Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 10603:2014 (ISO 3785:2006) về Vật liệu kim loại - Ký hiệu trục mẫu thử so với thớ của sản phẩm
TCVN 10603:2014
ISO 3785:2006
VẬT LIỆU KIM LOẠI - KÝ HIỆU TRỤC MẪU THỬ SO VỚI THỚ CỦA SẢN PHẨM
Metallic materials - Designation of test specimen axes in relation to product texture
Lời nói đầu
TCVN 10603:2014 hoàn toàn tương đương ISO 3785:2006.
TCVN 10603:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 164, Thử cơ lý kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Các cơ tính đo được của một sản phẩm kim loại, đặc biệt là các cơ tính đặc trưng cho độ dẻo và độ dai như độ giãn dài, độ giảm diện tích, độ bền chống đứt gãy và độ bền chống va đập phụ thuộc và vị trí của mẫu thử trong sản phẩm và sự định hướng của mẫu thử so với chiều gia công kim loại chính của sản phẩm, thử vật liệu hoặc cấu trúc được tạo ra khác. Tiêu chuẩn này quy định phương pháp ký hiệu sự định hướng của mẫu thử so với cấu trúc của sản phẩm.
VẬT LIỆU KIM LOẠI - KÝ HIỆU TRỤC MẪU THỬ SO VỚI THỚ CỦA SẢN PHẨM
Metallic materials - Designation of test specimen axes in relation to product texture
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp ký hiệu hệ tọa độ của mẫu thử so với cấu trúc của sản phẩm bằng hệ tọa độ vuông góc X - Y - Z.
Hệ tọa độ này áp dụng như nhau cho các mẫu thử không có rãnh chữ V và có rãnh chữ V (hoặc có vết nứt trước).
Phương pháp này chỉ áp dụng cho các vật liệu kim loại có cấu trúc đồng đều và có thể xác định được một cách rõ ràng.
Sự định hướng của mẫu thử được quyết định trước khi gia công cơ mẫu thử, được nhận dạng phù hợp với hệ thống ký hiệu được quy định trong tiêu chuẩn này và được ghi lại.
2. Hệ thống ký hiệu
2.1. Quy định chung
Phương pháp về hệ tọa độ của mẫu thử liên quan đến các chiều đặc trưng của sản phẩm sử dụng một hệ trục tọa độ vuông góc X - Y - Z dùng cho các kim loại được gia công áp lực:
- Chữ X biểu thị chiều biến dạng chính (thớ lớn nhất trong sản phẩm);
- Chữ Y biểu thị chiều biến dạng nhỏ nhất;
- Chữ Z biểu thị chiều vuông góc với mặt phẳng X - Y.
2.2. Ngoại lệ - không thẳng hàng
Khi chiều của mẫu thử không trùng với các chiều của thớ đặc trưng của sản phẩm, sử dụng hai chữ cái như đã mô tả cho các mẫu thử không có rãnh chữ V trong 3.2.2 và 3.2.4 và cho các mẫu thử có rãnh chữ V trong 4.3.
2.3. Ngoại lệ - không có thớ
Khi không có chiều của thớ vật liệu như trong sản phẩm đúc, vị trí và sự định hướng của mẫu thử phải được xác định trên bản vẽ chi tiết và kết quả thử không được có ký hiệu về định hướng.
3. Ký hiệu của mẫu thử không có rãnh chữ V
3.1. Quy định chung
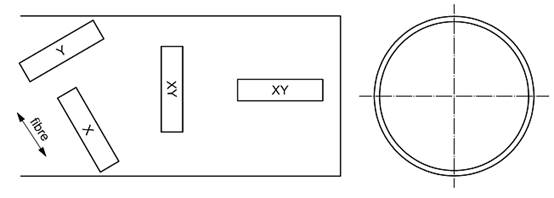
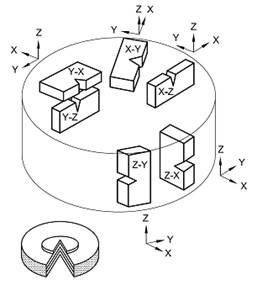
Ký hiệu của các mẫu thử không có rãnh chữ V được định hướng khác nhau so với các chiều của thớ vật liệu đặc trưng của sản phẩm được mô tả trên Hình 1. Hình vẽ chỉ giới thiệu các mẫu thử được định hướng hoàn toàn hoặc nằm giữa các chiều của thớ vật liệu đặc trưng của sản phẩm.
3.2. Các sản phẩm dạng lá, tấm, thanh (các sản phẩm cán phẳng)
3.2.1. Được định hướng, thớ vật liệu khác với cả ba trục tọa độ
Đối với các sản phẩm có mặt cắt ngang không phải là hình tròn và thớ vật liệu khác với ba chiều (phương) vuông góc, các mẫu thử được định hướng với các chiều của thớ vật liệu đặc trưng của sản phẩm được ký hiệu các mẫu thử có chiều X-, Y- hoặc Z- như mô tả trên Hình 1a).
3.2.2. Không được định hướng, thớ vật liệu khác với cả ba trục tọa độ
Đối với các sản phẩm có mặt cắt ngang không phải là hình tròn và thớ vật liệu khác với ba chiều vuông góc, các mẫu thử nằm giữa các chiều của thớ vật liệu đặc trưng của sản phẩm được ký hiệu là các mẫu thử có chiều XY-, XZ- hoặc YZ- như đã mô tả trên Hình 1f). Khi mẫu thử không nằm thẳng hàng với các chiều của thớ vật liệu đặc trưng của sản phẩm hoặc không nằm giữa các chiều này mà nằm ở vị trí cách các chiều này một góc nào đó thì góc này phải được trình bày là góc giữa hai chữ cái ký hiệu, chữ cái thứ nhất biểu thị chiều mà đường trục mẫu thử sẽ nghiêng về, và chữ cái thứ hai biểu thị chiều từ đó đường trục mẫu thử sẽ nghiêng đi. Sơ đồ ký hiệu này được hạn chế cho các vectơ chỉ chiều nằm trong bất cứ mặt phẳng nào trong ba mặt phẳng được mô tả với các chiều vuông góc X, Y và Z. Khi vectơ chỉ chiều nằm ngoài các mặt phẳng này, vị trí và sự định hướng của mẫu thử phải được quy định trên bản vẽ của sản phẩm hoặc chi tiết và kết quả thử không được có ký hiệu định hướng.
3.2.3. Được định hướng, thớ vật liệu trên mặt cắt ngang như nhau
Đối với các sản phẩm có mặt cắt ngang không phải là hình tròn với thớ vật liệu có chiều tương tự như Y- và Z-, các mẫu thử được định hướng vuông góc với chiều X- (chiều chính) của thớ vật liệu, có thể được ký hiệu là các mẫu thử có chiều Y- hoặc Z- như đã mô tả trên Hình 1a).
3.2.4. Không được định hướng, thớ vật liệu trên mặt cắt ngang như nhau
Đối với các sản phẩm có mặt cắt ngang không phải là hình tròn với thớ vật liệu có chiều tương tự như Y- và Z-, các mẫu thử nằm giữa các chiều của thớ vật liệu đặc trưng của sản phẩm được ký hiệu là các mẫu thử có chiều XY-, XZ- hoặc YZ- như đã mô tả trên Hình 1f). Khi các mẫu thử không nằm thẳng hàng với các chiều của thớ vật liệu đặc trưng của sản phẩm hoặc không nằm giữa các chiều này mà nằm ở vị trí cách các chiều này một góc nào đó thì góc này phải được trình bày là góc giữa hai chữ cái ký hiệu, chữ cái thứ nhất biểu thị chiều mà đường trục mẫu thử sẽ nghiêng về, và chữ cái thứ hai biểu thị chiều từ đó đường trục mẫu thử sẽ nghiêng đi. Sơ đồ ký hiệu này được hạn chế cho các vectơ chỉ chiều nằm trong bất cứ mặt phẳng nào trong ba mặt phẳng được mô tả bởi các chiều vuông góc X, Y và Z. Khi vectơ chỉ chiều nằm ngoài các mặt phẳng này, vị trí và sự định hướng của mẫu thử phải được quy định trên bản vẽ của sản phẩm hoặc chi tiết và kết quả thử không được có ký hiệu định hướng.
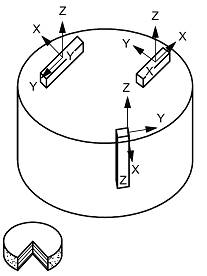
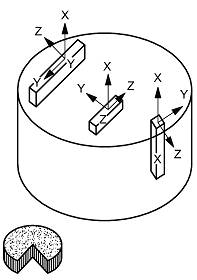
3.3. Sản phẩm hình trụ và ống có thành dày
Các mô tả về mẫu thử trên các Hình 1b) và 1c) thuộc về các sản phẩm hình trụ đặc, còn trên Hình 1d) là các mẫu thử của các sản phẩm hình trụ rỗng (các ống có thành dày).
3.4. Ống có thành mỏng, thớ vật liệu có dạng xoắn
Các mô tả về mẫu thử trên Hình 1e) thuộc về các sản phẩm có thớ vật liệu dạng xoắn, điển hình là ống có thành dày.
3.5. Sản phẩm đúc
Khi không có chiều của thớ vật liệu trong một sản phẩm đúc, vị trí và chiều của mẫu thử phải được quy định trên bản vẽ chi tiết và kết quả thử không được có ký hiệu định hướng.
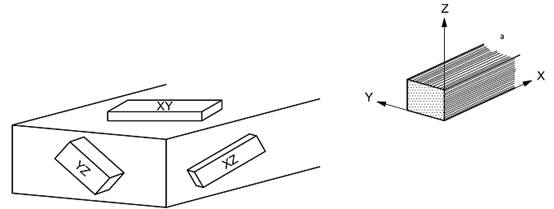
4. Ký hiệu của các mẫu thử có rãnh chữ V (hoặc vết nứt trước)
4.1. Quy định chung
Ký hiệu mặt phẳng và chiều kéo dài của vết nứt đối với các mẫu thử có rãnh chữ V (hoặc vết nứt trước) so với các chiều của thớ vật liệu đặc trưng của sản phẩm được thực hiện khi sử dụng một mã có dấu gạch nối trong đó chữ cái đứng trước dấu gạch nối biểu thị chiều vuông góc với mặt phẳng vết nứt và chữ cái theo sau dấu gạch nối biểu thị chiều cho trước của sự kéo dài vết nứt.
4.2. Được định hướng
Khi chiều của mẫu thử được định hướng trùng với chiều của thớ vật liệu đặc trưng của mẫu thử, sử dụng một chữ cái với mỗi trường hợp để biểu thị chiều vuông góc và chiều mở rộng vết nứt dự tính, như đã mô tả trên Hình 2a), 2c) và 2d)
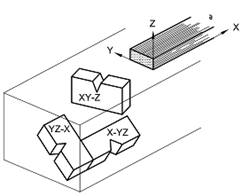
4.3. Không được định hướng
Khi chiều của mẫu thử được định hướng nằm giữa chiều của thớ vật liệu đặc trưng của mẫu thử, phải sử dụng hai chữ cái để biểu thị chiều vuông góc với mặt phẳng vết nứt hoặc chiều phát triển vết nứt như đã mô tả trên Hình 2b). Khi các chiều định hướng của mẫu thử không nằm thẳng hàng với các chiều của thớ vật liệu đặc trưng của mẫu thử hoặc không nằm ở giữa các chiều này mà nằm ở vị trí cách các chiều này một góc nào đó thì góc này phải được trình bày là góc giữa hai chữ cái ký hiệu, chữ cái thứ nhất biểu thị chiều mà mặt phẳng vết nứt vuông góc với chiều phát triển vết nứt hoặc chiều phát triển vết nứt sẽ nghiêng về, và chữ cái thứ hai biểu thị chiều từ đó mặt phẳng vết nứt sẽ nghiêng đi. Sơ đồ ký hiệu này được hạn chế cho các vectơ chỉ chiều nằm trong bất cứ mặt phẳng nào trong ba mặt phẳng được mô tả bằng các chiều vuông góc với nhau X, Y và Z. Khi các vectơ chỉ chiều nằm ngoài các mặt phẳng này, sự định hướng mặt phẳng vết nứt của mẫu thử và chiều phát triển vết nứt phải được quy định trên bản vẽ của sản phẩm hoặc chi tiết, và kết quả thử không được có ký hiệu định hướng.
4.4. Vật liệu không có thớ
Khi không có chiều của thớ vật liệu như trong sản phẩm đúc, vị trí của mẫu thử và sự định hướng của mặt phẳng vết nứt phải được quy định trên bản vẽ chi tiết hoặc sản phẩm, và kết quả thử không được có ký hiệu định hướng.
4.5. Mối hàn
Một tiêu chuẩn sắp được biên soạn, trong đó nêu lên phương pháp thử cho các mối hàn, bao gồm cả sơ đồ duy nhất về ký hiệu vị trí và sự định hướng của mẫu thử. Khi đó, sơ đồ vị trí và sự định hướng của mẫu thử sẽ được đưa vào tiêu chuẩn này.
5. Áp dụng hệ thống ký hiệu trong đặc tính kỹ thuật của vật liệu
5.1. Quy định chung
Ký hiệu vị trí và sự định hướng của mẫu thử so với các chiều đặc trưng của sản phẩm tương đối dễ thực hiện đối với các kết cấu đều như các tấm và thanh vật liệu. Việc ký hiệu này sẽ khó khăn hơn đối với dạng có kết cấu phức tạp và trong trường hợp này, sự hiểu biết về sản xuất và quá trình gia công đóng vai trò rất quan trọng.
5.2. Thớ vật liệu không đồng đều
Trong trường hợp khi thớ của vật liệu không đồng đều, vị trí và sự định hướng của mẫu thử phải có liên quan đến hình học của chi tiết và phải được ghi lại trên bản vẽ chi tiết cùng với việc mô tả sản xuất và quá trình gia công chi tiết.
5.3. Điều kiện kỹ thuật
Việc lấy mẫu thử từ sản phẩm phải tuân theo các điều kiện kỹ thuật có liên quan.
5.4. So sánh
Khi so sánh các sản phẩm dựa trên cơ tính, điều chủ yếu là vị trí và sự định hướng của mẫu thử so với các thớ vật liệu phải được so sánh với nhau và các kết quả thu được không được nằm ngoài các giới hạn quy định.
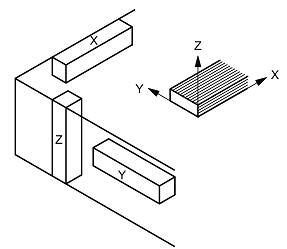
a) Lá, tấm, thanh vật liệu
|
|
b) Sản phẩm hình trụ - chiều của thớ vật liệu hướng tâm, chiều gia công theo chiều trục | c) Sản phẩm hình trụ - chiều của thớ vật liệu theo chiều trục, chiều gia công hướng tâm |
Hình 1 - Ký hiệu của mẫu thử không có rãnh chữ V
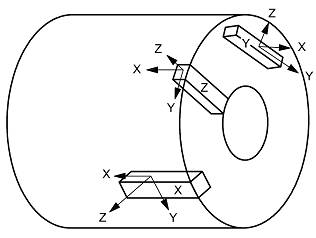
d) Sản phẩm dạng ống (chiều của thớ vật liệu theo chiều trục)
e) Sản phẩm dạng ống có thành mỏng, chiều của thớ vật liệu có dạng xoắn
f) Mẫu thử không được định hướng thẳng hàng với chiều của thớ vật liệu - lá, tấm, thanh
a Thớ vật liệu.
Hình 1 - Ký hiệu của mẫu thử không có rãnh chữ V (kết thúc)
|
|
a) Mẫu thử được định hướng thẳng hàng với chiều của thớ vật liệu | b) Mẫu thử không được định hướng thẳng hàng với chiều của thớ vật liệu |
|
|
c) Chiều của thớ vật liệu hướng tâm, chiều gia công theo chiều trục | d) Chiều của thớ vật liệu theo chiều trục, chiều gia công hướng tâm |
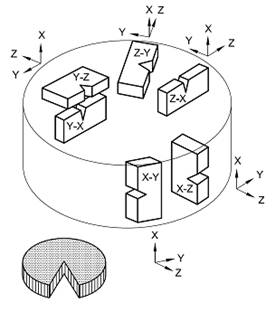
a Thớ vật liệu.
Hình 2 - Ký hiệu của các mẫu thử có rãnh chữ V (hoặc vết nứt trước)
Phụ lục A
(Tham khảo)
Ảnh hưởng của gia công cơ đến cấu trúc và tính chất của vật liệu
A.1. Sản xuất sản phẩm
Gradien lớn của nhiệt độ trong kim loại nóng chảy gây ra các mẫu đông đặc dạng nhánh cây khi làm nguội trong khi gradien nhỏ tạo ra các hạt đẳng trục hơn. Các hợp chất giữa các kim loại thuộc tất cả các dạng và các hạt phi kim loại có các dạng đẳng trục thông thường có thể được phân bố khắp vật liệu.
Trong quá trình gia công nóng, sự kết tinh lại xảy ra và các hợp chất giữa các kim loại và các hạt phi kim loại có thể bị ảnh hưởng. Tất cả các loại hình vật chất trong kim loại bị biến dạng, bao gồm cả các hợp chất giữa các kim loại và các hạt phi kim loại nếu chúng có đủ độ dẻo.
Gia công nguội không tạo ra sự kết tinh lại, nhưng vẫn có sự giãn dài liên tục của các hạt và có thể có sự giãn dài thêm của các hợp chất giữa các kim loại và các hạt phi kim loại.
Tác động của quá trình gia công tinh làm tăng tính dị hướng. Nên quan tâm đến vấn đề này trong thiết kế và chế tạo chi tiết và trong việc lấy mẫu thử để xác định sự đáp ứng (độ nhạy) cơ học của chi tiết.
A.2. Dạng hình học của sản phẩm
Trong nhiều trường hợp, dạng hình học của sản phẩm làm lộ ra thớ của vật liệu. Đặc điểm này rất đúng đối với các dạng sản phẩm có kết cấu đều như các tấm, thanh, lá, dây. Vì chiều của thớ vật liệu thường trùng với hình dạng của sản phẩm cho nên ký hiệu của mẫu thử thường được nói đến trong thuật ngữ bổ sung. Ví dụ, các mẫu thử được lấy với đường trục dài của chúng được định hướng thẳng hàng với đường trục dài của sản phẩm là các mẫu thử “dọc”. Đối với chiều ngang và chiều ngang ngắn, ký hiệu của mẫu thử cùng được quy định theo cách tương tự.
Sẽ có khó khăn khi chiều của thớ vật liệu chính khác với các kích thước bổ sung của sản phẩm. Ví dụ, các lá vật liệu ngắn được cắt ra từ cuộn vật liệu cán dải rộng. Các ký hiệu về hình học của sản phẩm như tiếp tuyến, hướng tâm hoặc chiều trục không cần phải xác định sự định hướng của mẫu thử so với thớ vật liệu. Trong các trường hợp này, phương pháp sản xuất và quá trình gia công là thông tin chủ yếu. Đây là trường hợp đặc biệt đối với các vật rèn.
A.3. Dạng sản phẩm, thành phần hóa học và quá trình gia công
Bên cạnh việc mô tả vị trí và sự định hướng, các yếu tố khác cũng quan trọng đối với các kết quả thử đặc tính. Dạng sản phẩm (thanh, lá, vật rèn …), thành phần hóa học và chương trình gia công, bao gồm cả xử lý nhiệt và xử lý hóa học hoặc cơ nhiệt đối với bề mặt là đặc biệt quan trọng. Toàn bộ các thông tin này là chủ yếu đối với đặc tính kỹ thuật có liên quan của vật liệu.