Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 9447:2013 (ISO 17292:2004) về Van bi thép dùng cho dầu khí, hóa dầu và các ngành công nghiệp liên quan
TIÊU CHUẨN QUỐC GIA
TCVN 9447:2013
ISO 17292:2004
VAN BI THÉP DÙNG CHO DẦU KHÍ, HÓA DẦU VÀ CÁC NGÀNH CÔNG NGHIỆP LIÊN QUAN
Metal ball valves for petroleum, petrochemical and allied industries
Lời nói đầu
TCVN 9441:2013 hoàn toàn tương đương với ISO 5208:2008
TCVN 9441:2013 do Ban kỹ thuật Tiêu chuẩn Quốc gia TCVN/TC 153 Van công nghiệp biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Mục đích của tiêu chuẩn này là xác lập các yêu cầu cơ bản và thực hành cho mặt bích, đế hàn, đầu hàn đối tiếp và đầu nối ren của van bi thép có dòng chảy trong bi dạng lỗ thường, lỗ giảm một bậc, lỗ giảm hai bậc phù hợp với yêu cầu kĩ thuật trong ngành công nghiệp dầu khí, hóa dầu và các ứng dụng công nghiệp liên quan mà đã được tổ chức dầu mỏ của Mỹ ban hành các tiêu chuẩn tương đương API 608.
Đây không phải là mục đích thay thế tiêu chuẩn cũ ISO 7121 hoặc tiêu chuẩn khác không thuộc ngành lọc dầu, lọc khí và ứng dụng trong công nghiệp gas tự nhiên.
Trong tiêu chuẩn này, van mặt bích ký hiệu theo loại có mặt bích phù hợp với tiêu chuẩn ASME B16.5. Van mặt bích ký hiệu theo PN có mặt bích tuân theo EN 1092-1. Van có đầu nối ren có thể có ren tuân theo ISO7-1 hoặc B1.20.1.
VAN BI THÉP DÙNG CHO DẦU KHÍ, HÓA DẦU VÀ CÁC NGÀNH CÔNG NGHIỆP LIÊN QUAN
Metal ball valves for petroleum, petrochemical and allied industries
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu cho chuỗi van bi thép cho ngành dầu khí, hóa dầu, công nghiệp gas và các ứng dụng công nghiệp liên quan.
Tiêu chuẩn này bao gồm các van có các kích thước danh nghĩa DN
- 8, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 150, 200, 250, 300, 350, 400, 450, 500
tương ứng với các đường ống có kích thước danh nghĩa NPS
- 1/4, 3/8, 1/2, 3/4, 1, 1 1/4, 1 1/2, 2, 2 1/2, 3, 4, 6, 8, 10, 12, 14, 16, 18, 20;
và được áp dụng cho các áp suất có ký hiệu
- Loại 150, 300, 600, 800 (Loại 800 chỉ áp dụng cho các van có dòng chảy giật cấp và với đầu nối ren, đế cắm hàn);
- PN 16,25, 40.
Tiêu chuẩn này bao gồm điều khoản để thử nghiệm và kiểm soát các đặc trưng của van như sau:
- Mặt bích và đầu hàn giáp mối với kích thước 15![]() DN
DN![]() 500 (1/2
500 (1/2 ![]() NPS
NPS ![]() 20);
20);
- Đế cắm hàn và đầu lắp ren với kích thước 8 ![]() DN
DN ![]() 50 (1/4
50 (1/4 ![]() NPS
NPS ![]() 2);
2);
- Thân van có mặt tỳ hở với lỗ khoan bi thủng, khoan giật 1 cấp và giật 2 cấp;
- Vật liệu.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì chỉ áp dụng phiên bản đã nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các bổ sung, sửa đổi:
TCVN 4683-2 (ISO 965-2), Ren hệ mét thông dụng ISO, Dung sai. Phần 2: Giới hạn kích thước dùng cho ren ngoài và ren trong thông dụng. Loại dung sai trung bình.
TCVN 6700-1 (ISO 9606-1), Kiểm tra chấp nhận thợ hàn. Hàn nóng chảy. Phần 1: Thép.
TCVN 7292 (ISO 261), Ren vít hệ mét thông dụng ISO. Vấn đề chung.
TCVN 7701-1 (ISO 7-1), Ren ống cho mối nối kín áp được chế tạo bằng ren. Phần 1: Kích thước, dung sai và ký hiệu
TCVN 7701-2 (ISO 7-2), Ren ống cho mối nối ống kín áp. Phần 2: Kiểm tra bằng calip giới hạn.
TCVN 8985 (ISO 15607), Đặc tính kỹ thuật và sự chấp nhận các quy trình hàn kim loại. Quy tắc chung.
TCVN 8986-1 (ISO 15609-1), Đặc tính kỹ thuật và sự chấp nhận các quy trình hàn kim loại. Đặc tính kỹ thuật của quy trình hàn. Phần 1: Hàn hồ quang.
TCVN 9441 (ISO 5208), Van công nghiệp - Thử áp lực cho các van kim loại.
ISO 4032, Hexagon nuts, style 1 - Product grades A and B ISO 4033, Hexagon nuts, style 2 - Product grades A and B ISO 4034, Hexagon nuts - Product grade C (Đai ốc 6 cạnh, Kiểu 1 - Cấp độ A và B)
ISO 4033, Hexagon nuts, style 2 - Product grades A and B (Đai ốc 6 cạnh kiểu 2 - Cấp độ A và B)
ISO 4034, Hexagon nuts - Product grade C (Đai ốc 6 cạnh - Cấp độ C)
ISO 5209, General purpose industrial valves - Marking (Van công nghiệp công dụng chung - Ghi nhãn)
ISO 5752, Metal valves for use in flanged pipe systems - Face-to-face and centre-to-face dimensions (Van kim loại sử dụng trong hệ thống đường ống lắp mặt bích, - Kích thước từ mặt tới mặt, từ tâm tới mặt)
ISO 6708:1995, Pipework components - Definition and selection of DN (nominal size) (Các bộ phận của hệ thống đường ống - Định nghĩa và lựa chọn DN (Kích thước danh nghĩa)
ISO 10497, Testing of valves - Fire type-testing requirements (Thử van - Yêu cầu thử chịu lửa)
ISO 15610, Specification and qualification of welding procedures for metallic meterials - Qualification based on tested welding consumables (Chỉ tiêu kỹ thuật và chất lượng của quy trình hàn vật liệu kim loại - Cơ sở chất lượng kiểm tra sự cháy của kim loại)
ISO 15614-1, Specification and qualification of welding procedures for metallic meterials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (Chỉ tiêu kỹ thuật và chất lượng của quy trình hàn vật liệu kim loại - Kiểm tra quy trình hàn - Phần 1 hàn hồ quang và hàn khí vật liệu thép, hàn hồ quang của Niken và hợp chất của niken)
ISO 15614-2, Specification and qualification of welding procedures for metallic meterials - Welding procedure test - Part 2: Arc welding of aluminium and its alloys (Chỉ tiêu kỹ thuật và chất lượng của quy trình hàn vật liệu kim loại - Kiểm tra quy trình hàn - Phần 2 hàn hồ quang vật liệu nhôm và hợp kim nhôm)
EN 1092-1, Flanges and their joints - Circular flanges for pipes, valves, fittings and accessories, PN - designated - Part 1: Steel flanges (Mặt bích và lắp ghép mặt bích - mặt bích tròn cho ống, van, phụ tùng nối và phụ kiện, ký hiệu PN - phần 1 - Mặt bích thép)
EN 1333, Pipework components - Definition and selection of PN (Các bộ phận của hệ thống đường ống - Định nghĩa và lựa chọn PN)
EN 10269, Steels and nickel alloys for fasteners with specified elevated and/or low temperature properties EN 12982, Industrial valves - End-to-end and centre-to-end dimensions for butt welding end valves ASME B1.1, Unified inch screw threads, UN and UNR thread form (Thép và hợp kim niken cho các chi tiết siết chặt với quy định tăng hoặc giảm nhiệt độ EN 12982, Van công nghiệp - Kích thước từ đầu mút tới đầu mút và từ tâm tới đầu mút cho van đầu hàn đối tiếp ASME B1.1, Ren theo hệ Inch dạng ren UN và UNR)
EN 12982, Industrial valves - End-to-end and centre-to-end dimensions for butt welding end valves ASME B1.1, Unified inch screw threads, UN and UNR thread form (Van công nghiệp - Kích thước từ đầu này tới đầu kia và kích thước từ tâm tới mặt đầu của van đầu hàn ASME B1.1, chỉ định riêng với ren vít hệ Anh, ren theo hệ Inch dạng ren UN và UNR)
ASME B1.20.1, Pipe threads, general pupose, inch (Ren ống, công dụng chung)
ASME B16.5, Pipe flanges and flanged fittings (Mặt bích ống và phụ tùng mặt bích)
ASME B16.10, Face to face and end to end dimensions of valves (Kích thước từ mặt tới mặt và từ đầu này tới đầu kia của van)
ASME B16.20, Metallic gaskets for pipe flanges: Ring joints spiral wound and jacketed (Đệm kim loại cho mặt bích ống: đệm tròn, rãnh xoắn và vỏ)
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, các định nghĩa cho ký hiệu áp suất, nhóm loại, và kích thước danh nghĩa của van NPS được cung cấp ở ASME B16.34, các định nghĩa về ký hiệu áp suất PN được cung cấp trong EN 1333 và sau đây sẽ áp dụng các định nghĩa đó.
3.1. DN
Ký hiệu bằng chữ và số cho kích thước các thành phần của một hệ thống đường ống, được dùng để tham chiếu, bao gồm các chữ cái DN và tiếp theo là một số không thứ nguyên gián tiếp liên quan đến kích thước vật lý, tính bằng mm, kích thước dòng chảy hoặc đường kính ngoài của đầu nối.
[ISO 6708:1995, Định nghĩa 2.1]
3.2. Thiết kế chống tĩnh điện (anti - static design)
Thiết kế đảm bảo sự truyền liên tục của dòng điện giữa thân van, bi và trụ của van
4. Áp suất/Nhiệt độ danh nghĩa
4.1. Van
Áp suất/nhiệt độ danh nghĩa làm việc của van được quy định trong tiêu chuẩn này phải nhỏ hơn áp suất/nhiệt độ danh nghĩa của vỏ (xem 4.2) và áp suất/nhiệt độ danh nghĩa của mặt tỳ (xem 4.3).
4.2. Vỏ
4.2.1. Áp suất/nhiệt độ danh nghĩa của vỏ van chịu áp lực phải tuân theo quy định trong bảng áp suất/nhiệt độ ASME B16.34, cho van được phân loại theo loại, hoặc EN-1092-1 cho các van ký hiệu theo PN.
4.2.2. Nhiệt độ tương ứng với áp suất danh nghĩa của vỏ là nhiệt độ cao nhất cho phép đối với vỏ chịu áp của van. Nhìn chung, nhiệt độ cao nhất này là nhiệt độ của chất lỏng chứa trong van. Người sử dụng tự chịu trách nhiệm khi sử dụng áp suất danh nghĩa liên quan tới nhiệt độ khác với nhiệt độ của chất lỏng trong van. Với nhiệt độ thấp hơn nhiệt độ thấp nhất trong bảng áp suất/nhiệt độ (4.2.1), áp suất làm việc phải thấp hơn hoặc bằng áp suất ứng với nhiệt độ thấp nhất quy định. Cần có sự xem xét cẩn thận trước sự sụt giảm của độ dẻo, và độ bền va đập của vật liệu trong điều kiện nhiệt độ thấp.
4.3. Mặt tỳ và gioăng kín
4.3.1. Những chi tiết phi kim loại như mặt tỳ, gioăng, hoặc trụ thân van có thể hạn chế lên áp suất/nhiệt độ danh nghĩa. Bất kì những hạn chế nào cũng phải được ghi rõ trên nhãn mác van theo quy định 7.4.
4.3.2. Mẫu thiết kế cần phải được thiết kế sao cho polytetrafluoroethylene (PTFE) và cả PTFE gia cường được sử dụng để chế tạo mặt tỳ thì áp suất/nhiệt độ danh nghĩa nhỏ nhất phải như đã quy định trong Bảng 1.
4.3.3. Áp suất/nhiệt độ danh nghĩa của mặt tỳ cho các vật liệu khác làm mặt tỳ phải theo tiêu chuẩn của nhà sản xuất. Tuy nhiên áp suất/nhiệt độ làm việc danh nghĩa không được vượt quá áp suất/nhiệt độ danh nghĩa của vỏ van.
Bảng 1 - Áp suất/nhiệt độ danh nghĩa tối thiểu của mặt tỳ
Đơn vị đo áp suất: bar (1 bar = 0,1 Mpa = 105 Pa; 1 Mpa = 1N/mm2)
Nhiệt độ b oC | Đệm kín PTEF a | Đệm kín gia cường PTFE a | ||||||
Bi rời | Trụ xoay | Bi rời | Trụ xoay | |||||
DN | 50<> | DN>100 | DN>50 | DN | 50<> | DN>100 | DN>50 | |
NPS | 2<> | NPS>4 | NPS | NPS | 2<> | NPS>4 | NPS>2 | |
-29 to 38 | 69,0 | 51,0 | 19,7 | 51,0 | 75,9 | 51,0 | 19,7 | 51,0 |
50 | 63,6 | 47,1 | 18,2 | 47,1 | 70,4 | 47,8 | 18,4 | 47,8 |
75 | 53,3 | 39,2 | 15,2 | 39,2 | 59,9 | 40,4 | 15,6 | 40,4 |
100 | 43,0 | 31,3 | 12,1 | 31,3 | 49,4 | 33,1 | 12,8 | 33,1 |
125 | 32,7 | 23,3 | 9,1 | 23,3 | 38,9 | 25,8 | 10,0 | 25,8 |
150 | 22,4 | 15,4 | 6,1 | 15,4 | 28,3 | 18,4 | 7,2 | 18,4 |
175 | 12,1 | 7,5 | 3,0 | 7,5 | 17,8 | 11,1 | 4,4 | 11,1 |
200 | - | - | - | - | 7,3 | 3,7 | 1,6 | 3,7 |
205 | - | - | - | - | 5,2 | 2,3 | 1,0 | 2,3 |
Đối với một PN hoặc ký hiệu loại, áp suất/nhiệt độ danh nghĩa của van không được vượt quá áp suất/nhiệt độ danh nghĩa của vỏ, (xem 4.2) | ||||||||
a Các đế Polytetrafluoroethylene. b Tham khảo ý kiến nhà sản xuất để biết giá trị giới hạn của nhiệt độ thiết kế danh nghĩa của đế van. | ||||||||
5. Thiết kế
5.1. Dòng chảy
Dòng chảy bao gồm lỗ tròn của mặt tỳ thông với bi và thân van. Thân van bao gồm các yếu tố cấu thành nối từ bi đến các đầu nối liên kết như đầu ren, đầu hàn hoặc mặt bích ghép nối. Tóm lại, dòng chảy qua bi và thân van được gọi là dòng chảy đường ống. Theo tiêu chuẩn này thì lỗ được phân thành 3 loại: lỗ thường, giảm 1 bậc hay giảm 2 bậc. Đường kính nhỏ nhất của lỗ phải bằng đường kính của 1 hình trụ giả định phù hợp với Bảng 2.
5.2. Thân
5.2.1. Chiều dày thân
5.2.1.1. Chiều dày thân nhỏ nhất của van, kí hiệu tm, phải được quy định ở Bảng 3. Trừ trường hợp các van có đầu hàn đối tiếp, các đầu hàn để nối với ống phải phù hợp Hình 1.
5.2.1.2. Chiều dày thân nhỏ nhất có thể chấp nhận, được đo từ bề mặt ướt bên trong tới điểm trên thân mà tại đó khả năng đóng kín của thân còn hiệu lực.
Bảng 2 - Đường kính hình trụ giả định áp dụng cho cỡ lỗ đã phân loại
DN | Đường kính lỗ nhỏ nhất mm | NPS | |||
Lỗ thường | Lỗ giảm 1 bậc | Lỗ giảm 2 bậc | |||
PN 10, 16, 25 và 40 | - | PN: tất cả | PN: tất cả | ||
Lớp 150 và 300 | Lớp 600 | Tất cả các lớp | Tất cả các lớp | ||
8 | 6 | 6 | 6 | N/A | 1/4 |
10 | 9 | 9 | 6 | N/A | 3/8 |
15 | 11 | 11 | 8 | N/A | 1/2 |
20 | 17 | 17 | 11 | N/A | 3/4 |
25 | 23 | 24 | 17 | 14 | 1 |
32 | 30 | 30 | 23 | 18 | 1 1/4 |
40 | 37 | 37 | 27 | 23 | 1 1/2 |
50 | 49 | 49 | 36 | 30 | 2 |
65 | 62 | 62 | 49 | 41 | 2 1/2 |
80 | 74 | 75 | 55 | 49 | 3 |
100 | 98 | 98 | 74 | 62 | 4 |
150 | 148 | 148 | 98 | 74 | 6 |
200 | 198 | 194 | 144 | 100 | 8 |
250 | 245 | 241 | 186 | 151 | 10 |
300 | 295 | 291 | 227 | 202 | 12 |
350 | 325 | 318 | 266 | 230 | 14 |
400 | 375 | 365 | 305 | 250 | 16 |
450 | 430 | 421 | 335 | 305 | 18 |
500 | 475 | 453 | 375 | 335 | 20 |
CHÚ THÍCH 1: N/A có nghĩa là van có cấu hình này không nằm trong phạm vi của tiêu chuẩn này. CHÚ THÍCH 2: Đối với lớp 800, chỉ có van có cổng giảm là trong phạm vi của tiêu chuẩn này. | |||||
5.2.1.3. Một số vùng trên thân van có độ dày nhỏ hơn độ dày tối thiểu, có thể chấp nhận được nhưng phải thỏa mãn tất cả các yêu cầu sau:
- Khu vực có độ dày nhỏ hơn độ dày tối thiểu có thể được bao bọc bởi một đường tròn có đường kính không lớn hơn 0.35![]() , trong đó d là đường kính nhỏ nhất của lỗ cho trong Bảng 2 và tm là chiều dày thành nhỏ nhất cho trong Bảng 3.
, trong đó d là đường kính nhỏ nhất của lỗ cho trong Bảng 2 và tm là chiều dày thành nhỏ nhất cho trong Bảng 3.
- Chiều dày đo được không nhỏ hơn 0.75 tm.
- Các đường tròn bọc được tách rời nhau, có khoảng cách giữa các cạnh không nhỏ hơn 1,75![]() .
.
5.2.1.4. Nhà sản xuất lưu ý thêm các yếu tố khác như mối nối ghép bu lông, tải trọng lắp ghép, độ cứng vững cần thiết để giữ cho các phần tử thẳng hàng nhau, các thiết kế chi tiết của van và các điều kiện hoạt động cụ thể, từ đó chịu trách nhiệm quyết định thành vỏ dày hơn hay không.
5.2.2. Mặt bích
5.2.2.1. Mặt bích trên thân van phải phù hợp với yêu cầu của ASME B16.5 với van phân loại thép loại và EN1092-1 với van phân loại theo PN. Mặt bích có gờ (mặt bích nổi) phải được cung cấp trừ khi có quy định khác của người mua.
5.2.2.2. Kích thước từ mặt tới mặt của van mặt bích phải theo quy định của ASME B16.20 hoặc ISO 5752, chuỗi cơ sở 1, 14 và 27 cho van phân loại theo PN, với dung sai thích hợp: DN <= 250="" là="" ±="" 2mm,="" và="" dn="">= 300 là ± 4 mm.
5.2.2.3. Mặt bích thân hoặc nắp thân van phải được đúc hoặc rèn liền với thân, nắp hoặc mặt bích đúc hoặc được hàn ngấu. Nếu người mua yêu cầu cấu trúc mặt bích liền thì phải chỉ định rõ. Khi mặt bích được hàn vào thân, thợ hàn và quy trình hàn phải tuân thủ tiêu chuẩn ASME-BPVC, Phần IX hoặc quy định của tiêu chuẩn TCVN 6700-1 (ISO 9606-1) và TCVN 8985 (ISO 15607), TCVN 8986-1 (ISO 15609-1), ISO 15614-1, ISO 15614-2 và ISO 15610. Các vòng định hướng gắn liền hoặc tháo được, là đồ gá trong quá trình hàn, phải được loại bỏ sau khi hàn, nhưng phải lưu ý đảm bảo độ dày tối thiểu của vỏ. Sau khi hàn phải xử lý nhiệt để đảm bảo vật liệu thân van và mặt bích đáp ứng được toàn bộ điều kiện làm việc, phải thực hiện này như là các yêu cầu đối với đặc tính của vật liệu.
5.2.2.4. Bề mặt bích phải tuân thủ theo quy định ASME B16.5 với van phân loại theo loại hoặc EN 1092-1 cho van phân loại theo PN, trừ trường hợp bên mua yêu cầu khác.
5.2.3. Đầu hàn
5.2.3.1. Các đầu hàn phải được thực hiện phù hợp với Hình 1 và Bảng 4, trừ trường hợp có yêu cầu riêng của khách hàng.
5.2.3.2. Kích thước từ đầu này tới đầu kia cho các loại van phải phù hợp với tiêu chuẩn ASME B16.10 với các mẫu dài hay ngắn, hoặc phù hợp với EN 12.982 cho van phân loại theo PN.
Bảng 3 - Độ dày thân van
PN | 16 | 25 và 40 | - | - | PN | ||||||
Loại | 150 | 300 | 600 | 800 a | Loại | ||||||
Kích thước DN | Chiều dày nhỏ nhất của van, tm mm | Kích thước NPS | |||||||||
Lỗ thường | Lỗ giảm 1 bậc | Lỗ giảm 2 bậc | Lỗ thường | Lỗ giảm 1 bậc | Lỗ giảm 2 bậc | Lỗ thường | Lỗ giảm 1 bậc | Lỗ giảm 2 bậc | Lỗ giảm 1 bậc | ||
8 | 2,7 | 2,7 | N/A | 2,9 | 2,9 | N/A | 3,1 | 3,1 | N/A | 3,3 | 1/4 |
10 | 2,9 | 2,9 | N/A | 3,0 | 2,9 | N/A | 3,4 | 3,3 | N/A | 3,6 | 3/8 |
15 | 3,1 | 3,1 | N/A | 3,2 | 3,2 | N/A | 3,6 | 3,6 | N/A | 4,9 | 1/2 |
20 | 3,4 | 3,4 | N/A | 3,7 | 3,7 | N/A | 4,1 | 4,1 | N/A | 5,2 | 3/4 |
25 | 3,9 | 3,8 | 3,8 | 4,1 | 4,1 | 4,1 | 4,7 | 4,6 | 4,6 | 6,0 | 1 |
32 | 4,3 | 4,2 | 4,2 | 4,7 | 4,6 | 4,6 | 5,1 | 5,0 | 5,0 | 6,4 | 11/4 |
40 | 4,7 | 4,5 | 4,5 | 5,2 | 5,0 | 5,0 | 5,5 | 5,4 | 5,4 | 5,8 | 11/2 |
50 | 5,5 | 5,3 | 5,3 | 6,2 | 5,9 | 5,9 | 6,3 | 6,0 | 6,0 | 7,0 | 2 |
65 | 5,7 | 5,6 | 5,6 | 6,7 | 6,5 | 6,5 | 6,7 | 6,4 | 6,4 | N/A | 21/2 |
80 | 6 | 5,9 | 5,9 | 7,1 | 6,9 | 6,9 | 7,6 | 7,2 | 7,2 | N/A | 3 |
100 | 6,3 | 6,3 | 6,3 | 7,6 | 7,6 | 7,6 | 9,2 | 8,7 | 8,7 | N/A | 4 |
150 | 7,1 | 6,9 | 6,9 | 9,3 | 8,9 | 8,9 | 12,6 | 11,8 | 11,8 | N/A | 6 |
200 | 7,9 | 7,7 | 7,7 | 10,9 | 10,4 | 10,4 | 15,7 | 14,7 | 14,7 | N/A | 8 |
250 | 8,7 | 8,4 | 8,4 | 12,5 | 12,0 | 12,0 | 18,9 | 17,6 | 17,6 | N/A | 10 |
300 | 9,5 | 9,2 | 9,2 | 14,2 | 13,5 | 13,5 | 22,3 | 20,7 | 20,7 | N/A | 12 |
350 | 10 | 9,6 | 9,6 | 15,2 | 14,4 | 14,4 | 24,1 | 22,5 | 22,5 | N/A | 14 |
400 | 10,8 | 10,4 | 10,4 | 16,8 | 16 | 16 | 27,3 | 25,4 | 25,4 | N/A | 16 |
450 | 11,7 | 11,1 | 11,1 | 18,7 | 17,3 | 17,3 | 31,1 | 28,9 | 28,9 | N/A | 18 |
500 | 12,4 | 11,9 | 11,9 | 20,2 | 18,8 | 18,8 | 33,2 | 30,8 | 30,8 | N/A | 20 |
N/A Có nghĩa là van có cấu hình này không nằm trong phạm vi của tiêu chuẩn này. | |||||||||||
a Đối với loại 800, chỉ có van có cửa giảm là trong phạm vi của tiêu chuẩn này. | |||||||||||
5.2.4. Đế cắm - hàn
5.2.4.1. Trục của hốc đế phải trùng với trục của đầu nối. Mặt đáy của hốc phải vuông góc với trục của hốc. Đường kính và chiều sâu của hốc được quy định tại Bảng 5.
5.2.4.2. Chiều dày nhỏ nhất của thành hốc cắm dọc theo suốt chiều sâu của đế cắm phải như quy định tại Bảng 6.
5.2.4.3. Kích thước từ đầu này tới đầu kia của van đầu đế cắm - hàn phải được xác lập bởi nhà sản xuất.
|
|
a) Đầu hàn nối với đường ống có chiều dày T ≤ 22 mm | b) Đầu hàn nối với đường ống có chiều dày T > 22 mm |
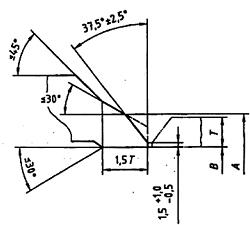
CHÚ DẪN:
A Đường kính ngoài danh nghĩa của đầu hàn.
B Đường kính trong danh nghĩa của ống;
T Chiều dày danh nghĩa của ống.
Các bề mặt trong và ngoài của van đầu hàn được gia công lần cuối toàn bộ. Các đường viền phía bên trong vỏ là tùy chọn của nhà sản xuất trừ khi có yêu cầu cụ thể khác của người mua.
Các điểm giao cắt nên được vê tròn.
Van có chiều dày thành tối thiểu nhỏ hơn hay bằng 3 mm có thể có mặt đầu van cắt vuông góc hoặc vát mép nhẹ.
CHÚ THÍCH 1: Đối với đường kính ngoài danh nghĩa và độ dày thành của ống thép tiêu chuẩn, xem tiêu chuẩn ISO 4200 hoặc ASME B36.10.
CHÚ THÍCH 2: Kích thước thẳng và dung sai được tính bằng mm.
Hình 1 - Đầu hàn
Bảng 4 - Đầu hàn
DN | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |
NPS | 1/2 | 3/4 | 1 | 1 1/4 | 1 1/2 | 2 | 2 1/2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
A, mm | Đường kính | 22 | 28 | 35 | 44 | 50 | 62 | 78 | 91 | 117 | 172 | 223 | 278 | 329 | 362 | 413 | 464 | 516 |
Dung sai |
|
| ||||||||||||||||
B, mm | Dung sai |
|
|
| ||||||||||||||
Bảng 5 - Đường kính và chiều sâu của đế cắm
DN | Đường kính a | Độ sâu b | NPS |
mm | |||
8 | 14,1 | 9,5 | 1/4 |
10 | 17,5 | 9,5 | 3/8 |
15 | 21,7 | 10 | 1/2 |
20 | 27,0 | 13 | 3/4 |
25 | 33,8 | 13 | 1 |
32 | 42,5 | 13 | 1 1/4 |
40 | 48,6 | 13 | 1 1/2 |
50 | 61,1 | 16 | 2 |
a Dung sai đường kính có thể áp dụng là +0,5 mm/0 b Kích thước chiều sâu là giá trị tối thiểu | |||
Bảng 6 - Chiều dày thành van đế cắm và van ghép ren
PN | 10,16, 25 và 40 | - | - | PN |
Lớp | 150 và 300 | 600 | 800 | Lớp |
DN | Chiều dày thành nhỏ nhất mm | NPS | ||
8 | 3,0 | 3,3 | 3,3 | 1/4 |
10 | 3,0 | 3,6 | 3,6 | 3/8 |
15 | 3,3 | 4,1 | 4,1 | 1/2 |
20 | 3,6 | 4,3 | 4,3 | 3/4 |
25 | 3,8 | 5,1 | 5,1 | 1 |
32 | 3,8 | 5,3 | 5,3 | 1 1/4 |
40 | 4,1 | 5,6 | 5,8 | 1 1/2 |
50 | 4,6 | 6,1 | 6,9 | 2 |
5.2.5. Đầu ghép ren
5.2.5.1. Đường tâm của mặt ren và đường tâm của đầu ghép nối van phải trùng nhau. Chiều dày thành nhỏ nhất tại đầu ren được quy định trong Bảng 6. Mặt đầu ren được vát mép 45o với chiều sâu xấp xỉ một nửa bước ren, phải áp dụng cho từng đầu ren.
5.2.5.2. Các đầu ren dùng cho loại van ký hiệu PN phải là ren ống côn đáp ứng được yêu cầu của TCVN 7701-1 (ISO 7-1) hoặc đối với các van ký hiệu theo loại cũng phải là ren ống côn đáp ứng được yêu cầu của ASME B1.20.1. Các ren ống khi dùng phải được kiểm tra bằng calip phù hợp với TCVN 7701-2 (ISO 7-2) hoặc ASME B1.20.1.
5.2.5.3. Kích thước giữa hai đầu mút của van ghép ren phải được xác lập bởi nhà sản xuất.
5.2.6. Đầu hở của thân van
Các van có ngõng trục sử dụng đệm kín của mặt tỳ chặn dòng chảy hướng lên phải đi kèm với đầu thử DN 15 (NPS 1/2), có ren phù hợp với 5.2.5.2 nhằm đảm bảo thử độ kín của van. Các đầu hở có ren khác trên thân dùng cho bất kỳ mục đích nào cũng chỉ được phép có quy định của người mua.
5.2.7. Thiết kế chống tĩnh điện
Van phải có tính năng chống tĩnh điện đảm bảo sự dẫn điện liên tục giữa trụ và thân van DN ![]() 50; giữa bi trụ và thân của các van lớn hơn. Tính năng chống tĩnh điện phải có đường xả điện liên tục với điện trở không quá 10 Ω từ nguồn điện 1 chiều không quá 12 V trong điều kiện kiểm tra còn mới, khô, sau khi thử nghiệm áp lực và tối thiểu 5 chu kỳ tuần hoàn của van.
50; giữa bi trụ và thân của các van lớn hơn. Tính năng chống tĩnh điện phải có đường xả điện liên tục với điện trở không quá 10 Ω từ nguồn điện 1 chiều không quá 12 V trong điều kiện kiểm tra còn mới, khô, sau khi thử nghiệm áp lực và tối thiểu 5 chu kỳ tuần hoàn của van.
5.2.8. Chống đẩy ngược trụ van
Thiết kế của van phải đảm bảo sao cho thiết bị duy trì đệm kín của trụ van không phải là biện pháp duy nhất giúp duy trì vị trí của trụ van. Thiết kế phải đảm bảo sao cho dưới điều kiện chịu áp suất, trụ van không bị đẩy ra khỏi van khi tháo các bộ phận bên ngoài của van như, tấm đệm, bu lông mặt bích tấm đệm, xem Phụ lục B.
5.2.9. Cấu tạo bi - trụ
5.2.9.1. Thiết kế của van phải được thực hiện sao cho nếu có lỗi xảy ra tại kết nối giữa trụ và bi hay bộ phận nào khác của trụ trong điều kiện giới hạn áp suất thì cũng không có bộ phận nào của trụ van bị đẩy ra ngoài khi van đang chịu áp suất.
5.2.9.2. Liên kết nối trụ - bi và tất cả các bộ phận khác của trụ van trong miền chịu áp suất phải được thiết kế có độ bền lớn hơn độ bền xoắn của trụ van ở phần bên ngoài vỏ van ít nhất là 10%.
5.2.9.3. Trụ và liên kết giữa trụ với bi phải được thiết kế để chống lại biến dạng dư hoặc phá hủy của bất kỳ bộ phận nào khi tác dụng lực trực tiếp vào tay quay hoặc thông qua các cơ cấu vận hành tùy theo thiết bị nào được trang bị cùng với van và truyền mô men xoắn vào trụ van bằng hoặc lớn hơn một trong hai giá trị sau:
a) 20 Nm;
b) Gấp 2 lần mô men khuyến cáo của nhà sản xuất.
5.2.9.4. Mô-men xoắn khuyến cáo của nhà sản xuất phải căn cứ vào điều kiện không khí sạch và khô hoặc nitơ với chênh lệch áp suất bằng với chênh lệch áp suất lớn nhất khi làm việc của van.
5.2.10. Cấu trúc bi
Bi phải có một lỗ hình trụ và bằng vật liệu rắn, cấu tạo từ một hoặc hai khối. Các kết khác, như khoang rỗng, khoang được bịt kín, hoặc cầu rỗng, có thể được sử dụng chỉ khi có sự đồng ý của người mua.
5.2.11. Vận hành
5.2.11.1. Các van chỉ vận hành bằng tay nghĩa là không có cơ cấu trợ lực nào thì phải được trang bị kèm theo tay quay trừ khi có yêu cầu khác từ phía khách hàng.
5.2.11.2. Các van có cơ cấu vận hành bằng bánh răng, khi có yêu cầu cụ thể hoặc yêu cầu về lực thao tác trong 5.2.11.3 thì phải cung cấp kèm theo tay quay dẫn động.
5.2.11.3. Trừ khi có yêu cầu cụ thể khác của khách hàng, chiều dài của tay gạt hoặc đường kính của tay quay dẫn động cơ khí phải có kích thước hợp lý sao cho lực đóng và mở van không vượt quá 360 N tại mô men đã được quy định tại 5.2.9.3.
5.2.11.4. Đối với các van vận hành bằng tay gạt, vị trí dừng của tay gạt phải được chỉ định ở vị trí đóng hoặc mở hoàn toàn của van.
5.2.11.5. Van phải được thiết kế để đóng khi tay gạt hoặc tay quay quay theo chiều kim đồng hồ.
5.2.11.6. Tay quay trên các cơ cấu vận hành cơ khí phải có ký hiệu chiều đóng, mở van.
5.2.11.7. Van tay gạt phải được lắp đặt với tay cầm song song với lỗ khoan của bi, nếu khách hàng yêu cầu van vận hành trực tiếp bằng tay quay tròn hoặc tay quay hình ô van thì cần phải ký hiệu chiều đóng và mở van.
5.2.11.8. Cần gạt hoặc cơ cấu vận hành sử dụng hộp giảm tốc cơ khí cần phải thiết kế sao cho tay gạt và hộp giảm tốc sau khi lắp ráp và vận hành không bị nhầm lẫn giữa vị trí đóng và vị trí mở của van.
5.2.11.9. Một chỉ dẫn về vị trí của dòng chảy qua bi phải được tích hợp với trụ van. Chỉ dẫn này có thể đánh dấu cố định với trụ van hoặc được tạo ra cùng với trụ van.
5.2.11.10. Tay gạt, tay quay và các cơ cấu vận hành khác phải được lắp lên van sao cho nó có thể được tháo rời hoặc thay thế mà không ảnh hưởng tới trụ van hay các bộ phận khác.
5.2.12. Tấm đệm
5.2.12.1. Tấm đệm điều chỉnh được phải có thể can thiệp để siết chặt đệm trụ van mà không cần phải tháo van hay các bộ phận khác của van.
5.2.12.2. Không được sử dụng cách lắp tấm đệm bằng cách ta rô ren vào thân van hoặc vỏ (xem Phụ lục B).
5.2.12.3. Các tấm đệm lắp ghép theo chiều thẳng đứng không được sử dụng.
5.2.12.4. Các vị trí dừng tích hợp với tấm đệm, tấm đệm mặt bích hoặc tấm đệm lắp ghép bu lông không được sử dụng.
5.2.13. Mặt bích rời
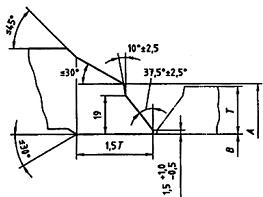
5.2.13.1. Một khe hở hướng kính dạng vòng phải được bố trí ở vị trí lắp ghép với gờ của ống bên trong theo ASME B16.20 - kiểu rãnh đệm xoắn nằm trên mặt bích lắp ghép với các mặt bích khác không được vượt quá 1,5 mm. Khe hở này chính là kích thước b trên Hình 2. Một ví dụ và dạng khe hở này là khe hở tồn tại giữa đường biên ngoài của thân chèn và lỗ trong của thân van mặt bích, dạng lắp ghép này được minh họa như trong Hình 2.
5.2.13.2. Đối với van bi được thiết kế với thân chèn (xem Phụ lục B) có đường kính mặt ngoài của mặt tỳ nằm đồng tâm với bề mặt đệm ASME B16.20 - rãnh gioăng xoắn, phần thân chèn vào trong mặt bích không được nhô cao hơn bề mặt lắp ghép của mặt bích. Phần chèn vào trong mặt bích không được thấp hơn 0,25 mm so với bề mặt của mặt bích. Bậc được thể hiện như kích thước a trong Hình 2.
5.2.13.3. Ren của các thân chèn phải có diện tích bề mặt ăn khớp của ren đảm bảo cho ứng suất cắt của ren không quá 70 MPa ở áp suất bên trong bằng với áp suất ở 38oC tính theo áp suất / nhiệt độ danh nghĩa.
5.2.14. Mối nối vỏ
5.2.14.1. Mối nối vỏ điển hình là ghép bu lông giữa thân và nắp, ghép ren giữa thân và nắp, vỏ ghép bu lông và vỏ ghép ren. Các mối nối thân - nắp có thể chịu tải trọng cơ học của ống, còn các mối nối vỏ thì không phụ thuộc. Xem phụ lục B để biết tên các chi tiết.
5.2.14.2. Bu lông sử dụng trong các mối ghép của thành vỏ phải là dạng vít cấy hoặc vít cấy có ren suốt với đai ốc hoặc ốc chụp. Đai ốc phải được gia công bán tinh với dạng lục giác và phù hợp với tiêu chuẩn ASME B18.2.2, ISO 4032, ISO 4033 hoặc ISO 4034. ASME quy định bu lông có đường kính 25 mm hoặc nhỏ hơn phải có ren bước lớn (UNC). ASME quy định bu lông có đường kính lớn hơn 25 mm phải là ren loại 8 (8UN), ASME quy định ren của bu lông phải là loại 2A và ren của mũ phải là loại 2 B, phù hợp với ASME B1.1. Với ren hệ mét quy định bu lông M30 và nhỏ hơn phải có bước ren lớn. Ren hệ mét quy định bu lông lớn hơn M30 phải có ren mịn với bước 3 mm. Ren hệ mét phải phù hợp với tiêu chuẩn TCVN 7292 (ISO 261) và TCVN 4683-2 (ISO 965-2) dung sai 6g.
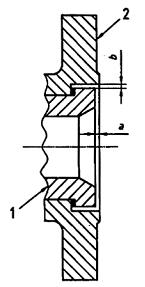
CHÚ DẪN:
1 Thân chèn
2 Mặt bích trên
Hình 2 - Các giới hạn của mặt bích rời
5.2.14.3. Đai ốc và bề mặt chịu lực của đầu bu lông trong các mối nối vỏ dùng bu lông phải vuông góc với đường tâm của lỗ ren hoặc có khe hở lỗ cho các chi tiết siết chặt với dung sai ± 1o.
5.2.14.4. Mối ghép bu lông thân - thân phải được siết bằng 4 bu lông. Kích thước nhỏ nhất của bu lông được quy định như sau:
- M10 hay 3/8 cho kích thước 25 ![]() DN
DN ![]() 65;
65;
- M12 hay 1/2 cho kích thước 80 ![]() DN
DN ![]() 200;
200;
- M16 hay 5/8 cho kích thước 250 ![]() DN.
DN.
5.2.14.5. Khi lắp, các bề mặt tiếp xúc của đệm phải được làm sạch loại bỏ hết dầu nặng, mỡ và chất làm kín, một lớp phủ mỏng của chất bôi trơn không nặng hơn dầu hỏa có thể được sử dụng nếu cần để hỗ trợ trong quá trình lắp gioăng.
5.2.14.6. Mỗi mối ghép bu lông hay mối ghép ren của vỏ trong thiết kế của van, phải đáp ứng một trong những yêu cầu tối thiểu sau của diện tích bắt ren, đó là những yêu cầu tối thiểu của tiêu chuẩn này và nó không làm giảm yêu cầu trách nhiệm cung cấp bổ sung các thiết kế cơ bản của mối ghép ren đối với các thiết kế van cụ thể của nhà sản xuất.
- Ghép bu lông thân - nắp: Pc ![]() 50,76Sb
50,76Sb![]() 7000
7000
- Ghép ren từ thân tới nắp: Pc![]() 3300
3300
- Ghép bu lông vỏ van: Pc![]() 65,26Sb
65,26Sb![]() 9000
9000
- Ghép ren của vỏ van: Pc![]() 4200
4200
Trong đó:
Sb là ứng suất cho phép của bu lông ở 38oC, đơn vị là MPa. Khi giá trị của nó > 138 Mpa, sử dụng138 Mpa;
Pc là ký hiệu loại đối với các van ký hiệu theo loại (Ví dụ 600), hoặc 6 lần số ký hiệu PN đối với các van ký hiệu PN (ví dụ 40);
Ag là diện tích bao quanh bởi chu vi hiệu dụng bên ngoài của đệm, tính bằng milimet vuông;
Ab là tổng diện tích hiệu dụng của các bu lông chịu ứng suất kéo, tính bằng milimet vuông;
As là tổng diện tích hiệu dụng của các ren chịu ứng suất cắt, tính bằng milimet vuông.
5.2.15. Bu lông cho bộ đệm kín
5.2.15.1. Khi bộ đệm kín được sử dụng, bu lông bắt đệm phải đi qua các lỗ của bộ đệm. Khe hở để lắp bu lông không được xuất hiện ở mặt bích bao, nắp và đệm kín.
5.2.15.2. Bu lông của bộ đệm phải có kích thước sao cho ứng suất kéo của bu lông không vượt quá 1/4 sức bền kéo của vật liệu chế tạo bu lông khi nén đệm kín bu lông đạt đáp lực 38 MPa.
6. Vật liệu
6.1. Vỏ
Vỏ và các thành phần cấu thành như thân, thân chèn, nắp thân, vỏ và ngõng trục phải được chế tạo từ vật liệu quy định trong ASME B16.34 cho van phân loại theo loại, hoặc trong EN 1092-1 cho van phân loại theo PN. Những thành phần trên của vỏ được nhận dạng trong Phụ lục B.
6.2. Sửa chữa vật liệu vỏ
Khuyết tật trong van đúc hoặc trong vật liệu vỏ chịu áp của van rèn, xuất hiện trong quá trình sản xuất hoặc thử nghiệm, có thể cho phép sửa chữa bằng các vật liệu có tính năng áp dụng gần nhất so với vật liệu đúc hoặc rèn.
6.3. Cơ cấu đóng cắt
Các chi tiết kim loại bên trong của van như bi, trụ van, mặt tỳ, liên kết mặt tỳ đều phải có tính chống ăn mòn tương đương hoặc tốt hơn vỏ. Tuy nhiên bên mua hàng có thể quy định vật liệu làm cơ cấu đóng cắt có đặc tính chống ăn mòn tốt hơn hoặc độ bền cao hơn.
6.4. Tấm nhãn mác
Vật liệu dùng cho tấm nhãn mác phải là thép austenitic không gỉ hoặc là hợp kim niken. Tấm nhãn mác phải được gắn vào van bởi vít xiết chống ăn mòn hoặc hàn.
6.5. Bu lông
6.5.1. Trừ trường hợp có yêu cầu khác từ phía bên mua, bu lông để lắp ráp các thành phần vỏ chịu áp suất phải phù hợp với ASTM A193-B7 hoặc EN 10269, phẩm cấp của vật liệu 1, 7225. 42CrMo4 và đai ốc phải phù hợp với ASTM A194-2H hoặc EN 10269, phẩm cấp vật liệu 1,1191 C45E. Nếu nhiệt độ làm việc dưới -29oC thì bên mua phải quy định vật liệu làm bu lông.
6.5.2. Trừ trường hợp có yêu cầu khác từ bên mua, bu lông lắp ghép tấm chèn phải có đặc tính cơ học tối thiểu bằng ASTM A307 loại B hoặc EN10269 loại C35E.
6.6. Đệm kín
Vật liệu làm đệm trụ van, đệm thân van và đệm nắp chèn phải thích hợp với nhiệt độ cho phép lớn nhất và áp suất/nhiệt độ danh nghĩa tương ứng do nhà sản xuất quy định cho van. Các chi tiết kim loại trong đệm kín phải có tính chống ăn mòn tương đương hoặc tốt hơn vật liệu vỏ.
6.7. Nút ren
Nút ren sử dụng để bít kín lỗ ren phải có tính chống ăn mòn tương đương hoặc cao hơn so với vỏ. Gang dẻo, gang xám, hoặc bất cứ loại gang khác không được dùng làm chi tiết này.
6.8. Nhiệt độ làm việc thấp
Khi nhiệt độ làm việc dưới -29oC, vật liệu phải được quy định bởi bên mua hàng.
7. Ghi nhãn
7.1. Tính rõ ràng
Mỗi van sản xuất theo tiêu chuẩn này phải được ghi nhãn một cách rõ ràng theo ISO 5209, ngoại trừ các yêu cầu của điều khoản này phải áp dụng.
7.2. Ghi nhãn cho thân van
7.2.1. Thân van bắt buộc phải ghi nhãn theo điều 7.2.2 như sau:
- Tên nhà sản xuất hoặc nhãn hiệu;
- Vật liệu thân;
- Áp suất danh nghĩa như PN theo sau bởi chỉ số áp suất, ví dụ PN16 cho các van ký hiệu theo PN hay số loại áp suất (ví dụ 150) cho van ký hiệu theo loại;
- Kích thước danh nghĩa, ví dụ DN 500 cho van loại DN hoặc số NPS, ví dụ 20.
7.2.2. Đối với van nhỏ hơn DN 50, nếu kích thước, hình dạng không cho phép ghi nhãn tất cả các thông tin như yêu cầu phía trên, một hoặc nhiều thông tin có thể lược bỏ, với điều kiện chúng đã được ghi rõ trên tấm nhãn mác. Thứ tự ưu tiên của các thông số loại bỏ được thực hiện như sau:
- Kích thước danh nghĩa;
- PN ký hiệu hoặc số loại;
- Vật liệu thân.
7.3. Ghi nhãn cho bích có rãnh tròn
Mặt bích chỉ yêu cầu được ghi nhãn nó được tạo rãnh cho các đệm bích dạng vòng. Khi đó, số đệm dạng vòng (ví dụ R25) phải được ghi nhãn ở biên của cả hai mặt bích. Với số đệm dạng vòng, xem ASME B16.5.
7.4. Tấm nhãn mác:
Mỗi van phải có tấm một tấm nhãn mác với cách ghi nhãn như sau:
- Tên nhà sản xuất;
- Áp suất thiết kế;
- Số đăng ký của nhà sản xuất;
- Áp suất lớn nhất ở 38 độ C;
- Giới hạn nhiệt độ và áp suất tương ứng, nếu chấp nhận;
- Giới hạn chênh áp và nhiệt độ tương ứng;
- Dạng cơ cấu đóng cắt, ví dụ: PTFE;
- Dạng ren ống, NPT hay Rc
Số hiệu của tiêu chuẩn này có thể bao gồm trong tấm nhãn mác và nó cung cấp tất cả các yêu cầu khả dụng mà nó đạt được.
7.5. Ghi nhãn đặc biệt cho van một chiều
Van được thiết kế hoặc thay đổi thành van có khả năng chặn dòng một chiều phải ký hiệu riêng trên tấm nhãn mác như trong Hình 3.
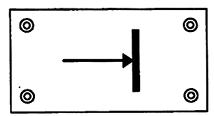
Hình 3 - Ký hiệu van một chiều trên tấm nhãn mác
8. Thử nghiệm và giám sát
8.1. Thử áp suất
Mỗi van đều phải thử áp suất cho vỏ và thử độ kín phù hợp với quy định TCVN 9441 (ISO 5208) trừ trường hợp bổ sung ở đây. Trước khi thử áp lực phải loại bỏ hợp chất làm kín, dầu, mỡ ở bề mặt tỳ, tuy nhiên cho phép bôi một lớp dầu nhẹ hơn dầu hỏa để tránh xây xát bề mặt tỳ.
8.1.2. Thử vỏ
8.1.2.1. Thử vỏ nên được thực hiện ở áp suất không nhỏ hơn 1,5 lần áp suất tương ứng với áp suất van ở 38oC. Nếu van được thiết kế có kết cấu bịt kín điều chỉnh được thì phải điều chỉnh để duy trì được áp suất thử vỏ.
8.1.2.2. Thời gian thử vỏ là thời gian tối thiểu duy trì áp suất trong van, thời gian này phải phù hợp với Bảng 7.
8.1.2.3. Trong suốt quá trình thử, không được có bất kì sự rò rỉ nào được phép xuất hiện ở thành vỏ hoặc các vị trí bịt kín, cả trên thân và ở các đệm kín.
8.1.3. Thử độ kín của van
8.1.3.1. Đối với van thiết kế có đệm đàn hồi, việc thử độ kín phải dùng khí nén với áp suất trong phạm vi 400 kPa cho đến 700 kPa. Đối với thiết kế bi rời, phương pháp thử là điền đầy khoang giữa đế tỳ và thân bằng khí nén để chắc chắn rằng không có sự rò rỉ nào xuất hiện. Đối với van có ngõng trục chặn dòng ngược lên, phương pháp thử dựa trên việc đo rò rỉ của dòng hướng lên và ngược lại đối với van có ngõng trục chặn dòng hướng xuống.
8.1.3.2. Đối với thiết kế van có đế tỳ kim loại hoặc đế tỳ gốm, việc thử độ kín phải dùng chất lỏng với áp suất không dưới 1,1 lần suất ở 38 độ C theo áp suất/nhiệt độ danh nghĩa. Đối với thiết kế bi động, phương pháp kiểm tra là điền đầy khoang giữa đế tỳ và thân bằng chất lỏng để chắc chắn rằng không có sự rò rỉ nào tại mặt tỳ. Đối với van có ngõng trục chặn dòng lên, phương pháp thử dựa trên việc đo rò rỉ của dòng hướng lên và ngược lại đối với van ngõng trục chặn dòng hướng xuống.
8.1.3.3. Phương pháp thử độ kín ở Điều 8.1.3.1 và 8.1.3.2 phải áp dụng chỉ cho một chiều chảy ở một thời điểm cho mỗi hướng tỳ
8.1.3.4. Thời gian thử độ kín là thời gian tối thiểu duy trì áp suất thử để đo lường tốc độ rò rỉ. Thời gian thử độ kín phải phù hợp với Bảng 7.
8.1.3.5. Trong suốt quá trình thử độ kín, tốc độ rò rỉ cho phép lớn nhất phải phù hợp Bảng 8.
8.1.3.6. Không cho phép rò rỉ tại bi, phía sau mặt tỳ hoặc tại phớt của trục. Quá trình thử không được dẫn tới phá hủy kết cấu. Biến dạng dẻo của đế tỳ đàn hồi không được coi là phá hủy kết cấu.
8.1.3.7. Đối với phép thử độ kín bằng chất khí, mức độ rò rỉ bằng "không" được định nghĩa là có 3 mm3 (1 bong bóng) xuất hiện trong suốt quá trình thử.
CHÚ THÍCH: Các phép chuyển đổi đơn vị đo là không chính xác.
8.2. Giám sát
8.2.1. Mở rộng giám sát
Giám sát của người mua có thể được quy định trong đơn đặt hàng. Nếu không có quy định khác, quá trình kiểm tra phải được giới hạn như sau.
- Giám sát lắp ráp van để đảm bảo phù hợp với đặc điểm kỹ thuật của bên mua, có thể bao gồm quy định các phương pháp kiểm tra không phá hủy.
- Chứng kiến các phép thử áp lực yêu cầu.
- Xem xét các báo cáo thử nghiệm của nhà máy và nếu được quy định thì xem xét cả báo cáo phép thử không phá hủy và thử bằng tia X.
8.2.2. Giám sát địa điểm
8.2.2.1. Khi bên mua yêu cầu được chứng kiến các phép thử van tại nhà máy của nhà sản xuất, người của bên mua có quyền tiếp cận các khu vực của nhà máy có liên quan đến quá trình thử van.
8.2.2.2. Khi bên mua yêu cầu kiểm tra có bao gồm kiểm tra áp suất của các chi tiết được chế tạo tại một cơ sở khác với nhà máy, các chi tiết này phải có thể được kiểm tra tại nơi nó được làm ra.
8.3. Kiểm tra
8.3.1. Với mỗi van, các mục được liệt kê trong phụ lục A đều phải được kiểm tra bởi nhà sản xuất trước khi vận chuyển.
8.3.2. Quá trình đúc các chi tiết bao chịu áp suất và các chi tiết đóng kín (bi) phải kiểm tra trực quan bởi nhà sản xuất trong suốt quá trình chế tạo để chắc chắn rằng bề mặt đạt được yêu cầu của MSS-SP-55.
8.3.3. Nhà sản xuất phải kiểm tra tất cả các van để đảm bảo van tuân thủ đúng yêu cầu tiêu chuẩn này.
8.3.4. Các phép thử phải được thực hiện phù hợp với các quy trình đi kèm với tiêu chuẩn áp dụng.
8.4. Kiểm tra bổ sung
8.4.1. Các loại kiểm tra bổ sung chỉ được yêu cầu nếu có quy định trong đơn hàng.
8.4.2. Việc kiểm tra vật đúc và vật rèn bằng hạt từ, chụp tia X, chất lỏng thẩm thấu và siêu âm có thể được quy định theo quy trình hoặc tiêu chuẩn được chấp nhận của bên mua hoặc theo Điều 8 trong ASME B16.34:1996.
8.4.3. Khi điều kiện làm việc yêu cầu thử chịu lửa, phép thử đó nên tuân theo quy định ISO 10497.
9. Chuẩn bị cho phân phối
9.1. Sau khi thử, mỗi van phải được làm khô nước và chuẩn bị phân phối. Phải chú ý khi kiểm tra nước trên thân van bao quanh viên bi.
9.2. Trừ các van bằng thép chống gỉ austenitic, bề mặt ngoài không gia công của van phải phủ một lớp chống gỉ theo tiêu chuẩn nhà sản xuất. Lớp bảo vệ đó không đước chứa nguyên tố chì.
9.3. Trừ các van bằng thép chống gỉ austenitic, các bề mặt ren được gia công cơ khí không chịu được gỉ do môi trường, phải được phủ một lớp chống gỉ dễ loại bỏ và không được chứa chì.
9.4. Vỏ bảo vệ bằng gỗ, sợi gỗ, chất dẻo hoặc kim loại phải được cố định chặt với đầu mặt bích và đầu hàn để bảo vệ bề mặt đệm và đầu hàn. Lớp bảo vệ phải được thiết kế sao cho van không thể lắp vào đường ống nếu còn lớp bảo vệ.
9.5. Vỏ bảo vệ bằng gỗ, sợi gỗ, chất dẻo hoặc kim loại phải được chèn chặt vào lỗ van và lỗ ren. Lớp bảo vệ phải được thiết kế sao cho van không thể lắp vào đường ống nếu còn lớp bảo vệ.
9.6. Tại thời điểm phân phối, trừ khi có cản trở bởi thiết kế, bi phải được để ở vị trí mở.
9.7. Khi cần đóng gói đặc biệt, bên mua hàng phải quy định các yêu cầu đóng gói sản phẩm trong đơn đặt hàng.
PHỤ LỤC A
(Tham khảo)
THÔNG TIN ĐƯỢC QUY ĐỊNH BỞI NGƯỜI MUA
CHÚ THÍCH: Các tài liệu tham khảo trong ngoặc vuông là các điều khoản hoặc điều khoản nhỏ trong tiêu chuẩn này
Kích thước danh nghĩa của van [1] (DN hoặc NPS) 3)……………………………………………….
Áp suất danh nghĩa [1] (PN hay loại)………………………………………………………………..
Vật liệu đệm kín [4.3]…………………………………………………………………………………….
Ghép nối van [5.2]
Ghép ren (ren ống TCVN 7701-1 (ISO 7-1) hoặc ASME B1.20.1) [5.2.2.2]……………………..
Ghép mặt bích - Nếu yêu cầu các mặt bích rời, nó phải được chỉ định rõ [5.2.2.3]…………….
Mặt của mặt bích
Mặt bích có gờ, gioăng khớp nối hoặc dạng khác [5.2.2.1]…………………………………...
Gia công lần cuối nếu khác so với tiêu chuẩn [5.2.2.4]………………………………………..
Đầu nối hàn cần chi tiết nếu khác với tiêu chuẩn [5.2.3.1]
Đầu hở có ren [5.2.6]: ………………………….………………………………………………….
Cấu tạo của bi không phải khối đặc [5.2.10]: ……………………………………………………….
Tay cầm - khác với tay cầm tiêu chuẩn [5.2.11.1 và 5.2.11.7]: …………………………………...
Cơ cấu vận hành dùng bánh răng [5.2.11.1]: ……………………………..………………………
Lực vận hành nếu khác với tiêu chuẩn [5.2.11.2]: ……………………………….…………………
Vật liệu [6]
Vỏ chịu áp [6.1]: ……………………………………….……………………………………………...
Bộ phận đóng ngắt, kim loại khác với tiêu chuẩn [6.3]: ……………………………………….
Bu lông - đặc biệt với trường hợp nhiệt độ thấp [6.5.1]: ………………………………………
Gioăng kín - nhiệt độ danh nghĩa [6.6]: ……………………………………….…………………..
Kiểm tra vị trí [8.2]: ………………………………………………………………………………...
Thử không phá hủy bổ sung [8.4.2]
Thử loại chịu lửa bổ sung [8.4.3]
PHỤ LỤC B
(Tham khảo)
NHẬN DẠNG CÁC BỘ PHẬN CỦA VAN
Các hình sau chỉ nhằm mục đích nhận dạng tên các chi tiết. Cấu trúc của một van được chấp nhận theo tiêu chuẩn này chỉ khi nó phù hợp với tiêu chuẩn ở tất cả các khía cạnh, điều khoản.
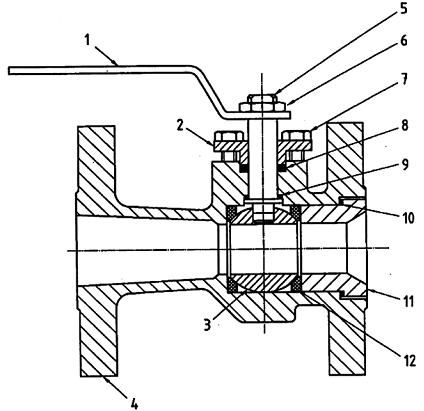
CHÚ DẪN: 1 Tay cầm (loại tay gạt) 2 Bạc chèn 3 Bi 4 Thân 5 Trụ van 6 Đai ốc trụ van | 7 Bu lông ghép bạc chèn 8 Đệm kín trụ van 9 Vòng đệm ép (vòng đệm chặn) 10 Gioăng thân van 11 Thân chèn 12 Vòng bít kín |
Hình B.1 - Các bộ phận của một van bi động (thân liền 1 mảnh)
CHÚ DẪN: 1 Trụ van 2 Nắp 3 Vòng đệm chặn 4 Vòng đệm kín 5 Thân 6 Bi 7 Ổ đỡ trụ xoay 8 Trụ xoay 9 Bạc chèn 10 Bu lông nắp 11 Vòng đệm nắp 12 Đệm kín trụ van 13 Đệm kín thân van 14 Nắp thân 15 Lò xo đệm kín 16 Bu lông ghép thân van 17 Đệm kín trụ xoay 18 Mặt phẳng trụ xoay 19 Vòng cách của ổ |
|
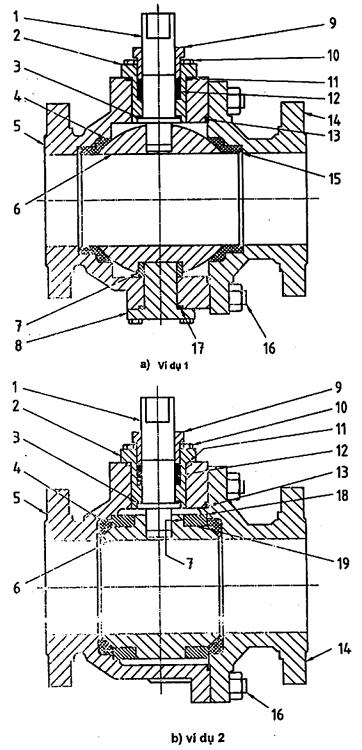
Hình B.2 - Các bộ phận của van bi có ngõng trục (loại thân rời)
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 9446 (ISO 10434), Van cửa bằng thép có nắp bắt bằng bu lông dùng cho dầu khí, hóa dầu và các ngành công nghiệp liên quan.
[2] ISO 4200, Plain end steel tubes, welded and seamless - General tables of dimensions and masses per unit (ống thép hàn và ống thép cán - Bảng kích thước và khối lượng trên một đơn vị chiều dài thông thường).
[3] ISO 5211, Industrial valves - Part-turn actuator attachments (Van công nghiệp - Chi tiết tay quay đính kèm)
[4] ISO 7121, Metal ball valves for general-purpose industrial applications (Van bi thép dùng cho các ứng dụng công nghiệp thông thường)
[5] ISO 14313, Petroleum and natural gas industries - Pipeline transportation systems - Pipeline valves (Công nghiệp dầu khí và khí ga tự nhiên - Hệ thống vận tải bằng đường ống - Van đường ống)
[6] ISO 15761, Steel gate, globe and check valves for sizes DN 100 and smaller, for the petroleum and natural gas industries (Van cổng thép, van cầu và van một chiều cho kích thước DN 100 và nhỏ hơn dùng cho công nghiệp dầu khí và khí ga tự nhiên)
[7] API Standard 608, Metal ball valves - Flanged, threaded and welding end (Tiêu chuẩn API 608, Van bi kim loại - Mặt bích, đầu ren và đầu hàn)
[8] ASME B16.11, Forged fittings, socket-welding and thtreaded (ASME B16.11, Các đầu nối rèn, hốc hàn và đầu nối ren)
[9] ASME B16.25, Butt-welding ends (Đầu hàn đối đầu)
[10] ASME B36.10, Welded and seamless wrought steel pipe (Ống thép hàn và ống thép cán)
3) Thông tin cần thiết phải cung cấp bởi người mua.