Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 4209:1986 về Dây thép tròn mác OL100 Cr2 dùng làm bi cầu, bi đũa và vòng - Yêu cầu kỹ thuật
TIÊU CHUẨN VIỆT NAM
TCVN 4209 – 86
DÂY THÉP TRÒN
MÁC OL100CR2 DÙNG LÀM BI CẦU, BI ĐŨA VÀ VÒNG
YÊU CẦU KỸ THUẬT
Round wire of mark OL 100 Cr2 steel Balls Rolles and Ball Races of Rolling Bearings Technical Requirements
Cơ quan biên soạn:
Viện Luyện kim đen
Cơ quan đề nghị ban hành:
Bộ Cơ khí và Luyện kim
Cơ quan trình duyệt:
Tổng cục Tiêu chuẩn – Đo lường – Chất lượng
Cơ quan xét duyệt và ban hành:
Ủy ban Khoa học và Kỹ thuật Nhà nước
Quyết định ban hành số: 205/QĐ ngày 28 tháng 3 năm 1986.
DÂY THÉP TRÒN MÁC OL 100 CR 2 DÙNG LÀM BI CẦU, BI ĐŨA VÀ VÒNG
YÊU CẦU KỸ THUẬT
Round wire of mark OL 100 Cr2 steel Balls Rolles and Ball Races of Rolling Bearings Technical Requirements
Tiêu chuẩn này áp dụng cho dây thép tròn kéo nguội mác OL 100 Cr2, dùng để sản xuất bi cầu, bi đũa và vòng.
1. YÊU CẦU KỸ THUẬT
1.1. Dây sản xuất với đường kính từ 1,4 đến 16,0 mm. Dây có đường kính đến 12 mm sản xuất theo cuộn và dây có đường kính lớn hơn 12 mm sản xuất theo thanh. Độ dài thanh thép quy định từ 2,5 đến 4 m.
Đường kính dây được quy định trong đơn hàng.
1.2. Sai lệch giới hạn của dây không được vượt quá quy định ở bảng 1.
mm Bảng 1
Đường kính danh nghĩa | Sai lệch giới hạn |
Từ 1,4 đến 3 Lớn hơn 3 đến 6,0 Lớn hơn 6,0 đến 10 Lớn hơn 10,0 đến 16 | 0,06 0,08 0,10 0,12 |
1.3. Độ ô van của dây không được vượt quá một nửa sai lệch của đường kính.
1.4. Thành phần hóa học của thép OL 100 Cr2 theo quy định ở bảng 2.
Bảng 2
Mác | Hàm lượng các nguyên tố, % | |||||||
C | Mn | Si | Cr | Không lớn hơn | ||||
S | P | Cu | Ni | |||||
OL 100 Cr2 | 0,45 – 1,05 | 0,2 – 0,15 | 0,17 – 0,37 | 1,3 – 1,65 | 0,02 | 0,027 | 0,25 | 0,30 |
Ví dụ ký hiệu quy ước : dây có đường kính 4 mm được sản xuất từ thép OL 100 Cr2.
Dây 4 - OL 100 Cr2 TCVN 4209 – 86
1.5. Dây được cung cấp ở trạng thái ủ.
1.6. Bề mặt dây phải sáng hoặc có mầu xám của lớp ôxyt, không được có vết nứt, vết rạn, gấp, sẹo vẩy ôxyt và rỉ.
Trên bề mặt dây không cho phép có những vết rỗ, xước do quá trình cán và kéo sinh ra mà chiều sâu của nó vượt quá trị số quy định ở bảng 3.
mm Bảng 3
Đường kính danh nghĩa | Chiều sâu khuyết tật cho phép của dây | |
Bi cầu | Bi đũa | |
Đến 3 Lớn hơn 3 đến 6 Lớn hơn 6 đến 10 Lớn hơn 10 | 0,01 0,06 0,08 0,10 | 0,03 0,04 0,05 0,06 |
1.7. Theo yêu cầu của người tiêu thụ, dây có đường kính 5,6 mm và lớn hơn phải thử chồn nguội đến một nửa chiều cao. Trên các mẫu chồn nguội không được có các vết rạn, nứt lan ra do các khuyết tật bề mặt.
1.8. Dây dạng thanh, dây dạng cuộn bề mặt có đánh bóng hay không đánh bóng là do yêu cầu của đơn đặt hàng.
1.9. Cuộn dây gồm không quá 2 sợi, không bị nối, nhầm lẫn và không có những vòng uốn gấp.
1.10. Khối lượng mỗi cuộn không vượt quá 30 Kg (đối với tất cả các loại đường kính).
Chú thích : Trong lô hàng cho phép đến 10 % số cuộn có khối lượng không nhỏ hơn 5 Kg đối với dây đường kính đến 3 mm và không nhỏ hơn 10 Kg đối với dây đường kính lớn hơn 3 mm.
1.11. Đường kính trong của cuộn tính bằng mm nằm trong khoảng:
- 200 đến 600 đối với dây từ 1,4 – 2,0 mm
- 500 đến 750 đối với dây từ 2 đến 10 mm
- 750 đến 1000 đối với dây lớn hơn 10 đến 16 mm
1.12. Độ bền đứt của dây khi thử kéo phải đạt từ 600 – 730 N/mm2.
1.13. Dây có đường kính từ 6 mm trở lên, đo độ cứng theo phương pháp Rocvel, dưới 6 mm thử bẻ gẫy. Độ cứng qua tôi phải đạt không nhỏ hơn 62 – HRC. Mặt gẫy của dây qua tôi phải có độ hạt mịn, mẫu sáng không có điểm trắng.
1.14. Mặt gẫy dây qua ủ phải có hạt mịn, đồng đều và không có những khuyết tật ghi trong điều 1.13.
1.15. Cấu trúc tế vi của dây phải là peclit hạt nhỏ mịn, đồng đều, theo ảnh mẫu 1 – 3 TCVN 4148 – 85.
Không cho phép có mạng Cacbit. Cacbit dư không vượt quá cấp 2 ảnh mẫu 6 TCVN 4148 – 85.
Chỉ kiểm tra dải Cacbit đối với dây có đường kính 5,4 mm và lớn hơn. Dải này không được vượt quá quy định cấp 2, ảnh mẫu 7 TCVN 4148 – 85. Thiên tích Cacbit theo ảnh 7 TCVN 4148 – 85 không vượt quá các tiêu chuẩn sau:
- Dây có đường kính đến 12mm – 0,5 cấp
- Dây có đường kính lớn hơn 12mm – 1,0 cấp.
1.16. Tạp chất phi kim loại kiểm tra theo ảnh mẫu số 9, 10 và 11 TCVN 4148 – 85 không được vượt quá quy định ở bảng 4.
Bảng 4
Đường kính dây, mm | Ôxyt | Synfat | Tạp chất dạng cầu |
Theo cấp | |||
Đến 10 Lớn hơn 10 | 1,5 2,0 | 1,5 2,0 | 1,5 2,0 |
Chú thích:
1. Tạp chất silicát đánh giá theo cấp 9 của ôxýt hoặc 10 của Sunfit TCVN 4148 – 85 nhưng không được vượt quá quy định ở bảng 4.
2. Không cho phép có lỗ hổng tế vi.
1.17. Độ sâu lớp thoát cacbon (Felit – Vùng chuyển tiếp) mỗi phía không được vượt quá 1% đường kính thực của dây.
Bề mặt đã mài không cho phép có lớp thoát cacbon.
1.18. Dây thành phẩm phải được xác nhận của người kiểm tra chất lượng. Người sản xuất phải bảo đảm chất lượng của dây thép theo tiêu chuẩn này quy định.
2. PHƯƠNG PHÁP THỬ
2.1. Dây được giao theo lô gồm các cuộn hoặc bó cùng mẻ nấu luyện, cùng đường kính và cùng chế độ nhiệt luyện.
2.2. Phương pháp và tiêu chuẩn thử dây dạng thanh theo TCVN 1847 – 76, đối với dây kéo nguội.
2.3. Dây dạng cuộn tiến hành các loại thử sau:
2.3.1. Kiểm tra sơ bộ bên ngoài và đo kích thước (tất cả các cuộn trong lô).
2.3.2. Phát hiện khuyết tật bề mặt mẫu dài 250 mm, lấy ở đầu cuộn cách đầu mút 0,5 mm (tất cả các cuộn trong lô).
2.3.3. Phát hiện khuyết tật bề mặt mẫu dài 250 mm, lấy ở đầu cuộn cách đầu mút 0,5 mm (tất cả các cuộn trong lô).
2.3.4. Xác định thành phần Crôm trên máy quang phổ (tất cả các cuộn trong lô).
2.3.5. Kiểm tra mặt gẫy lấy mẫu tương tự như điều 2.3.2. (tất cả các cuộn trong lô).
2.3.5. Kiểm tra tế vi, độ thoát cacbon, dải cacbit, cacbit dư và mạng cacbit; lấy ở đầu cuộn trong 5% số cuộn của lô hàng nhưng không ít hơn 6 mẫu.
2.3.6. Kiểm tra độ cứng của dây sau khi tôi: mẫu dài 50 ¸ 70 mm, lấy ở đầu cuộn trong 5% số cuộn của lô nhưng không ít hơn 2 mẫu.
2.3.7. Thử kéo: mẫu dài 250 mm lấy ở 2 đầu cuộn từ 10% số cuộn trong lô.
2.3.8. Kiểm tra tạp chất phi kim loại: mẫu lấy ở đầu cuộn dây từ 5% số cuộn trong lô, nhưng không ít hơn 6 mẫu.
2.4. Đường kính và độ ô van của dây đo bằng micrômét có độ chính xác đến 0,01 mm.
2.5. Kiểm tra khuyết tật bề mặt bằng mắt thường các mẫu sau khi lấy rửa. Nếu thấy cần thì sử dụng kính lúp phóng đại 5 lần, trước tiên lau sạch bề mặt dây bằng giấy ráp mịn.
2.6. Bề mặt mẫu để phát hiện khuyết tật được tẩy trong dung dịch axit Sunfuric 15% hoặc Clohydric 18%, nhiệt độ 60 – 80oC, ngâm từ 15 đến 20 phút.
2.7. Để thử mặt gẫy mẫu dây được cắt sâu không quá 1/4 đường kính và bẻ gẫy. Mặt gẫy được quan sát bằng kính lúp có độ phóng đại không nhỏ hơn 5 X.
2.8. Độ sâu khuyết tật xác định bằng cách đo đường kính ở chỗ có khuyết tật (sau khi làm sạch khuyết tật bằng dũa) và ở phần lân cận không dũa.
Khi cần thiết thì dùng kính hiển vi để đo độ sâu của khuyết tật.
2.9. Cho phép sử dụng các phương pháp thuận lợi khác để kiểm tra bề mặt và các khuyết tật khác.
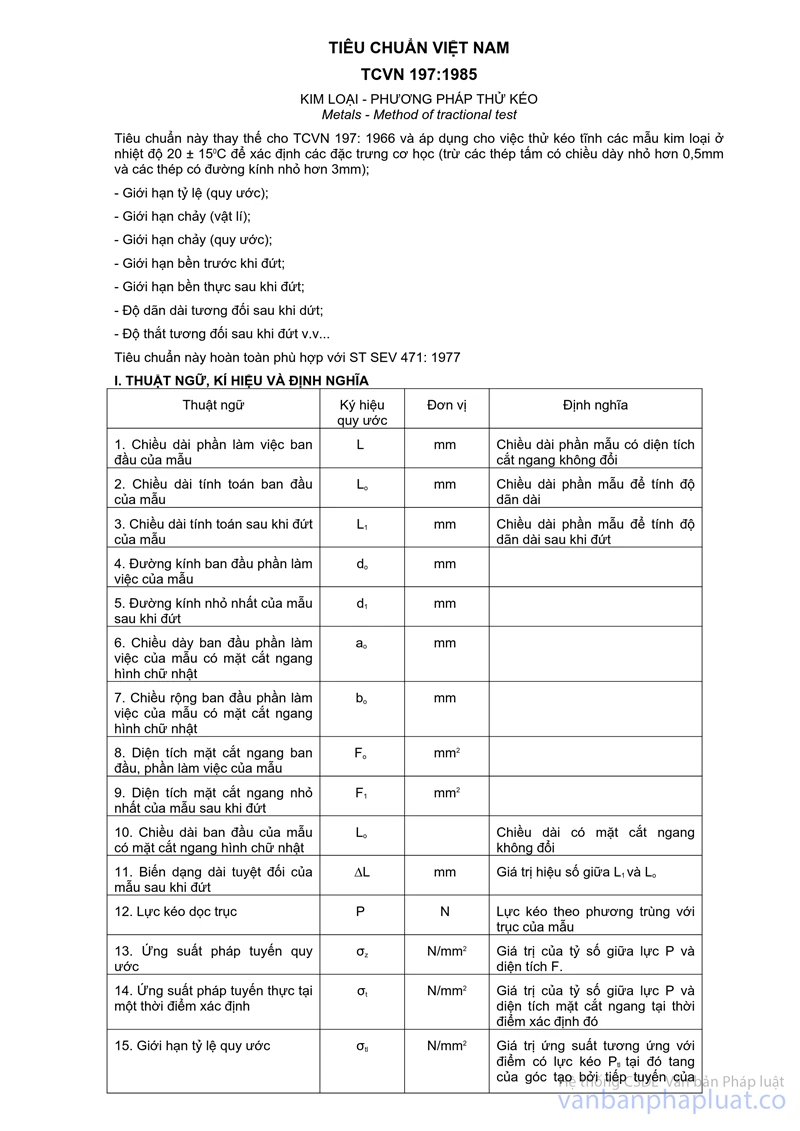
2.10. Thử kéo theo TCVN 197 – 85.
2.11. Thử chồn nguội theo TCVN 5099 – 79.
2.12. Để thử độ cứng theo Rocvel, mặt gẫy của mẫu được tôi theo chế độ sau:
- Nung đến 380 – 860oC, thời gian giữ nhiệt không quá 1,5 phút cho 1mm đường kính và làm nguội trong dầu. Sau khi tôi mẫu được làm sạch dầu và vẩy sắt, khử lớp thoát cacbon khỏi bề mặt và tiến hành đo độ cứng theo TCVN 257 – 85.
Đặc điểm mặt gẫy các mẫu tôi phải đáp ứng yêu cầu ghi ở điều 1.13, 2.13. Tạp chất phi kim loại, tổ chức tế vi, cacbit dư, mạng cacbit, cacbit dải tiến hành theo TCVN 4148 – 85.
Chú thích: Đối với dây nhỏ hơn 10 mm, cho phép tiến hành kiểm tra tạp chất phi kim loại cho mẫu có độ dài không nhỏ hơn 30 mm.
2.14. Kết quả thử đầu tiên về tạp chất phi kim loại, cacbit dư là kết quả đánh giá sản phẩm.
2.15. Khi nhận được kết quả thử về tổ chức tế vi, độ thoát cacbon, thử kéo và độ cứng tôi, dù chỉ có một trong các chỉ tiêu trên không đạt yêu cầu cũng phải kiểm tra lại với số mẫu gấp đôi (lấy trong các cuộn chưa kiểm tra của cùng lô). Nếu kết quả thử lại vẫn không đạt thì toàn bộ lô báo phế, hoặc tiến hành kiểm tra từng cuộn, cuộn nào phù hợp thì giao hàng, kết quả thử lại là kết quả cuối cùng.
3. GHI NHÃN VÀ BAO GÓI
3.1. Ghi nhãn và bao gói dây dạng thanh theo TCVN 1847 – 76 đối với dây thép nguội.
3.2. Để chống rỉ, các cuộn dây phải được bôi mỡ chống rỉ. Mỗi cuộn buộc ít nhất 3 chỗ cách đều nhau.
Chú thích: Theo sự thỏa thuận của hai bên, cho phép không bôi mỡ chống rỉ.
3.3. Khi vận chuyển bằng tầu hỏa, các cuộn cần được bao gói bằng vải thô hoặc bì gai.
Chú thích: Theo sự thỏa thuận của hai bên, cho phép bao gói theo các phương thức khác.
3.4. Mỗi cuộn dây cần phải có biển trên đó ghi rõ:
3.4.1. Ký hiệu hàng hóa của xí nghiệp sản xuất.
3.4.2. Mác thép và số hiệu mẻ nấu.
3.4.3. Đường kính dây.
3.4.4. Số hiệu tiêu chuẩn hiện hành.
3.5. Mỗi lô hàng phải có chứng từ ghi rõ:
3.5.1. Tên hoặc ký hiệu hàng hóa của xí nghiệp sản xuất.
3.5.2. Mác thép và số hiệu mẻ nấu.
3.5.3. Các kết quả thử.
3.5.4. Thành phần hóa học.
3.5.5. Khối lượng tinh của lô hàng.
3.5.6. Số lượng kiện.
3.5. Số hiệu tiêu chuẩn hiện hành.