Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7699-2-54:2014 (IEC 60068-2-54:2006) về Thử nghiệm môi trường - Phần 2-54: Các thử nghiệm - Thử nghiệm Ta: Thử nghiệm khả năng bám thiếc của linh kiện điện tử bằng phương pháp cân bằng ướt
TCVN 7699-2-54:2014
IEC 60068-2-54:2006
THỬ NGHIỆM MÔI TRƯỜNG PHẦN 2-54: CÁC THỬ NGHIỆM - THỬ NGHIỆM TA: THỬ NGHIỆM KHẢ NĂNG BÁM THIẾC CỦA LINH KIỆN ĐIỆN TỬ BẰNG PHƯƠNG PHÁP CÂN BẰNG ƯỚT
Environmental testing - Part 2-54: Tests - Test Ta: Solderability testing of electronic components by the wetting balance method
Lời nói đầu
TCVN 7699-2-54:2014 hoàn toàn tương đương với IEC 60068-2-54:2006;
TCVN 7699-2-54:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC/E3 Thiết bị điện tử dân dụng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THỬ NGHIỆM MÔI TRƯỜNG - PHẦN 2-54: CÁC THỬ NGHIỆM - THỬ NGHIỆM TA: THỬ NGHIỆM KHẢ NĂNG BÁM THIẾC CỦA LINH KIỆN ĐIỆN TỬ BẰNG PHƯƠNG PHÁP CÂN BẰNG ƯỚT
Environmental testing - Part 2-54: Tests - Test Ta: Solderability testing of electronic components by the wetting balance method
1. Phạm vi áp dụng
Tiêu chuẩn này quy định chung về Thử nghiệm Ta, phương pháp cân bằng bám dính bể hàn có thể áp dụng cho các đầu nối dây linh kiện có hình dạng bất kỳ để xác định khả năng bám dính. Phương pháp này đặc biệt phù hợp cho việc thử nghiệm tham khảo và cho các linh kiện không thể thử nghiệm định lượng bằng các phương pháp khác. Đối với các thiết bị lắp đặt bề mặt (SMD), nên áp dụng IEC 60068-2-69 nếu phù hợp.
Tiêu chuẩn này cung cấp các quy trình tiêu chuẩn đối với các hợp kim hàn chứa chì và các hợp kim hàn không chứa chì.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất (kể cả các sửa đổi).
TCVN 7699-1:2007 (IEC 60068-1:1988), Thử nghiệm môi trường - Phần 1: Quy định chung và hướng dẫn.
IEC 60068-2-20:1979, Environment testing - Part 2-20: Tests - Test T: Soldering (Thử nghiệm môi trường - Phần 2-20: Các thử nghiệm - Thử nghiệm T: Hàn thiếc)1
IEC 61190-1-3, Attachment materials for electronic assembly - Part 1-3: Requirements for electronic grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications (Vật liệu đi kèm để lắp ráp điện tử - Phần 1-3: Yêu cầu đối với hợp kim hàn phẩm cấp điện tử và chất hàn rắn có trợ dung và không trợ dung dùng cho các ứng dụng hàn linh kiện điện tử)
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa nêu trong TCVN 7699-1 (IEC 60068-1) và trong IEC 60068-2-20.
4. Mô tả chung về thử nghiệm
Mẫu thử được treo trên một chiếc cân nhạy (điển hình là một hệ thống lò xo) và được nhúng theo chiều cạnh tới độ sâu đã định trong bể chất hàn nóng chảy ở nhiệt độ được kiểm soát. Lực tổng hợp của các lực theo chiều thẳng đứng là sức nổi và sức căng bề mặt tác dụng lên mẫu thử nhúng trong chất hàn nóng chảy được bộ chuyển đổi phát hiện và chuyển đổi thành tín hiệu được ghi lại liên tục như một hàm theo thời gian trên một thiết bị ghi biểu đồ tốc độ cao. Đường đồ thị này có thể được so sánh với đường nhận được từ một mẫu thử có cùng bản chất và kích thước đã được bám dính hoàn hảo.
Có hai chế độ thử nghiệm:
- Chế độ tĩnh tại, dùng để nghiên cứu khả năng bám dính của một vị trí cụ thể trên mẫu thử. Đây là chế độ được chuẩn hóa trong tiêu chuẩn này.
- Chế độ quét, dùng để nghiên cứu tính đồng nhất của khả năng bám dính của một vùng rộng trên bề mặt của mẫu thử. Việc tiêu chuẩn hóa chế độ này vẫn đang được xem xét.
5. Mô tả thiết bị thử nghiệm
5.1. Hệ thống thử nghiệm
Một sơ đồ sắp xếp phù hợp dùng thử cho nghiệm được thể hiện trên Hình 1.
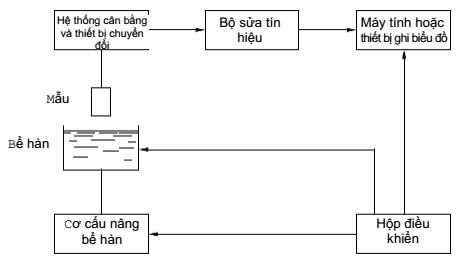
Hình 1 - Sơ đồ bố trí thử nghiệm
Chấp nhận bất kỳ hệ thống nào khác có khả năng đo các lực tác động lên mẫu thử theo phương thẳng đứng, với điều kiện hệ thống có các đặc tính được đưa ra trong Phụ lục A.
5.2. Bể hàn
Kích thước của bể hàn phải phù hợp với các yêu cầu của Điều A.7. Vật liệu ngăn chứa của bể hàn phải chịu được hỗn hợp chất hàn nóng chảy liên quan.
6. Ổn định trước
6.1. Chuẩn bị các mẫu thử
Mẫu thử phải được thử nghiệm trong điều kiện “như khi nhận” trừ khi có quy định khác trong quy định kỹ thuật liên quan. Cần cẩn thận để không xảy ra nhiễm bẩn do tiếp xúc bằng ngón tay hoặc do phương tiện khác.
Mẫu thử có thể được làm sạch bằng cách nhúng trong dung môi hữu cơ trung tính ở nhiệt độ phòng, nhưng chỉ khi được yêu cầu bởi quy định kỹ thuật liên quan; không được phép làm sạch bằng cách khác.
6.2. Lão hóa
Khi lão hóa gia tốc được yêu cầu bởi quy định kỹ thuật liên quan, phải sử dụng một trong các phương pháp quy định tại 4.5 của IEC 60068-2-20.
7. Vật liệu
7.1. Chất hàn
7.1.1. Quy định chung
Thành phần chất hàn phải được quy định trong quy định kỹ thuật liên quan.
7.1.2. Hợp kim hàn chứa chì
Thành phần chất hàn phải là 60 % Sn(thiếc) theo khối lượng (wt %) hoặc 40 wt % Pb(chì) theo Phụ lục B của IEC 60068-2-20 (Sn60Pb40A, theo IEC 61190-1-3) hoặc là 63 wt % Sn(thiếc) và 37 wt % Pb(chì) (Sn63Pb37A, theo 61190-1-3).
7.1.3. Hợp kim hàn không chứa chì
Trừ khi có quy định khác trong quy định kỹ thuật liên quan, thành phần chất hàn phải là 3,0 wt % Ag(bạc), 0,5 wt % Cu(đồng) và còn lại là Sn(thiếc), Sn96,5Ag3,0Cu0,5, hoặc là 0,7 wt % Cu (đồng) và còn lại là Sn (thiếc), Sn99,3Cu0,7 là tốt nhất.
CHÚ THÍCH: Các hợp kim chất hàn bao gồm 3,0 wt % đến 4,0 wt % Ag, 0,5 wt % đến 1,0 wt % Cu, và còn lại là Sn có thể được sử dụng thay cho Sn96,5Ag3,0Cu0,5. Các hợp kim hàn bao gồm 0,45 wt % đến 0,9 wt % Cu và còn lại là Sn có thể được dùng thay cho Sn99,3Cu0,7.
7.2. Chất trợ dung
Chất trợ dung được dùng phải hoặc là gốc nhựa thông không hoạt hóa hoặc là gốc nhựa thông hoạt hóa như dưới đây:
a) Trợ dung gốc nhựa thông không hoạt hóa: bao gồm 25 wt % nhựa thông trong 75 wt % 2-propanol (isopropanol) hoặc rượu etylic (như quy định trong Phụ lục C của IEC 60068-2-20).
b) Trợ dung gốc nhựa thông hoạt hóa: trợ dung hoạt hóa là chất trợ dung nêu trên có bổ sung thêm diethylamoni clorua (cấp thuốc thử phân tích), đến 0,2 % hoặc 0,5 % clorua (dưới dạng clo tự do trên gốc thành phần nhựa thông).
Thông tin về loại chất trợ dung được sử dụng phải được đưa ra trong quy định kỹ thuật liên quan.
8. Quy trình
8.1. Nhiệt độ thử nghiệm
8.1.1. Hợp kim hàn chứa chì
Nhiệt độ chất hàn trước và sau khi thử nghiệm phải là 235oC ± 3oC.
8.1.2. Hợp kim hàn không chứa chì
Trừ khi có quy định khác trong quy định kỹ thuật liên quan, nhiệt độ chất hàn trước thử nghiệm và trong khi thử nghiệm phải tương ứng là 245oC ± 3oC đối với hợp kim Sn96, 5Ag3, 0Cu0, 5 và 250oC ± 3oC đối với hợp kim Sn99, 3Cu0,7.
8.2. Phủ chất trợ dung
Sau khi lắp mẫu thử trong cơ cấu đỡ thích hợp, phần bề mặt quy định phải được nhúng trong chất trợ dung ở nhiệt độ phòng. Cho chảy thoát lượng chất trợ dung thừa ngay lập tức bằng cách dựng thẳng đứng mẫu thử trên giấy lọc sạch trong 1 s đến 5 s.
8.3. Làm khô chất trợ dung
Nhiệt độ chất hàn trước khi thử nghiệm phải như quy định trong 8.1. Mẫu thử sau đó được treo theo phương thẳng đứng, mép dưới của mẫu thử cao hơn bể hàn 20 mm ± 5 mm trong 30 s ± 15 s để cho phần lớn dung môi chất trợ dung bay hơi, trước khi bắt đầu thử nghiệm. Trong suốt giai đoạn làm khô này, hệ thống treo và mũi vạch của thiết bị ghi biểu đồ phải được hiệu chỉnh đến vị trí “không” như mong muốn, và ngay trước khi thử nghiệm, dùng lưỡi dao bằng vật liệu phù hợp cạo lên bề mặt của bể hàn để loại bỏ các ôxit.
8.4. Thử nghiệm
Mẫu thử sau đó được nhúng với tốc độ 5 mm/s ± 1 mm/s đến 20 mm/s ± 1 mm/s đến độ sâu quy định trong chất hàn nóng chảy và được giữ ở vị trí này trong thời gian quy định và sau đó được lấy ra. Phần liên quan của đường đồ thị của lực theo thời gian do thiết bị ghi nhận được khi mẫu thử được giữ cố định ở vị trí nhúng.
CHÚ THÍCH: Mẫu thử cần được nhúng ở độ sâu yêu cầu trong phạm vi 0,2 s.
Đường vạch phải được ghi lại bắt đầu ngay trước khi nhúng vào chất hàn nóng chảy và trong suốt khoảng thời gian thử nghiệm.
Bảng 1 - Trình tự thời gian thử nghiệm
Qui trình | Thời gian s | Khoảng thời gian s |
1) Nhúng vào trong chất trợ dung | 0 | ≈5 |
2) Để chất trợ dung chảy thoát | ≈10 | 1 đến 5 |
3) Treo mẫu thử trên thiết bị | ≈15 | -- |
4) Gia nhiệt trước | ≈20 | 30 ± 15 |
5) Lau sạch oxit khỏi bề mặt chất hàn | ≈60 |
|
6) Bắt đầu thử nghiệm | ≈65 | 1 đến 5 |
7) Nhúng trong chất hàn | Tối đa 70 | 5 |
CHÚ THÍCH: Thời gian tính từ thời điểm nhúng vào trong chất trợ dung. Khoảng thời gian là thời gian cho quy trình liên quan. | ||
9. Trình bày các kết quả
9.1. Dạng đường vạch của thiết bị ghi biểu đồ
Đường vạch có thể được ghi ở hai dạng, sự khác biệt duy nhất là dấu của các giá trị lực.
Trên Hình 2, các lực hướng lên trên (không bám dính) được biểu diễn là các lực có giá trị âm và các lực hướng xuống dưới (bám dính) có giá trị dương. Thông thường, lực ở điểm E bằng với lực ở điểm D chỉ ra các điều kiện bám dính ổn định. Nếu lực ở E nhỏ hơn ở D, tức là có một sự không ổn định về bám dính đang tồn tại (xem B.6.1.3).
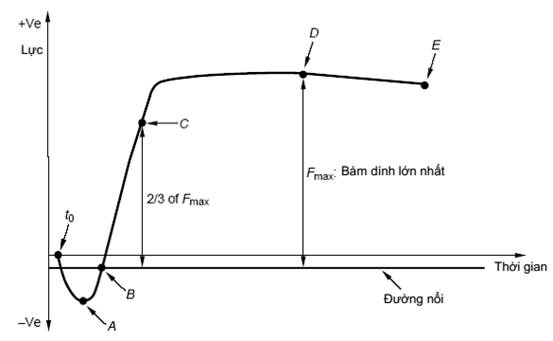
Hình 2 - Điều kiện bám dính
9.2. Các điểm có ý nghĩa quan trọng
9.2.1. Thời điểm t0 là thời điểm mà bề mặt chất hàn và mẫu thử tiếp xúc nhau lần đầu tiên, như được chỉ ra bởi sự dịch chuyển của đường vạch ra khỏi đường lực bằng “không”.
9.2.2. Tại điểm A, mặt khum của chất hàn bắt đầu dâng lên đến đầu nối dây của mẫu thử. Điều này thường được đặc trưng bởi sự tăng lên đáng kể của lực bám dính.
9.2.3. Tại điểm B, góc tiếp xúc bằng 90o. Lực đo được là do lực nổi của linh kiện.
9.2.4. Tại điểm C, lực bám dính đạt tới hai phần ba giá trị lớn nhất của lực bám dính tổng hợp. Tại điểm C, lực bám dính sẽ vượt quá giá trị quy định trong khoảng thời gian nhúng quy định.
9.2.5. Điểm D là giá trị lớn nhất của lực bám dính tổng hợp đạt tới trong khoảng thời gian nhúng quy định.
9.2.6. Điểm E là điểm vào lúc kết thúc khoảng thời gian nhúng quy định. Các điểm D và E có thể có cùng giá trị lực trên cùng một mẫu thử (xem B.6.1.3).
9.2.7. Việc giải thích đường vạch được tạo thành trong thời gian lấy mẫu thử ra không được xét tới ở chế độ tĩnh tại.
9.3. Lực bám dính tham chiếu
Để nhận được giá trị tham chiếu thực tiễn dựa vào đó so sánh các kết quả thực nghiệm, quy trình sau đây phải được thực hiện cho mỗi loại linh kiện cần được thử nghiệm.
Mẫu thử được lấy từ mẫu cần thử nghiệm và được tráng thiếc trước dưới các điều kiện tối ưu bằng cách sử dụng chất trợ dung hoạt hóa (tham khảo 7.2). Việc tráng thiếc trước này có thể được làm trên cân bám dính, thiết lập ở các điều kiện tương tự như sử dụng cho thử nghiệm bám dính. Quy trình tráng thiếc trước phải được lặp lại trên cùng mẫu thử cho đến khi giá trị lực đọc được lớn nhất không thể tăng thêm nữa. Lực bám dính tham chiếu là lực lớn nhất này.
Để khảo sát tính thích hợp nói chung cho việc hàn một vật liệu nào đó, lực bám dính tham chiếu có thể được so sánh với lực bám dính lý thuyết nhận được bằng cách tính toán theo các giả định về một hằng số sức căng bề mặt và khối lượng riêng thích hợp của hợp kim hàn, cùng với hiện tượng bám dính “hoàn hảo”.
Lực bám dính lý thuyết được tính theo công thức:
![]()
trong đó
g là gia tốc trọng trường
r là khối lượng riêng của chất hàn
g là hằng số bề mặt của chất hàn; và
F là lực tính được bằng mN, nếu
u là thể tích của phần mẫu thử được nhúng vào, tính bằng milimet khối
P chu vi của phần mẫu thử được nhúng vào, tính bằng milimet.
CHÚ THÍCH: Công thức chỉ thích hợp nếu như mặt cắt ngang của mẫu thử trong phần lân cận mặt khum là không đổi dọc theo chiều dài của mẫu. Các hằng số chỉ áp dụng cho các điều kiện được mô tả trong thử nghiệm. Nó phụ thuộc vào hợp kim, nhiệt độ và chất trợ dung (xem B.6.2).
9.4. Yêu cầu thử nghiệm
Các yêu cầu đối với khả năng bám dính phải được thể hiện bằng một hoặc nhiều tham số dưới đây:
- Đối với việc bắt đầu bám dính:
một giá trị tối đa đối với khoảng thời gian (t0 tới điểm B)
- Đối với quá trình bám dính:
một giá trị tối đa đối với khoảng thời gian (t0 tới điểm C)
- Đối với sự ổn định của việc bám dính:
một giá trị tối thiểu đối với phân số:
10. Thông tin cần nêu trong quy định kỹ thuật liên quan
Khi quy định thử nghiệm khả năng bám dính bằng phương pháp cân bằng bám dính, phải xác định các chi tiết dưới đây:
Điều
a) có cần tẩy mỡ hay không.......................................................................................... 6.1
b) phương pháp lão hóa, nếu yêu cầu........................................................................... 6.2
c) thành phần hợp kim chất hàn cần sử dụng…………………………………………….. 7.1
d) loại chất trợ dung cần sử dụng................................................................................. 7.2
e) nhiệt độ thử nghiệm.................................................................................................. 8.1
f) phần của mẫu thử cần được thử nghiệm................................................................... 8.2
g) độ sâu nhúng............................................................................................................. 8.4
h) khoảng thời gian nhúng.............................................................................................. 8.4
i) tốc độ nhúng.............................................................................................................. 8.4
j) các tham số cần đo từ đường vạch biểu đồ……….................................................... 9.4
k) các giá trị có thể chấp nhận đối với các tham số này................................................. 9.4
Phụ lục A
(quy định)
Quy định kỹ thuật đối với thiết bị
Đối với các mục đích quy định kỹ thuật, thiết bị đầy đủ, kể cả thiết bị ghi biểu đồ, phải được coi như một thiết bị duy nhất có các đặc tính dưới đây.
A.1. Thời gian đáp ứng cơ cấu ghi của thiết bị ghi biểu đồ sao cho thời gian để nó trở về điểm “không” trung tâm khi loại bỏ tải trọng lớn nhất phải được hoàn thành trong vòng 0,3 s, với mức vượt quá không được lớn hơn 1 % giá trị đọc lớn nhất tương ứng.
A.2. Hệ thống dụng cụ đo cần có một số giá trị đặt về độ nhạy. Trên dải có độ nhạy tốt nhất, độ lệch lớn nhất khỏi điểm trung tâm phải có thể nhận được bằng việc treo một vật có khối lượng không lớn hơn 200 mg lên cơ cấu đỡ mẫu thử.
A.3. Tốc độ vẽ biểu đồ không được nhỏ hơn 10 mm/s.
A.4. Nhiễu điện và nhiễu cơ học ghi được trên đường vạch biểu đồ không được lớn hơn giá trị tương đương 0,04 mN.
A.5. Độ lệch của cơ cấu ghi phải tỉ lệ thuận với lực đang được đo trên toàn thang đo với độ chính xác lớn hơn 95 %.
A.6. Độ cứng của hệ thống lò xo của cân cơ khí phải sao cho tải trọng 10 mN gây ra một sự dịch chuyển của hệ thống treo mẫu thử theo chiều thẳng đứng không lớn hơn 0,1 mm.
A.7. Kích thước của bể hàn phải sao cho không có phần nào của mẫu thử cách thành bể dưới 15 mm, và độ sâu của bể phải không nhỏ hơn 15 mm.
A.8. Nhiệt độ bể phải được duy trì, như quy định ở 8.1.
A.9. Độ sâu nhúng của điểm thấp nhất trên mẫu thử phải điều chỉnh được tới vị trí quy định bất kỳ giữa 2 mm và 5 mm với sai số lớn nhất là ± 0,2 mm.
A.10. Tốc độ nhúng phải là 5 mm/s ± 1 mm/s đến 20 mm/s ± 1 mm/s đối với chế độ tĩnh tại.
A.11. Thời gian giữ ở độ sâu nhúng tối đa phải có thể điều chỉnh được từ 0 s đến 10 s.
Phụ lục B
(tham khảo)
Hướng dẫn sử dụng cân bằng ướt để thử nghiệm khả năng bám thiếc
B.1. Định nghĩa về đo “khả năng bám thiếc”
Phương pháp cân bám dính cho phép đo các lực tác dụng theo phương thẳng đứng lên mẫu thử như một hàm của thời gian, khi mẫu thử được nhúng trong bể chất hàn nóng chảy. Tính dễ bám dính của mẫu thử được suy ra từ các quan sát này, ví dụ như thời gian để đạt tới độ ướt đã cho hoặc độ ướt đạt được trong khoảng thời gian đã cho.
Quy định kỹ thuật đối với tính dễ bám dính có thể yêu cầu một số điểm trên đường cong lực-thời gian phải phù hợp với các giá trị cụ thể. Hướng dẫn này gợi ý một số điểm và giá trị có thể sử dụng.
Thiết bị thử nghiệm phải đáp ứng một số yêu cầu nhất định nếu cần phải nhận được các kết quả có thể lặp lại và mang tính định lượng; các yêu cầu và phương pháp để có thể xác nhận được rằng chúng đáp ứng cũng được giải thích ở đây.
B.2. Hình dạng mẫu thử
Mẫu thử có thể có hình dạng bất kỳ, nhưng để đơn giản cho việc giải thích đường cong và tính toán các lực, tốt nhất phần nhúng của mẫu thử phải có mặt cắt đồng nhất. Để giảm bớt các sai số trong tính toán, cần nhúng mẫu thử với các bề mặt cần thử nghiệm nghiêng một góc trong phạm vi ± 15o so với phương thẳng đứng, và nếu cần cắt đi đầu được nhúng của mẫu thử, thì phải cắt vuông góc với trục thẳng đứng và không được có ba via.
Thử nghiệm có thể được áp dụng cho các mẫu thử như các tụ chip hoặc các mẫu của bảng mạch in có các diện tích bề mặt lớn không bám dính được bằng chất hàn. Tuy nhiên, các diện tích như vậy có thể làm biến dạng đường cong lực-thời gian. Vì lý do này, tiêu chuẩn này hướng tới việc sử dụng phương pháp thử nghiệm các đầu nối dây của linh kiện được thiết kế có khả năng được bám dính bởi chất hàn xung quanh toàn bộ chu vi mặt cắt.
B.3. Chuẩn bị mẫu thử
Điều quan trọng là sử dụng quy trình tiêu chuẩn để phủ chất trợ dung và làm thoát chất trợ dung khỏi mẫu thử sao cho đường vạch biểu đồ không bị xáo trộn bởi các tác động của việc dung môi bay hơi hoặc chất trợ dung nhỏ giọt trong suốt quá trình thử nghiệm.
B.4. Đặc tính của thiết bị thử nghiệm
B.4.1. Cơ cấu ghi
B.4.1.1. Đặt điểm “không”
Trong chu kỳ thử nghiệm, lực tác động lên mẫu thử đảo chiều khi có sự thay đổi từ điều kiện không bám dính sang điều kiện bị bám dính. Trong một số trường hợp nhất định, lực nổi có thể gây ra dịch chuyển đáng kể theo phương thẳng đứng của đường vạch đồ thị bám dính được ghi. Do đó, để ghi được toàn bộ khoảng quét đường vạch đồ thị bám dính với độ nhạy cao nhất có thể, nhất thiết phải cho thiết bị ghi biểu đồ làm việc với điểm “không” ở trung tâm của biểu đồ, hoặc cho bù một mức nhất quán với việc giữ toàn bộ đường cong trên biểu đồ.
B.4.1.2. Thời gian đáp ứng (xem Điều A.1)
Thời gian đáp ứng phải đủ nhỏ để đảm bảo rằng cơ cấu ghi thể hiện chính xác các thay đổi nhanh chóng về lực xảy ra, đặc biệt là ở thời điểm bắt đầu bám dính. Mặc dù theo lý thuyết, giá trị này vô cùng nhỏ, nhưng trong thực tế một thời gian đáp ứng lớn nhất là 0,3 s đã là thỏa đáng. Do đó thiết bị ghi biểu đồ có thể được sử dụng như một cơ cấu ghi.
Quy trình sau đây dùng để thử nghiệm thời gian đáp ứng của dụng cụ đo và độ ổn định của điểm “không”. Theo đó phải sử dụng một vật nặng có khối lượng đã biết (khối lượng này cần đủ lớn để bút của thiết bị ghi lệch hết thang đo ra khỏi điểm “không” ở giữa) và một thiết bị giữ mẫu thử có hình dạng phù hợp để mang mẫu thử.
- Với thiết bị giữ mẫu thử ở đúng vị trí, đặt thiết bị ghi về điểm “không”.
- Bắt đầu di chuyển biểu đồ ở mức đặt tốc độ cao nhất của nó.
- Đặt vật nặng lên thiết bị giữ mẫu thử.
- Sau 2 s hoặc 3 s, lấy vật nặng ra, để biểu đồ tiếp tục chạy.
- Sau 2 s hoặc 3 s nữa, đặt lại vật nặng lên thiết bị giữ mẫu thử.
- Lặp lại thao tác này ít nhất 5 lần hoặc 6 lần, và tắt nguồn việc truyền động biểu đồ.
Đường vạch nhận được trên biểu đồ sẽ cho biết độ nhạy của dụng cụ đo đối với các chế độ đặt đã chọn, thời gian yêu cầu để bút phản ứng, và nó luôn trở về vị trí “không”.
B.4.1.3. Chế độ đặt độ nhạy (xem Điều A.2)
Cung cấp một dải các chế độ đặt độ nhạy cho phép thử nghiệm các mẫu thử có kích thước khác nhau. Một dải như vậy có thể đạt được một cách thuận tiện nhờ thiết bị ghi biểu đồ với nhiều chế độ đặt khuếch đại khác nhau. Nếu các chế đặt này cho phép biểu diễn toàn thang các lực giữa 20 mN và 1 mN (tương ứng với việc đặt thêm các vật nặng 2 g và 100 g), thì có thể dùng cho các mẫu thử có chu vi từ 1 mm đến 20 mm.
B.4.1.4. Tốc độ ghi biểu đồ (xem Điều A.3)
Một tốc độ ghi biểu đồ tối thiểu 10 mm/s là cần thiết để cho phép đủ để phân biệt các điểm quan trọng của đường cong lực-thời gian.
B.4.2. Hệ thống cân bằng
B.4.2.1. Độ cứng của lò xo (xem Điều A.6)
Hệ thống cân đo độ dịch chuyển của (nói chung) một khối lắp ráp lò xo được cảm ứng bởi lực tác động lên mẫu thử. Một độ dịch chuyển như vậy tạo ra một thay đổi độ sâu mà mẫu được nhúng trong chất hàn và hệ quả là sự thay đổi về lực nổi. Do đó yêu cầu nhất thiết là hệ thống lò xo phải đủ cứng vững sao cho độ lệnh của nó và do đó sự thay đổi về lực nổi trong quá trình thử nghiệm là có thể bỏ qua khi so sánh với các lực khác đang được đo.
B.4.2.2. Mức nhiễu (xem Điều A.4)
Mức nhiễu điện và nhiễu cơ học trong hệ thống cân bằng và hệ thống khuếch đại phải không được lớn hơn 10 % mức tín hiệu trong dải thử nghiệm có độ nhạy cao nhất.
B.4.3. Bể hàn (xem Điều A.7)
Bể phải có đủ quán tính nhiệt để cho phép duy trì nhiệt độ thử nghiệm ở mức chính xác yêu cầu. Mẫu thử phải đủ xa khỏi thành của bể hàn sao cho các lực tác động lên nó phải không bị ảnh hưởng bởi độ cong của bề mặt chất hàn tại các cạnh. Nhiệt độ bể, như quy định trong 8.1, được chọn để nâng cao độ phân giải của thử nghiệm.
Một số lớp phủ hòa tan trong hợp kim hàn trong quá trình thử nghiệm gây ra tạp chất hoặc thay đổi thành phần của hợp kim hàn. Tạp chất trong chất hàn hoặc thay đổi thành phần có thể làm thay đổi đặc khả năng bám dính của hợp kim hàn và tác động tới đường vạch đồ thị của lực. Do đó, hết sức khuyến cáo là phải kiểm tra thành phần của hợp kim hàn trong bể, đảm bảo nằm trong giới hạn quy định.
B.4.4. Cơ cấu nâng bể và các bộ phận điều khiển
B.4.4.1. Độ sâu nhúng (xem Điều A.9)
Độ sâu nhúng mẫu thử trong chất hàn nóng chảy (phải được quy định) phải đáp ứng các điều kiện sau đây.
a) Trong quá trình bám dính, mặt khum chất hàn dâng lên, đi qua hết vùng quan tâm. Có thể cần phải cắt bỏ phần đầu của mẫu thử để đáp ứng yêu cầu này hoặc để duy trì một khoảng hở ở đáy bể hàn.
b) Tốt nhất là vùng đi qua là một đoạn có mặt cắt ngang đồng nhất.
c) Độ sâu nhúng phải có thể lặp lại trong phạm vi 0,2 mm nhằm đảm bảo việc hiệu chỉnh lực nổi (nói chung là nhỏ) là nhất quán trong phạm vi ± 10 % trong trường hợp xấu nhất.
CHÚ THÍCH: Càng nhúng sâu, lực nổi càng vượt quá mức lực bằng “không” từ điểm “không” chính giữa cho đến khi, ngay cả đối với bám dính hoàn hảo, tín hiệu cuối cùng có thể vẫn duy trì bên trên điểm cân bằng ban đầu.
Càng nhúng sâu, diện tích truyền nhiệt từ chất hàn sang mẫu sẽ càng lớn, do đó quá trình bám dính càng ít bị chậm do các hiệu ứng truyền nhiệt.
B.4.4.2. Tốc độ nhúng (Xem Điều A.10)
Đối với chế độ vận hành chuẩn, đã xác định rằng 16 mm/s đến 25 mm/s là sự thỏa hiệp tốt giữa một bên là tốc độ nhanh đến mức tạo ra các sóng va đập trong bể hàn (điều này ảnh hưởng tới các phép đo lực) và một bên là tốc độ chậm đến mức bể hàn vẫn đang di chuyển trong khoảng thời gian quan trọng ban đầu của việc mặt khum dâng lên.
B.4.4.3. Khoảng thời gian nhúng (Xem Điều A.11)
Mẫu thử mà quá trình hàn kéo dài hơn 10 s nhìn chung là không thể chấp nhận được. Tuy nhiên, thời gian giữ ở độ sâu nhúng tối đa ngắn hơn 10 s có thể không đủ để thu thập đủ thông tin về các mẫu thử có khả năng bám dính kém hoặc có nhiệt dung lớn. Thời gian giữ ở độ sâu nhúng tối đa 5 s thường được xác định là đủ đối với các mẫu nhỏ, ví dụ như các dây dẫn đầu vào.
So sánh giữa giá trị lực ghi được sớm trong chu trình thử nghiệm với giá trị lực ghi được vào cuối thời gian giữ ở độ sâu nhúng tối đa có thể cung cấp thông tin về độ ổn định của mặt tiếp xúc giữa chất hàn và mẫu thử. Xem thêm ở Điều B.6.1.3.
B.5. Một số đường cong lực-thời gian điển hình
Trong các ví dụ này, phần đường cong thể hiện các lực hướng lên tác động vào mẫu, tức là trạng thái không bám dính, được biểu diễn bằng giá trị âm, đường cong thể hiện các lực hướng xuống tác động vào mẫu, tức là bám dính, được biểu diễn bằng giá trị dương.
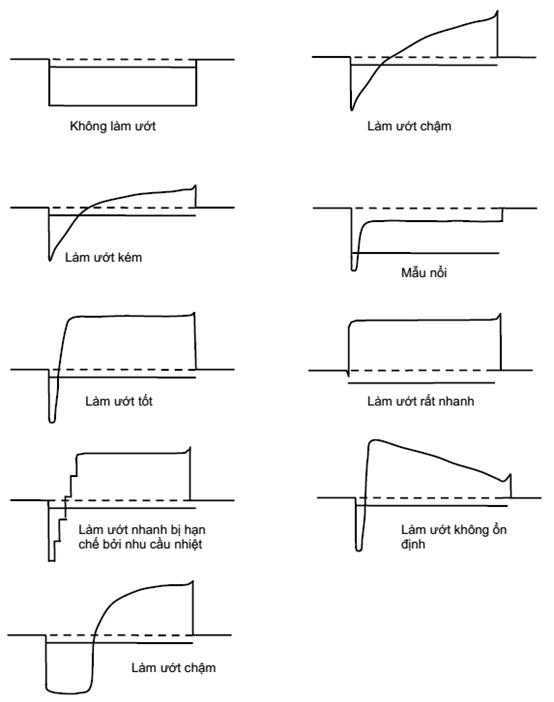
Hình B.1 - Các đường cong lực-thời gian điển hình
Đường nét đứt biểu diễn điều kiện lúc bắt đầu chu trình thử nghiệm, sau khi đã loại bỏ trọng lượng của mẫu. Đường ngang liền nét biểu diễn bù lực nổi, ở đây lực bám dính là bằng “không”.
Lực nổi của mẫu thử có thể được tính bằng tích của thể tích được nhúng và khối lượng riêng của chất hàn nóng chảy mà nó chiếm chỗ. Ở nhiệt độ thử nghiệm quy định 235oC, giá trị được làm tròn là 8 g/cm3 cần áp dụng cho khối lượng riêng chất hàn nóng chảy có 60 % thiếc và 40 % chì. Đối với các hợp kim hàn SnAgCu và SnCu, khối lượng riêng của chất hàn nóng chảy nên áp dụng giá trị được làm tròn là 7,1 g/cm3.
B.6. Các tham số cần đo nhận được từ đường vạch biểu đồ lực-thời gian
B.6.1. Lựa chọn tiêu chí thử nghiệm
Vì một trong các ưu điểm của phương pháp thử nghiệm này là xem xét được toàn bộ quá trình bám dính, nên sẽ là thích hợp nếu sử dụng nhiều hơn một trong các tham số liệt kê ở 9.2 khi quyết định các yêu cầu thử nghiệm cần đạt được.
B.6.1.1. Thời điểm khởi đầu bám dính
Tại điểm B (xem Hình 2), quá trình bám dính đã tiến từ trạng thái chưa ướt đến điểm mà mặt khum chất hàn sắp bắt đầu dâng lên cao hơn bề mặt của bể hàn. Do vậy khoảng thời gian giữa B và t0 chính là thời gian bắt đầu bám dính. Khuyến cáo rằng, đối với các linh kiện sẽ được lắp ráp theo quy trình hàn với khối lượng lớn, thời gian này nên ở cỡ khoảng 1 s đến 2,5 s, tùy thuộc vào loại chất trợ dung và đặc tính nhiệt của mẫu thử.
B.6.1.2. Tiến trình bám dính
Lực bám dính lớn nhất là giá trị lớn nhất nhận được trong một thử nghiệm. Lực bám dính tham chiếu là giá trị lớn nhất nhận được với một hệ thống đã cho.
Lực đo được ở thời điểm đã cho, hoặc thời gian để đạt tới lực đã cho, cần đáp ứng yêu cầu quy định.
B.6.1.3. Độ ổn định của việc bám dính
Sau khi đạt được giá trị lực lớn nhất D, mặt khum chất hàn có thể giữ ổn định và giá trị lực cho thấy không có sự thay đổi. Tuy nhiên, sự ổn định này có thể bị xáo trộn bởi các phản ứng giữa mẫu thử và chất hàn dẫn tới chất hàn hòa tan bề mặt mẫu thử hoặc hình thành trên mặt tiếp xúc một lớp sản phẩm của phản ứng. Ngoài ra, chất trợ dung còn lại có thể bốc hơi hoặc phân hủy hoặc di chuyển trên bề mặt bể hàn. Các ảnh hưởng này có thể dẫn tới hạ thấp lực đo được do đó giá trị ở cuối khoảng thời
gian thử nghiệm E thấp hơn giá trị ghi được ở D. Sự không ổn định này là điều không mong muốn.
Do đó, đối với các khoảng thời gian thử nghiệm 5 s đến 10 s, khuyến cáo tỉ số cần được yêu cầu lớn hơn 0,8.
B.6.2. Lực bám dính tham chiếu
Quy trình mô tả ở 9.3 để xác định lực bám dính tham chiếu sử dụng các cách xử lý tạo các điều kiện thuận lợi cho việc bám dính các bề mặt cần thử nghiệm.
Trong sử dụng một giá trị tham chiếu đo được như vậy, kết quả của các thử nghiệm trên mẫu với điều kiện bề mặt chưa biết được so sánh với giá trị bám dính tốt nhất mà vật liệu có thể thể hiện ở hình dạng kích thước đã cho và dưới các điều kiện đã xác định trong thử nghiệm.
Nếu áp dụng quy trình này cho các vật liệu vốn khó bám dính bằng chất hàn, lực tham chiếu đo được như vậy tạo ra một chuẩn thể hiện một mức bám dính quá thấp. Trong các trường hợp như vậy, các mẫu thử này chắc chắn không đạt được yêu cầu đầu tiên: t0 đến B.
Để nhận được một chuẩn bám dính không phụ thuộc vào mẫu, lực bám dính tham chiếu thực tế có thể được so sánh với lực bám dính lý thuyết nhận được bằng tính toán, sử dụng công thức:
F(mN) = - gpu + gP
trong đó
P là chu vi của phần mẫu thử được nhúng (tính bằng milimet); và
u là thể tích của phần mẫu thử được nhúng (tính bằng milimet khối).
Hệ thức này dựa trên các giả định rằng
a) lực bám dính lý thuyết F tác động trong mặt phẳng của bề mặt mẫu thử (tức là góc tiếp xúc bằng “không”);
b) hằng số sức căng bề mặt g phù hợp đối với chất trợ dung và chất hàn quy định ở nhiệt độ thử nghiệm là 0,4 mN/mm đối với các hợp kim hàn SnPb và 0,47 mN/mm đối với các hợp kim hàn SnAgCu và SnCu;
c) Tích gp (trong đó g là gia tốc trọng trường và p là khối lượng riêng của chất hàn ở nhiệt độ thử nghiệm) có thể lấy gần đúng là 0,08 N/cm3 (các hợp kim hàn SnPb) hoặc 0,07 N/cm3 (các hợp kim hàn SnAgCu và SnCu) đối với mục đích của tính toán này.
Thư mục tài liệu tham khảo
[1] TCVN 7699-2-44 (IEC 60068-2-44), Thử nghiệm môi trường - Phần 2-44: Các thử nghiệm - Hướng dẫn về thử nghiệm T: Hàn thiếc
[2] TCVN 7699-2-58:2014 (IEC 60068-2-58:2014), Thử nghiệm môi trường - Phần 2-58: Các thử nghiệm - Thử nghiệm Td: Các phương pháp thử nghiệm về khả năng bám dính, khả năng không hòa tan của lớp phủ kim loại và khả năng chịu nhiệt hàn của các cơ cấu lắp trên bề mặt (SMD)
[3] IEC 60068-2-69:1995, Environmental testing Part 2-69: Tests - Test Te: Solderability testing of electronic components for surface mountingdevices (SMD) by the wetting balance method (Thử nghiệm môi trường Phần 2-69: Các thử nghiệm - Thử nghiệm Te: Thử nghiệm khả năng bám dính của linh kiện điện tử dùng cho các cơ cấu lắp trên bề mặt (SMD) bằng phương pháp cân bằng bám dính)
[4] IEC 61190-1-1:2002, Attachment materials for electronic assembly - Part 1-1: Requirements for soldering fluxes for high - quality interconnections in electronics assembly (Phụ kiện đính kèm để lắp ráp điện tử - Phần 1-1: Yêu cầu đối với chất trợ hàn cho mối liên kết chất lượng cao trong lắp ráp điện tử)
[5] IEC 61190-1-3:2007, Attachment materials for electronic assembly Part 1-3: Requirements for electronic grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications (Phụ kiện đính kèm để lắp ráp điện tử - Phần 1-3: Yêu cầu đối với hợp kim hàn cấp điện tử và chất hàn có chất trợ dung và không có chất trợ dung dùng cho các ứng dụng hàn điện tử)
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Mô tả chung về thử nghiệm
5. Mô tả thiết bị thử nghiệm
6. Ổn định trước
7. Vật liệu
8. Quy trình
9. Trình bày các kết quả
10. Thông tin cần nêu trong quy định kỹ thuật liên quan
Phụ lục A (quy định) - Quy định kỹ thuật đối với thiết bị
Phụ lục B (tham khảo) - Hướng dẫn sử dụng cân bám dính để thử nghiệm khả năng bám dính
Thư mục tài liệu tham khảo
1 Hệ thống Tiêu chuẩn Quốc gia Việt Nam đã có TCVN 7699-2-20:2014 hoàn toàn tương đương với IEC 60068-2-20:2008.