Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 3809:1983 về Tài liệu công nghệ - Quy tắc trình bày tài liệu đúc
TIÊU CHUẨN VIỆT NAM
TCVN 3809 - 83
TÀI LIỆU CÔNG NGHỆ - QUY TẮC TRÌNH BÀY TÀI LIỆU ĐÚC.
Technological documentation - Rules of making documents on casting.
Tiêu chuẩn này quy định quy tắc trình bày các tài liệu công nghệ đúc và chế tạo ruột:
- Phiếu quy trình công nghệ đúc trong khuôn cát;
- Phiếu quy trình công nghệ đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại;
- Phiếu quy trình công nghệ đúc mẫu chảy;
- Phiếu quy trình công nghệ đúc trong khuôn kim loại;
- Phiếu quy trình công nghệ ruột;
- Phiếu quy trình công nghệ điển hình đúc;
- Phiếu tổng hợp nguyên công đúc trong khuôn cát;
- Phiếu tổng hợp nguyên công đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại;
- Phiếu tổng hợp nguyên công đúc mẫu chảy;
- Phiếu tổng hợp nguyên công đúc trong khuôn kim loại;
- Phiếu tổng hợp nguyên công đúc áp lực;
- Phiếu tổng hợp nguyên công chế tạo ruột;
- Bản kê các ruột.
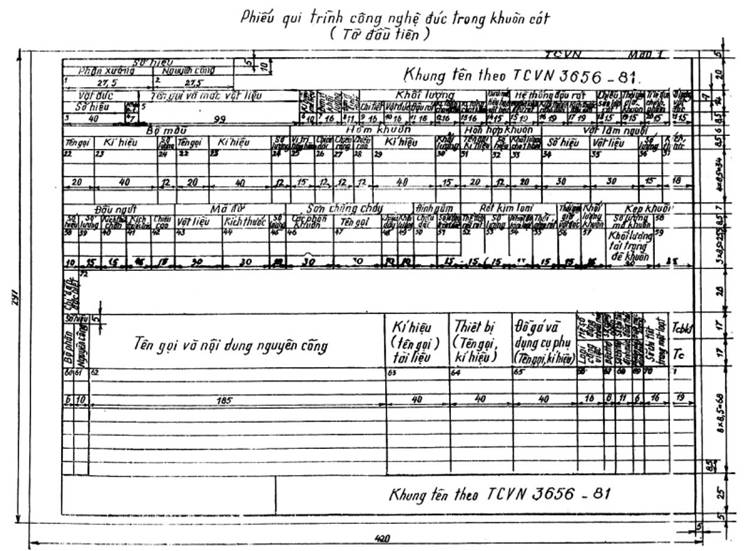
1. Quy tắc trình bày phiếu quy trình công nghệ đúc trong khuôn cát
1.1 Phiếu dùng để trình bày quy trình công nghệ đơn lẻ đúc trong khuôn cát.
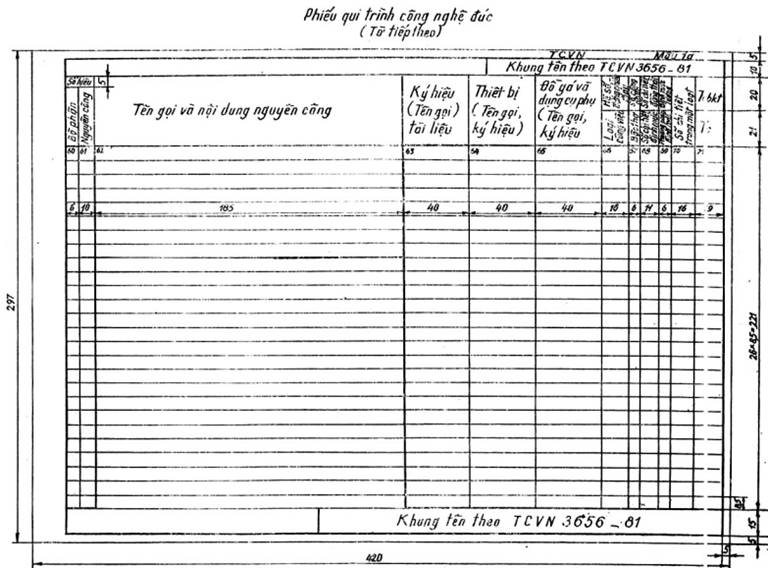
1.2 Phiếu được lập theo mẫu 1 và 1a.
1.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 1.
Bảng 1
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công theo số tiến trình công nghệ. |
3 | Ký hiệu (mã hiệu) vật đúc. |
4 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
5 | Tên gọi và mác vật liệu. |
6 | Ký hiệu mẻ liệu |
7 | Đơn vị khối lượng của chi tiết, vật đúc hay kim loại lỏng. |
8 | Đơn vị định mức - Số lượng chi tiết định mức tiêu hao vật liệu (ví dụ: 1, 10, 100… chiếc). |
9 | Khối lượng của chi tiết theo tài liệu thiết kế. |
10 | Khối lượng của vật đúc. |
11 | Khối lượng hệ thống đậu rót của vật đúc. |
12 | Khối lượng kim loại lỏng cần cho vật đúc. |
13 | Khối lượng kim loại lỏng cần cho một khuôn. |
14 | Định mức tiêu hao vật liệu cho một mẻ liệu. |
15 | Đường kính đậu rót. |
16 | Kích thước rãnh dẫn. |
17 | Kích thước đậu dẫn. |
18 | Chiều sâu lớp cát khuôn được sấy khô. |
19 | Thời gian giữ khuôn trước khi rót. |
20 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu, theo phần trăm. |
21 | Số lượng vật đúc trong một khuôn. |
22 | Tên gọi các bộ phận trong bộ mẫu. |
23 | Ký hiệu (mã hiệu) các bộ phận trong bộ mẫu. |
24 | Số lượng các bộ phận trong bộ mẫu. |
25 | Vị trí tương quan khi lắp khuôn - Vị trí của từng hòm khuôn trong bộ khuôn (ví dụ: trên, giữa, dưới). |
26 | Chiều dài (đường kính) hòm khuôn hoặc chiều dài (đường kính) hố hạ mẫu. |
27 | Chiều rộng hòm khuôn hay chiều rộng hố hạ mẫu. |
28 | Chiều cao hòm khuôn hay chiều sâu hố hạ mẫu. |
29 | Ký hiệu (mã hiệu) hòm khuôn. |
30 | Khối lượng của hòm khuôn. |
31 | Loại hỗn hợp làm khuôn - ví dụ hỗn hợp "cát lót" hoặc hỗn hợp "cát áo". |
32 | Số hiệu hỗn hợp cát làm khuôn. |
33 | Khối lượng của hỗn hợp cát làm một hòm khuôn. |
34 | Số hiệu vật làm nguội vật đúc. |
35 | Vật liệu chế tạo vật làm nguội. |
36 | Số lượng vật làm nguội. |
37 | Kích thước vật làm nguội. |
38 | Số hiệu đậu ngót. |
39 | Số lượng đậu ngót. |
40 | Kích thước phần chân đậu ngót. |
41 | Kích thước phần trên đậu ngót. |
42 | Chiều cao đậu ngót. |
43 | Vật liệu làm mã đỡ. |
44 | Cỡ kích thước của mã đỡ. |
45 | Số lượng mã đỡ. |
46 | Các phần của khuôn (ví dụ: dưới, bên). |
47 | Tên gọi (số hiệu) sơn chống cháy. |
48 | Chiều dày lớp chống cháy. |
49 | Khối lượng lớp chống cháy. Cho phép không ghi. |
50 | Chiều dài đinh găm để găm phần dưới và phần bên. |
51 | Số lượng đinh găm trên một đề xi mét vuông. |
52 | Thể tích nồi rót (gáo rót). |
53 | Số lượng nồi rót (gáo rót) cần cho một khuôn. |
54 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
55 | Thời gian rót. |
56 | Thời gian giữ vật đúc trong khuôn. |
57 | Khối lượng toàn bộ khuôn khi rót đầy kim loại (hòm khuôn, hỗn hợp cát khuôn, kim loại…) |
58 | Số lượng má kẹp khuôn. |
59 | Khối lượng tải trọng cần thiết để kẹp chặt khuôn. |
60 | Số hiệu (tên gọi) bộ phận, băng tải, dây chuyền, kho hoặc chỗ làm việc để thực hiện nguyên công. |
61 | Số hiệu nguyên công (quy trình) trong trình tự công nghệ chế tạo sản phẩm (kể cả kiểm tra và vận chuyển). |
62 | Tên gọi và nội dung nguyên công. Cho phép ghi các yêu cầu kỹ thuật. |
63 | Ký hiệu (tên gọi) tài liệu ghi nội dung nguyên công (quy trình) hoặc các yêu cầu bổ sung để thực hiện. |
64 | Tên gọi, ký hiệu (mã hiệu) và số hiệu tài sản của thiết bị công nghệ. |
65 | Tên gọi và ký hiệu (mã hiệu) của đồ gá và dụng cụ phụ. |
66 | Ghi dưới dạng phân số: tử số chỉ hệ số đứng nhiều máy; mẫu số chỉ loại công việc. |
67 | Ghi dưới dạng phân số: tử số chỉ số lượng công nhân thực hiện nguyên công; mẫu số chỉ bậc thợ thực hiện nguyên công. |
68 | Ghi dưới dạng phân số: tử số chỉ số lượng chi tiết được gia công đồng thời khi thực hiện nguyên công; mẫu số chỉ số lượng chi tiết dùng để định mức thời gian (ví dụ: 1, 10, 100… chiếc) |
69 | Ghi dưới dạng phân số: tử số chỉ định mức tiền lương công nhân xác định theo điều kiện làm việc; mẫu số chỉ phương pháp định mức (ví dụ: phương pháp tính toán, bấm giờ, thống kê kinh nghiệm..v.v..). |
70 | Số lượng vật đúc trong một loạt sản xuất. Chỉ áp dụng cho sản xuất hàng loạt. |
71 | Ghi dưới dạng phân số: tử số chỉ định mức thời gian chuẩn bị kết thúc của nguyên công; mẫu số chỉ thời gian từng chiếc của nguyên công. |
72 | Chỉ dẫn đặc biệt. Cho phép không ghi. |
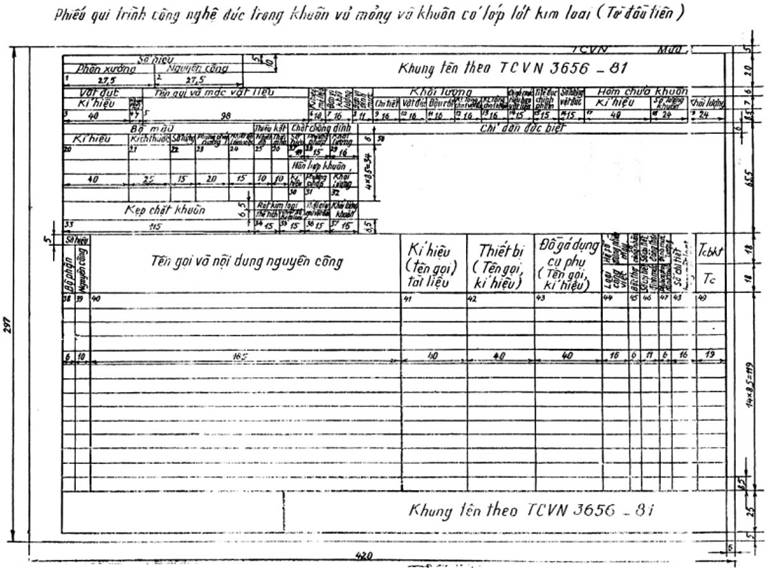
2. Quy tắc trình bày phiếu quy trình công nghệ đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại
2.1 Phiếu dùng để trình bày quy trình công nghệ đơn lẻ đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại.
2.2 Phiếu được lập theo mẫu 2 và 1a.
2.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 2.
Bảng 2
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công theo phiếu tiến trình công nghệ. |
3 | Ký hiệu (mã hiệu) vật đúc. |
4 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
5 | Tên gọi và mác vật liệu. |
6 | Ký hiệu mẻ liệu. |
7 | Đơn vị khối lượng của chi tiết, vật đúc hay kim loại lỏng. |
8 | Đơn vị định mức - số lượng chi tiết để định mức tiêu hao vật liệu (ví dụ: 1, 10, 100… chiếc) |
9 | Khối lượng của chi tiết theo tài liệu thiết kế. |
10 | Khối lượng của vật đúc. |
11 | Khối lượng hệ thống đậu rót của vật đúc. |
12 | Khối lượng kim loại lỏng cần cho vật đúc. |
13 | Khối lượng kim loại lỏng cần cho một khuôn. |
14 | Định mức tiêu hao vật liệu cho một mẻ liệu. |
15 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
16 | Số lượng vật đúc trong một khuôn. |
17 | Ký hiệu (mã hiệu) thùng chứa. |
18 | Số lượng khuôn trong một thùng. |
19 | Khối lượng thùng có các khuôn đã đổ đầy kim loại. |
20 | Ký hiệu (mã hiệu) các bộ phận trong bộ mẫu hoặc khuôn. |
21 | Kích thước bao của bộ mẫu hoặc khuôn. |
22 | Số lượng các bộ phận trong bộ mẫu hoặc khuôn. |
23 | Phương pháp nung bộ mẫu hoặc khuôn. |
24 | Nhiệt độ làm việc. |
25 | Nhiệt độ thiêu kết khuôn. |
26 | Thời gian thiêu kết. |
27 | Số hiệu (tên gọi hoặc ký hiệu) chất chống dính. |
28 | Phương pháp phủ và chiều dày lớp phủ. |
29 | Khối lượng lớp phủ chống dính. |
30 | Số hiệu (ký hiệu hoặc tên gọi) hỗn hợp vật liệu làm khuôn. |
31 | Phương pháp làm khuôn. |
32 | Khối lượng hỗn hợp vật liệu làm một khuôn. |
33 | Kẹp chặt khuôn. |
34 | Thể tích nồi rót (gáo rót). |
35 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
36 | Thời gian giữ vật đúc trong khuôn. |
37 | Khối lượng toàn bộ khuôn khi rót đầy kim loại. |
38 - 50 | Ghi tương ứng các ô (cột) từ 60 đến 72 trong mẫu 1. |
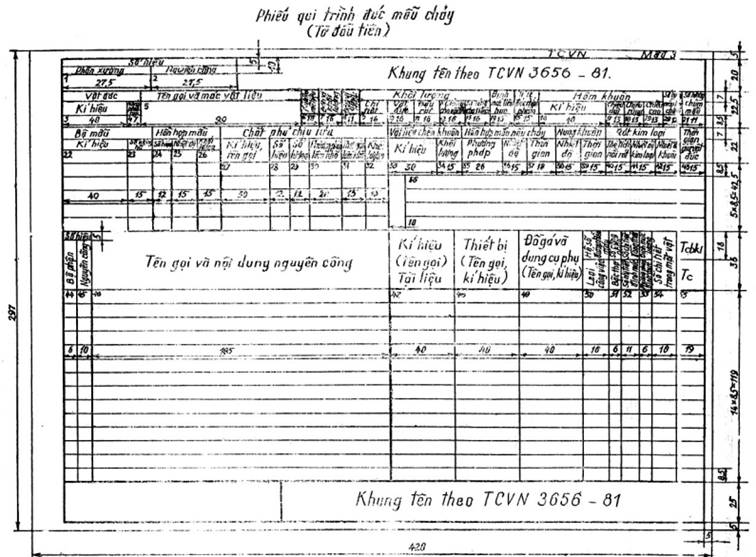
3. Quy tắc trình bày phiếu quy trình công nghệ đúc mẫu chảy
3.1 Phiếu dùng để trình bày quy trình công nghệ đơn lẻ đúc mẫu chảy.
3.2 Phiếu được lập theo mẫu 3 và 1a.
3.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 3.
Bảng 3
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công theo phiếu tiến trình công nghệ. |
3 | Ký hiệu (mã hiệu) vật đúc. |
4 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
5 | Tên gọi và mác vật liệu. |
6 | Ký hiệu mẻ liệu. |
7 | Đơn vị khối lượng của chi tiết, vật đúc hay kim loại lỏng. |
8 | Đơn vị định mức - số lượng chi tiết để định mức tiêu hao vật liệu (ví dụ: 1, 10, 100… chiếc) |
9 | Khối lượng của chi tiết theo tài liệu thiết kế. |
10 | Khối lượng của vật đúc. |
11 | Khối lượng hệ thống đậu rót của vật đúc. |
12 | Khối lượng kim loại lỏng cần cho vật đúc. |
13 | Khối lượng kim loại lỏng cần cho một khuôn. |
14 | Định mức tiêu hao vật liệu cho một mẻ liệu. |
15 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
16 | Ký hiệu (mã hiệu) hòm khuôn. |
17 | Chiều dài (đường kính) hòm khuôn. |
18 | Chiều rộng hòm khuôn. |
19 | Chiều cao hòm khuôn. |
20 | Số lượng mẫu trong chùm mẫu (nhiều cụm mẫu tạo thành chùm mẫu). |
21 | Số lượng chùm mẫu trong hòm khuôn. |
22 | Ký hiệu (mã hiệu) các bộ phận trong bộ mẫu. |
23 | Số lượng hố mẫu trong bộ mẫu. |
24 | Số hiệu thành phần hỗn hợp mẫu. |
25 | Nhiệt độ hỗn hợp mẫu khi ép vào khuôn. |
26 | Khối lượng hỗn hợp mẫu cần cho một cụm mẫu (một khuôn ép ra nhiều mẫu đồng thời và gắn liền với thân đậu rót gọi là cụm mẫu). |
27 | Ký hiệu (mã hiệu), tên gọi chất phủ chịu lửa. |
28 | Số hiệu lớp phủ chịu lửa. |
29 | Số lượng lớp phủ. |
30 | Phương pháp làm khô lớp phủ chịu lửa. |
31 | Thời gian làm khô mỗi lớp. |
32 | Khối lượng lớp phủ chịu lửa. |
33 | Ký hiệu (mã hiệu) vật liệu để chèn xung quanh khuôn. |
34 | Khối lượng vật liệu để chèn xung quanh khuôn. |
35 | Phương pháp làm chảy mẫu. |
36 | Nhiệt độ làm chảy mẫu. |
37 | Thời gian làm chảy mẫu. |
38 | Nhiệt độ nung khuôn. |
39 | Thời gian nung khuôn. |
40 | Thể tích nồi rót (gáo rót). |
41 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
42 | Nhiệt độ khuôn khi rót. |
43 | Thời gian giữ vật đúc trong khuôn. |
44 - 56 | Ghi tương ứng các ô (cột) từ 60 đến 72 trong mẫu 1. |
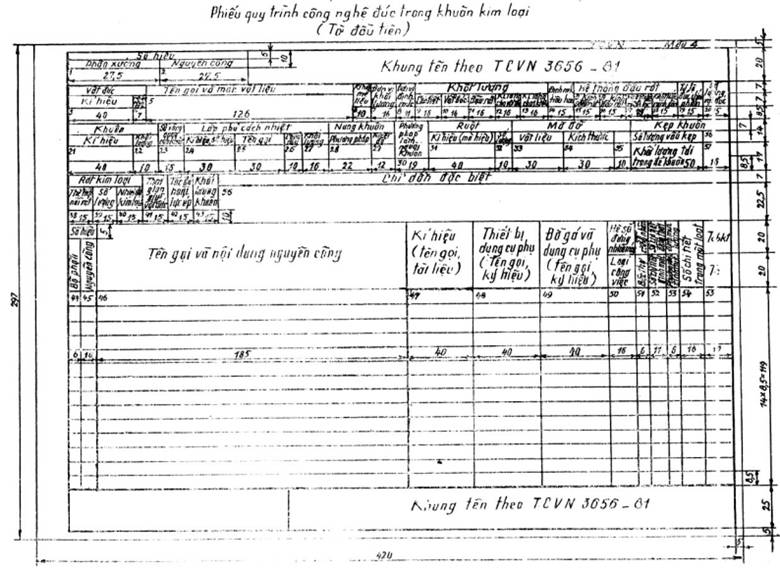
4. Quy tắc trình bày phiếu quy trình công nghệ đúc trong khuôn kim loại
4.1 Phiếu dùng để trình bày quy trình công nghệ đơn lẻ đúc trong khuôn kim loại.
4.2 Phiếu được lập theo mẫu 4 và 1a.
4.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 4.
Bảng 4
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công theo phiếu tiến trình công nghệ. |
3 | Ký hiệu (mã hiệu) vật đúc. |
4 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
5 | Tên gọi và mác vật liệu. |
6 | Ký hiệu mẻ liệu. |
7 | Đơn vị khối lượng của chi tiết, vật đúc hay kim loại lỏng. |
8 | Đơn vị định mức - số lượng chi tiết để định mức tiêu hao vật liệu (ví dụ: 1, 10, 100… chiếc) |
9 | Khối lượng của chi tiết theo tài liệu thiết kế. |
10 | Khối lượng của vật đúc. |
11 | Khối lượng hệ thống đậu rót của vật đúc. |
12 | Khối lượng kim loại lỏng cần cho vật đúc. |
13 | Khối lượng kim loại lỏng cần cho một khuôn. |
14 | Định mức tiêu hao vật liệu cho một mẻ liệu. |
15 | Đường kính phễu rót. |
16 | Đường kính đậu rót. |
17 | Kích thước rãnh lọc xỉ. |
18 | Kích thước rãnh dẫn. |
19 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
20 | Số lượng vật đúc trong một khuôn. |
21 | Ký hiệu (mã hiệu) các bộ phận của khuôn. |
22 | Khối lượng khuôn đã lắp. |
23 | Số vòng quay của khuôn (đối với đúc ly tâm). |
24 | Ký hiệu (số hiệu) lớp phủ cách nhiệt. |
25 | Tên gọi lớp phủ cách nhiệt. |
26 | Chiều dày lớp phủ cách nhiệt. Cho phép không ghi. |
27 | Khối lượng lớp phủ cách nhiệt. Cho phép không ghi. |
28 | Phương pháp nung khuôn. |
29 | Nhiệt độ khuôn khi rót. |
30 | Phương pháp làm nguội khuôn. |
31 | Ký hiệu (mã hiệu) ruột. |
32 | Số lượng ruột. |
33 | Vật liệu làm mã đỡ. |
34 | Cỡ kích thước của mã đỡ. |
35 | Số lượng mã đỡ. |
36 | Số lượng vấu kẹp cần thiết để kẹp khuôn. |
37 | Khối lượng tải trọng cần thiết để kẹp chặt khuôn. |
38 | Thể tích nồi rót (gáo rót). |
39 | Số lượng nồi rót (gáo rót) cho một khuôn. |
40 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
41 | Thời gian giữ vật đúc trong khuôn. |
42 | Tốc độ hoặc lực ép kim loại lỏng (đối với đúc áp lực). |
43 | Khối lượng toàn bộ khuôn khi rót đầy kim loại. |
44 - 56 | Ghi tương ứng các ô (cột) từ 60 đến 72 trong mẫu 1. |
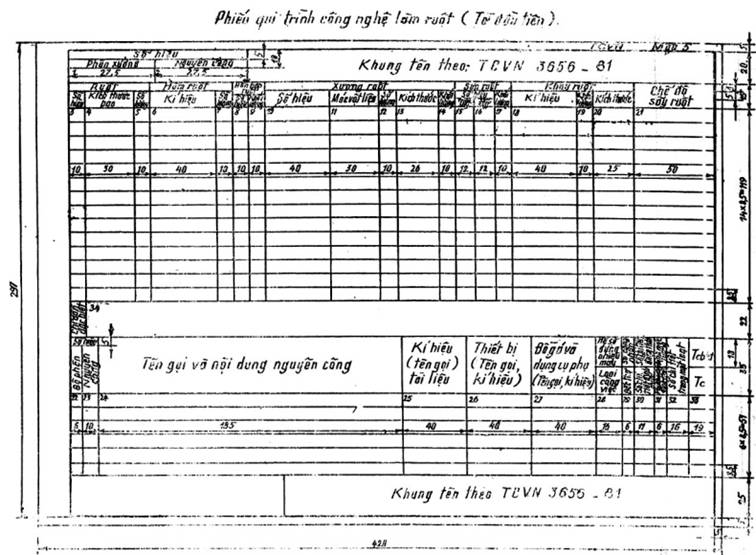
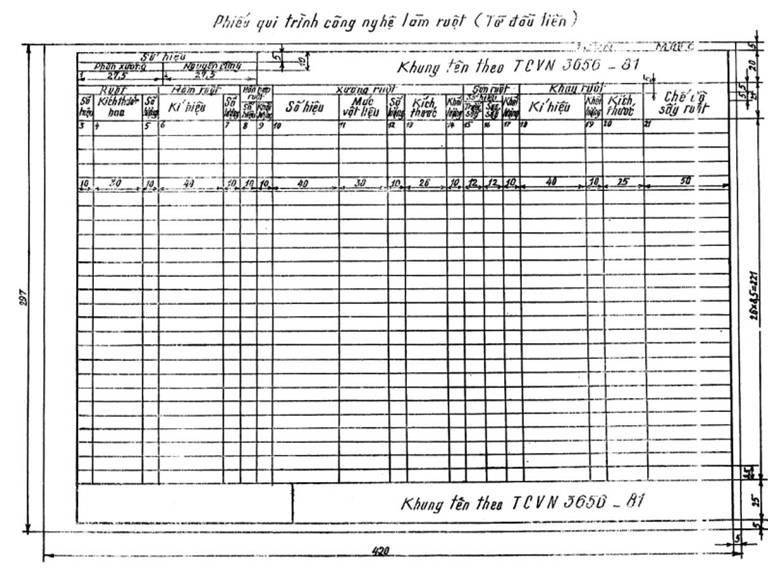
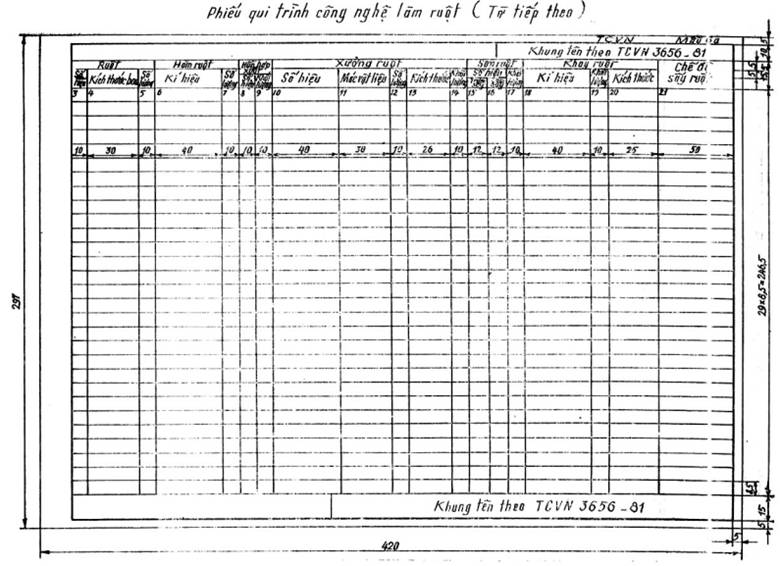
5. Quy tắc trình bày phiếu quy trình công nghệ chế tạo ruột
5.1 Phiếu dùng để trình bày quy trình công nghệ đơn lẻ chế tạo ruột.
5.2 Phiếu được lập theo mẫu 5 và 1a hoặc 6, 6a và 1a.
5.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 5.
Bảng 5
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công theo phiếu tiến trình công nghệ. |
3 | Số hiệu ruột. |
4 | Kích thước bao của ruột. |
5 | Số lượng ruột cần cho một vật đúc. |
6 | Ký hiệu (số hiệu) hòm ruột. |
7 | Số lượng hố trong một hòm ruột. |
8 | Ký hiệu (tên gọi) của hỗn hợp vật liệu làm ruột. |
9 | Khối lượng hỗn hợp để làm một ruột. |
10 | Số hiệu (mã hiệu) xương (khung) ruột. |
11 | Mác của vật liệu chế tạo xương (khung) ruột. |
12 | Số lượng xương cho một ruột. |
13 | Kích thước xương ruột. |
14 | Khối lượng xương ruột. |
15 | Số hiệu (tên gọi) sơn dùng trước khi sấy. |
16 | Số hiệu (tên gọi) sơn dùng sau khi sấy. |
17 | Khối lượng sơn cần cho một ruột. Cho phép không ghi. |
18 | Ký hiệu (số hiệu) khay đựng ruột (tấm sấy). |
19 | Khối lượng khay (tấm sấy). |
20 | Kích thước khay (tấm sấy). |
21 | Chế độ sấy ruột. Cho phép chỉ dẫn phương pháp thông hơi ruột. |
22 - 34 | Ghi tương ứng các ô (cột) từ 60 đến 72 trong mẫu 1. |
Chú thích: Mẫu 6 và 6a dùng trong trường hợp khi số ruột cần thiết cho một vài vật đúc lớn hơn 14 chiếc.
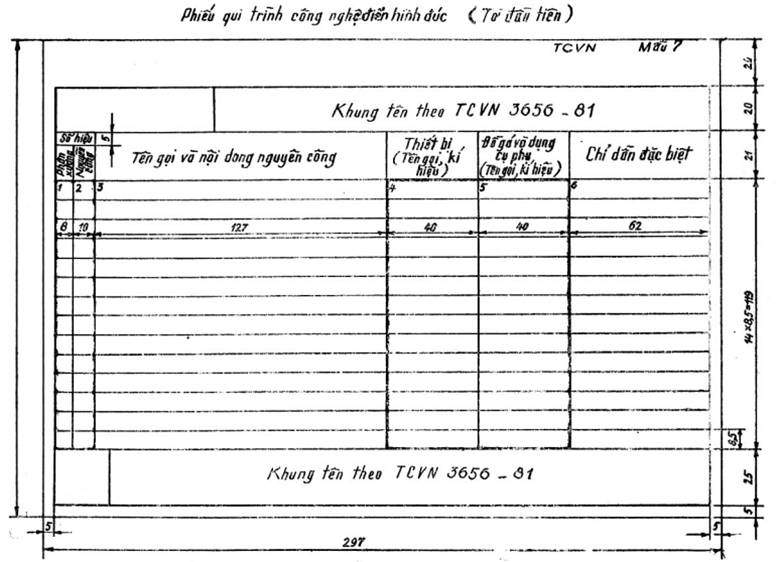
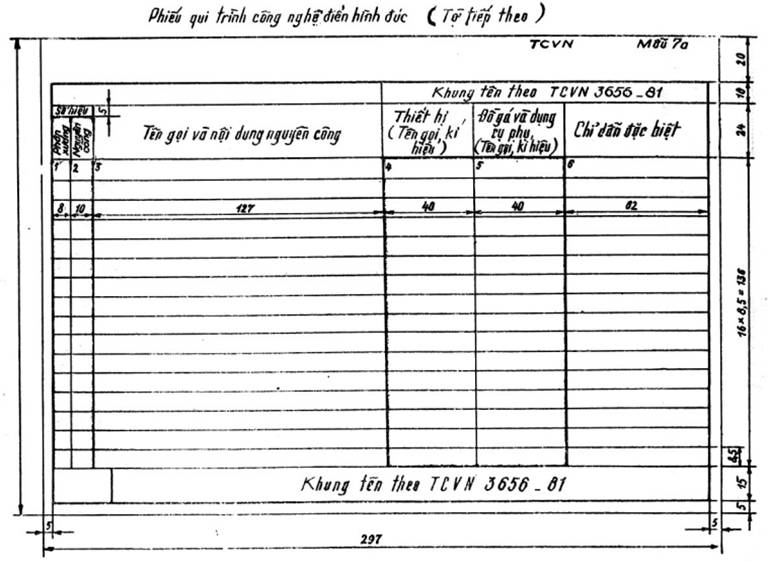
6. Quy tắc trình bày phiếu quy trình công nghệ điển hình đúc
6.1 Phiếu được lập theo mẫu 7 và 7a. Phiếu được sử dụng cùng với các mẫu 11, 11a hoặc 12, 12a theo TCVN 3658 - 81.
6.2 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 6.
Bảng 6
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
2 | Số hiệu nguyên công của quy trình công nghệ. |
3 | Tên gọi, và nội dung nguyên công. |
4 | Tên gọi, ký hiệu (mã hiệu) và số hiệu tài sản của thiết bị công nghệ. |
5 | Tên gọi và ký hiệu (mã hiệu) của đồ gá, dụng cụ phụ. |
6 | Chỉ dẫn đặc biệt. |
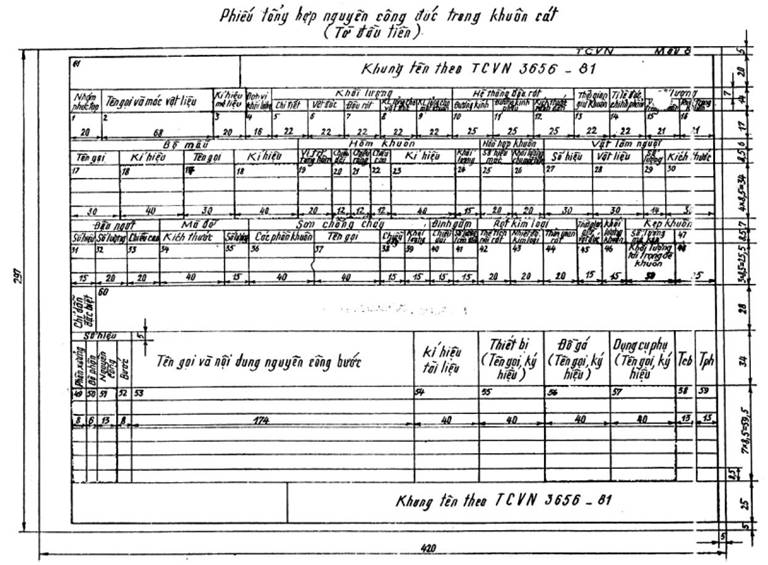
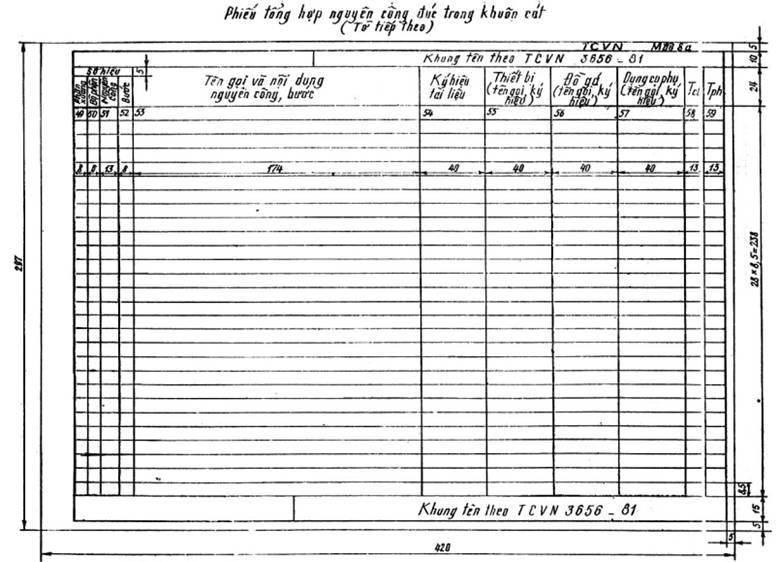
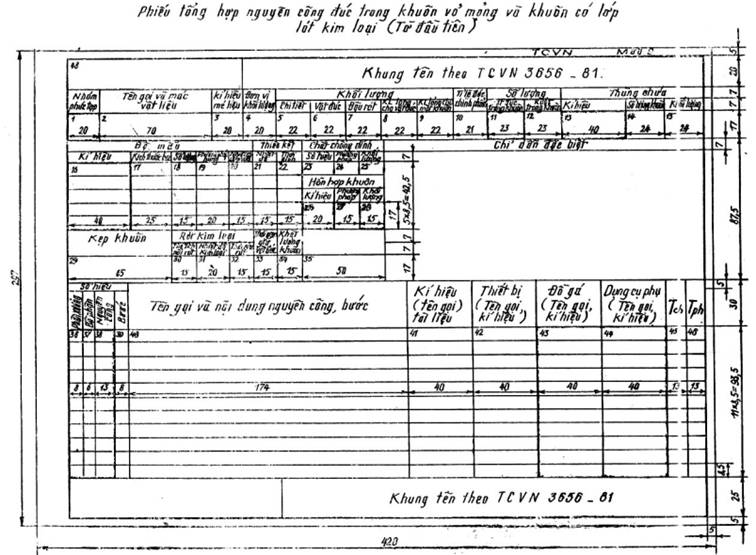
7. Quy tắc trình bày phiếu tổng hợp nguyên công đúc trong khuôn cát
7.1 Phiếu dùng để lập quy trình công nghệ đúc trong khuôn cát.
7.2 Phiếu được lập theo mẫu 8 và 8a.
7.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 7.
Bảng 7
Số hiệu ô (cột) | Nội dung |
1 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
2 | Tên gọi và mác vật liệu. |
3 | Ký hiệu mẻ liệu. |
4 | Đơn vị khối lượng của chi tiết, vật đúc hoặc kim loại lỏng. |
5 | Khối lượng của chi tiết theo tài liệu thiết kế. |
6 | Khối lượng của vật đúc. |
7 | Khối lượng hệ thống đậu rót của vật đúc. |
8 | Khối lượng kim loại lỏng cần cho vật đúc. |
9 | Khối lượng kim loại lỏng cần cho một khuôn. |
10 | Đường kính đậu rót. |
11 | Kích thước rãnh dẫn. |
12 | Kích thước đậu dẫn. |
13 | Thời gian giữ khuôn trước khi rót. |
14 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
15 | Số lượng vật đúc trong một khuôn. |
16 | Số lượng ruột trong một khuôn. |
17 | Tên gọi các bộ phận trong bộ mẫu. |
18 | Ký hiệu (mã hiệu) các bộ phận trong bộ mẫu. |
19 | Vị trí tương quan khi lắp khuôn - vị trí của từng hòm khuôn trong bộ khuôn (ví dụ: trên, giữa, dưới). |
20 | Chiều dài (đường kính) hòm khuôn. |
21 | Chiều rộng hòm khuôn. |
22 | Chiều cao hòm khuôn. |
23 | Ký hiệu (mã hiệu) hòm khuôn. |
24 | Khối lượng hòm khuôn. |
25 | Số hiệu hoặc mác của hỗn hợp cát làm khuôn. |
26 | Khối lượng hỗn hợp cát làm một hòm khuôn. |
27 | Số hiệu vật làm nguội vật đúc. |
28 | Vật liệu chế tạo vật làm nguội. |
29 | Số lượng vật làm nguội. |
30 | Kích thước vật làm nguội. |
31 | Số hiệu đậu ngót. |
32 | Số lượng đậu ngót. |
33 | Chiều cao đậu ngót. |
34 | Cỡ kích thước của mã đỡ. |
35 | Số lượng mã đỡ. |
36 | Các phần của khuôn (ví dụ: dưới, bên). |
37 | Tên gọi (số hiệu) sơn chống cháy. |
38 | Chiều dày lớp chống cháy. |
39 | Khối lượng lớp chống cháy. Cho phép không ghi. |
40 | Chiều dài đinh găm để găm phần dưới và phần bên. |
41 | Số lượng đinh găm trên một đêximét vuông. |
42 | Thể tích nồi rót (gáo rót). |
43 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
44 | Thời gian rót. |
45 | Thời gian giữ vật đúc trong khuôn. |
46 | Khối lượng toàn bộ khuôn khi rót đầy kim loại (hòm khuôn, hỗn hợp cát khuôn, kim loại…) |
47 | Số lượng má kẹp khuôn. |
48 | Khối lượng tải trọng cần thiết để kẹp chặt khuôn. |
49 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công (quy trình). |
50 | Số hiệu (tên gọi) bộ phận, băng tải, dây chuyền, kho hoặc chỗ làm việc. |
51 | Số hiệu nguyên công (quy trình) trong trình tự công nghệ chế tạo sản phẩm (kể cả kiểm tra và vận chuyển). |
52 | Số hiệu bước. |
53 | Tên gọi và nội dung nguyên công, bước. |
54 | Ký hiệu, tên gọi tài liệu ghi nội dung nguyên công (quy trình) hoặc các yêu cầu bổ sung cho việc thực hiện. |
55 | Tên gọi, ký hiệu (mã hiệu) và số hiệu tài sản của thiết bị công nghệ. |
56 | Tên gọi và ký hiệu (mã hiệu) của đồ gá. |
57 | Tên gọi và ký hiệu (mã hiệu) của dụng cụ phụ. |
58 | Định mức thời gian cơ bản cho nguyên công. |
59 | Định mức thời gian phụ cho nguyên công. |
60 | Chỉ dẫn đặc biệt: ghi những yêu cầu thực hiện quy trình công nghệ. Cho phép không ghi. |
61 | Số hiệu thông báo và ngày tháng ra bản vẽ. |
8. Quy tắc trình bày phiếu tổng hợp nguyên công đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại
8.1 Phiếu dùng để lập quy trình công nghệ đúc trong khuôn vỏ mỏng và khuôn có lớp lót kim loại.
8.2 Phiếu được lập theo mẫu 9 và 9a.
8.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 8.
Bảng 8
Số hiệu ô (cột) | Nội dung |
1 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
2 | Tên gọi và mác vật liệu. |
3 | Ký hiệu mẻ liệu. |
4 | Đơn vị khối lượng của chi tiết, vật đúc hoặc kim loại lỏng. |
5 | Khối lượng của chi tiết theo tài liệu thiết kế. |
6 | Khối lượng của vật đúc. |
7 | Khối lượng hệ thống đậu rót của vật đúc. |
8 | Khối lượng kim loại lỏng cần cho vật đúc. |
9 | Khối lượng kim loại lỏng cần cho một khuôn. |
10 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
11 | Số lượng vật đúc trong một khuôn. |
12 | Số lượng ruột trong một khuôn. |
13 | Ký hiệu (mã hiệu) thùng chứa. |
14 | Số lượng khuôn trong một thùng. |
15 | Khối lượng thùng có các khuôn đã đổ đầy kim loại. |
16 | Ký hiệu (mã hiệu) các bộ phận trong bộ mẫu hoặc khuôn. |
17 | Kích thước bao của bộ mẫu hoặc khuôn. |
18 | Số lượng các bộ phận trong bộ mẫu hoặc khuôn. |
19 | Phương pháp nung bộ mẫu hoặc khuôn. |
20 | Nhiệt độ làm việc. |
21 | Nhiệt độ thiêu kết khuôn. |
22 | Thời gian thiêu kết. |
23 | Số hiệu (tên gọi hoặc ký hiệu) chất chống dính. |
24 | Phương pháp phủ và chiều dày lớp phủ. |
25 | Khối lượng lớp phủ chống dính. |
26 | Mác của hỗn hợp vật liệu làm khuôn. |
27 | Phương pháp làm khuôn. |
28 | Khối lượng hỗn hợp vật liệu làm một khuôn. |
29 | Kẹp chặt khuôn. |
30 | Thể tích nồi rót (gáo rót). |
31 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
32 | Thời gian rót. |
33 | Thời gian giữ vật đúc trong khuôn. |
34 | Khối lượng toàn bộ khuôn khi rót đầy kim loại. |
35 | Phương pháp làm biến tính. |
36 - 48 | Ghi tương ứng các ô (cột) từ 49 đến 61 của mẫu 8. |
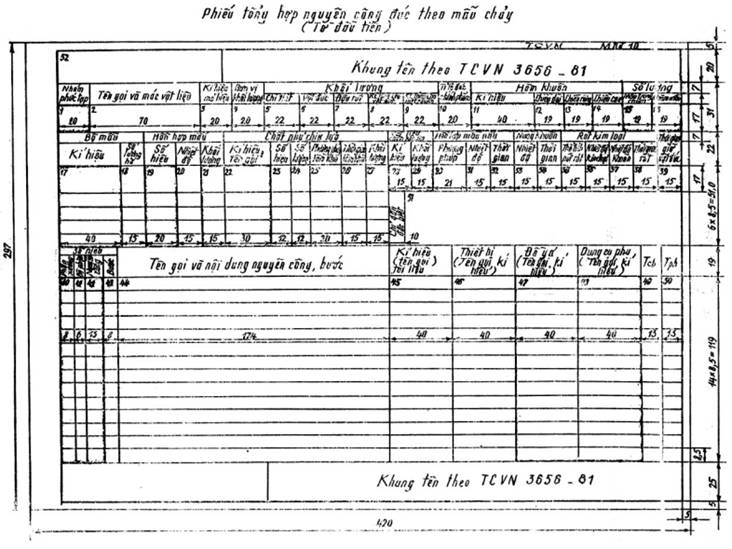
9. Quy tắc trình bày phiếu tổng hợp nguyên công đúc mẫu chảy
9.1 Phiếu dùng để lập quy trình công nghệ đúc mẫu chảy.
9.2 Phiếu được lập theo mẫu 10 và 8a.
9.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 9.
Bảng 9
Số hiệu ô (cột) | Nội dung |
1 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
2 | Tên gọi và mác vật liệu. |
3 | Ký hiệu mẻ liệu. |
4 | Đơn vị khối lượng của chi tiết, vật đúc hoặc kim loại lỏng. |
5 | Khối lượng của chi tiết theo tài liệu thiết kế. |
6 | Khối lượng của vật đúc. |
7 | Khối lượng hệ thống đậu rót của vật đúc. |
8 | Khối lượng kim loại lỏng cần cho vật đúc. |
9 | Khối lượng kim loại lỏng cần cho một khuôn. |
10 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
11 - 37 | Ghi tương ứng các ô (cột) từ 16 đến 42 của mẫu 3. |
38 | Thời gian rót. |
39 | Thời gian giữ vật đúc trong khuôn. |
40 - 52 | Ghi tương ứng các ô (cột) từ 49 đến 61 của mẫu 8. |
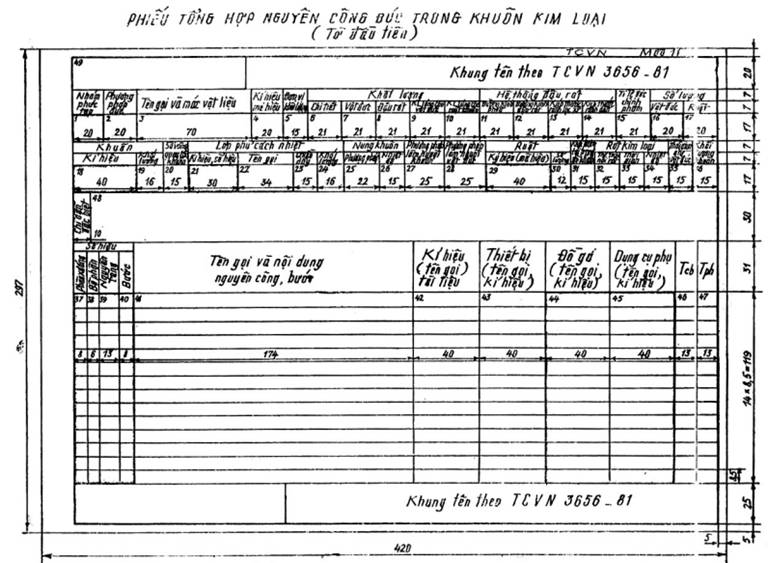
10. Quy tắc trình bày phiếu tổng hợp nguyên công đúc trong khuôn kim loại
10.1 Phiếu dùng để lập quy trình công nghệ đúc trong khuôn kim loại
10.2 Phiếu được lập theo mẫu 11 và 8a.
10.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 10.
Bảng 10
Số hiệu ô (cột) | Nội dung |
1 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
2 | Phương pháp đúc. |
3 | Tên gọi và mác vật liệu. |
4 | Ký hiệu mẻ liệu. Cho phép không ghi. |
5 | Đơn vị khối lượng của chi tiết, vật đúc hoặc kim loại lỏng. |
6 | Khối lượng của chi tiết theo tài liệu thiết kế. |
7 | Khối lượng của vật đúc. |
8 | Khối lượng hệ thống đậu rót của vật đúc. |
9 | Khối lượng kim loại lỏng cần cho vật đúc. |
10 | Khối lượng kim loại lỏng cần cho một khuôn. |
11 | Đường kính phễu rót. |
12 | Đường kính đậu rót. |
13 | Kích thước rãnh dẫn. |
14 | Kích thước đậu dẫn. |
15 | Tỷ lệ đúc chính phẩm của mỗi mẻ liệu theo phần trăm. |
16 | Số lượng vật đúc trong một khuôn. |
17 | Số lượng ruột trong một khuôn. |
18 | Ký hiệu (mã hiệu) các bộ phận của khuôn. |
19 | Khối lượng khuôn đã lắp. |
20 | Số vòng quay của khuôn (đối với đúc ly tâm). |
21 | Ký hiệu (số hiệu) lớp phủ cách nhiệt. |
22 | Tên gọi lớp phủ cách nhiệt. |
23 | Chiều dày lớp phủ cách nhiệt. Cho phép không ghi. |
24 | Khối lượng lớp phủ cách nhiệt. Cho phép không ghi. |
25 | Phương pháp nung khuôn. |
26 | Nhiệt độ khuôn khi rót. |
27 | Phương pháp làm nguội khuôn. |
28 | Phương pháp làm nguội vật đúc. |
29 | Ký hiệu (mã hiệu) ruột. |
30 | Số lượng ruột. |
31 | Khối lượng tải trọng cần thiết để kẹp chặt khuôn. |
32 | Thể tích nồi rót (gáo rót). |
33 | Thời gian rót. |
34 | Nhiệt độ kim loại lỏng khi rót vào khuôn. |
35 | Thời gian giữ vật đúc trong khuôn. |
36 | Khối lượng toàn bộ khuôn khi rót đầy kim loại. |
37 - 49 | Ghi tương ứng các ô (cột) từ 49 đến 61 của mẫu 8. |
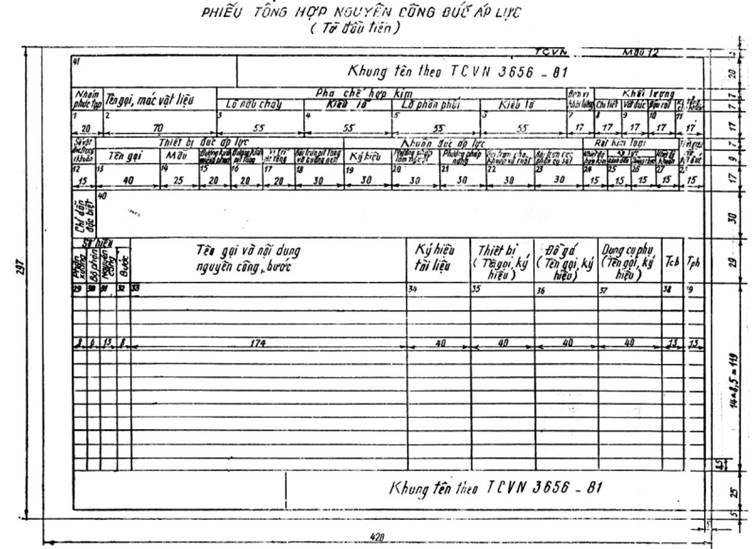
11. Quy tắc trình bày phiếu tổng hợp nguyên công đúc áp lực
11.1 Phiếu dùng để lập quy trình công nghệ đúc áp lực.
11.2 Phiếu được lập theo mẫu 12 và 8a.
11.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 11.
Bảng 11
Số hiệu ô (cột) | Nội dung |
1 | Nhóm phức tạp của vật đúc theo tiêu chuẩn tương ứng. |
2 | Tên gọi và mác vật liệu. |
3 | Lò nấu chảy pha chế hợp kim. |
4 | Kiểu lò nấu chảy. |
5 | Lò phân phối để rót khuôn. |
6 | Kiểu lò phân phối. |
7 | Đơn vị khối lượng của chi tiết, vật đúc, hoặc kim loại lỏng. |
8 | Khối lượng của chi tiết theo tài liệu thiết kế. |
9 | Khối lượng của vật đúc. |
10 | Khối lượng hệ thống đậu rót của vật đúc. |
11 | Khối lượng kim loại lỏng cần cho một khuôn. |
12 | Số lượng vật đúc trong một khuôn. |
13 | Tên gọi thiết bị để đúc áp lực. |
14 | Mẫu để đúc áp lực. |
15 | Đường kính miệng phun. |
16 | Đường kính pittông. |
17 | Vị trí pittông. |
18 | Bôi trơn cho pittông và buồng nén. |
19 | Ký hiệu (mã hiệu) khuôn. |
20 | Phương pháp làm nguội khuôn. |
21 | Phương pháp nung khuôn. |
22 | Bôi trơn cho khuôn và ruột. |
23 | Bôi trơn cho các phần cọ xát. |
24 | Nhiệt độ hợp kim. |
25 | Áp lực trong rãnh dẫn. |
26 | Áp lực trong thùng chứa kim loại lỏng. |
27 | Nhiệt độ của khuôn. |
28 | Thời gian giữ khuôn. |
29 - 41 | Ghi tương ứng các ô (cột) 49 - 61 của mẫu 8. |
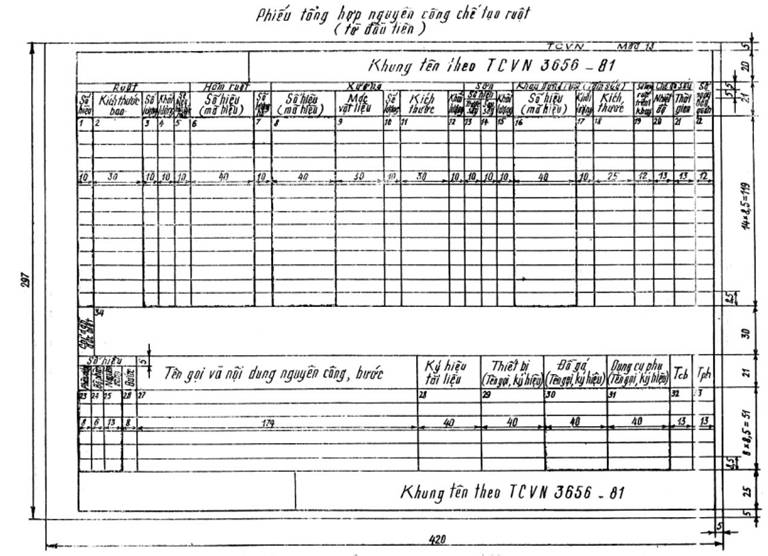
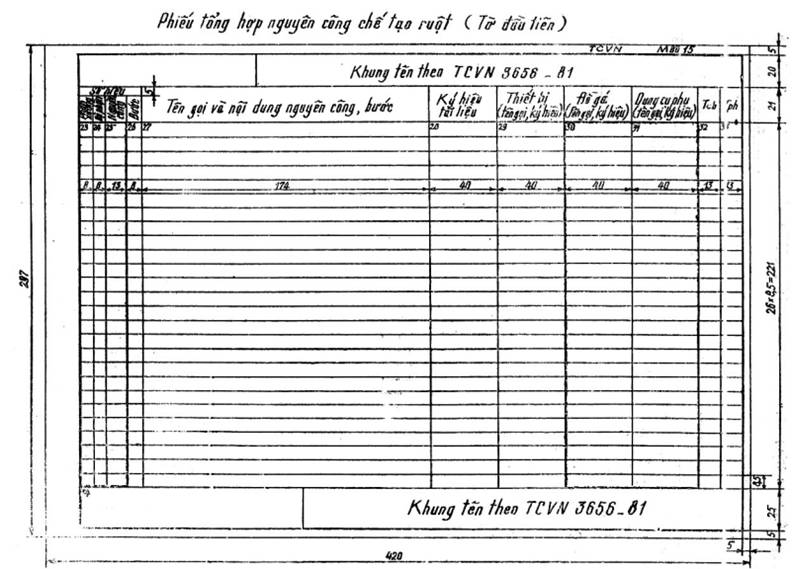
12. Quy tắc trình bày phiếu tổng hợp nguyên công chế tạo ruột
12.1 Phiếu dùng để lập quy trình công nghệ chế tạo ruột.
12.2 Phiếu được lập theo mẫu 13 và 8a; 15 và 8a, 14, 14a.
12.3 Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 12.
Bảng 12
Số hiệu ô (cột) | Nội dung |
1 | Số hiệu ruột |
2 | Kích thước bao của ruột. |
3 | Số lượng ruột cần cho một vật đúc. |
4 | Khối lượng của ruột. |
5 | Số hiệu (tên gọi) của hỗn hợp vật liệu làm nguội. |
6 | Ký hiệu (số hiệu) của hòm ruột. |
7 | Số lượng hố trong hòm ruột. |
8 | Số hiệu (mã hiệu) xương (khung) ruột. |
9 | Mác của vật liệu chế tạo xương (khung) ruột. |
10 | Số lượng xương cho một ruột. |
11 | Kích thước xương ruột. |
12 | Khối lượng xương ruột. |
13 | Số hiệu (tên gọi) sơn dùng trước khi sấy. |
14 | Số hiệu (tên gọi) sơn dùng sau khi sấy. |
15 | Khối lượng sơn cần cho một ruột. Cho phép không ghi. |
16 | Ký hiệu (số hiệu) khay đựng ruột (tấm sấy). |
17 | Khối lượng khay (tấm sấy). |
18 | Kích thước khay (tấm sấy). |
19 | Số lượng ruột trên một khay hoặc tấm sấy. |
20 | Nhiệt độ sấy của ruột. |
21 | Thời gian sấy ruột. |
22 | Số ngày bảo quản ruột. |
23 - 34 | Ghi tương ứng các ô (cột) từ 49 đến 60 của mẫu 8. |
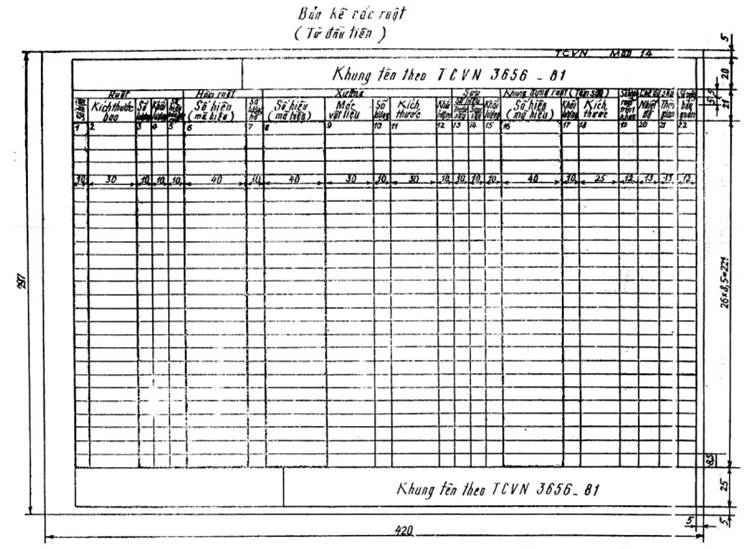
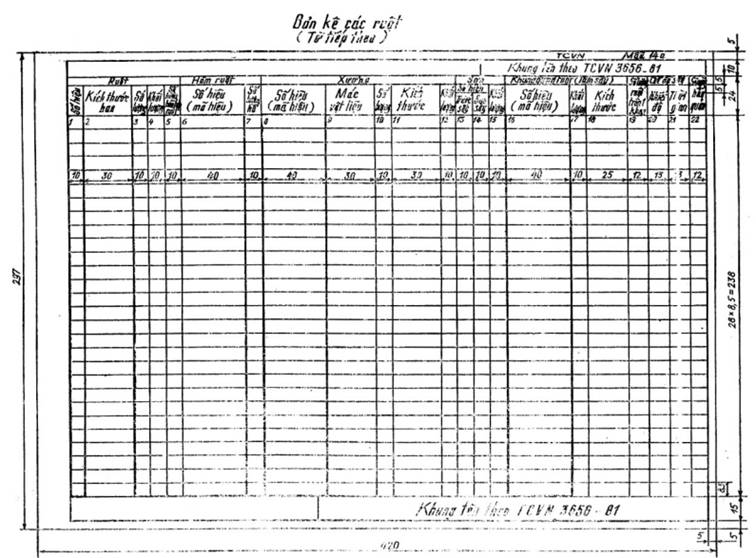
13. Quy tắc trình bày bản kê các ruột
13.1 Bản kê dùng để trình bày các số liệu công nghệ cần thiết để chế tạo ruột, trong trường hợp số lượng ruột cho một vật đúc lớn hơn 14 chiếc.
13.2 Bản kê được lập theo mẫu 14, 14a và 15.
13.3 Nội dung các ô (cột) của phiếu ghi tương ứng với các ô (cột) từ 1 đến 34 của mẫu 13 (bảng 12).