
Phóng đại 50x
Hình 6
Điểm ăn mòn anốt trên kim loại, bền chịu ăn mòn sâu vào các tinh thể