Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 10170-7:2014 (ISO 10791-7:2014) về Điều kiện kiểm trung tâm gia công - Phần 7: Độ chính xác của mẫu kiểm hoàn thiện
TIÊU CHUẨN VIỆT NAM
TCVN 10170-7:2014
ISO 10791-7:2014
ĐIỀU KIỆN KIỂM TRUNG TÂM GIA CÔNG - PHẦN 7: ĐỘ CHÍNH XÁC CỦA MẪU KIỂM HOÀN THIỆN
Test conditions for machining centres - Part 7: Accuracy of finished test pieces
Lời nói đầu
TCVN 10170-7:2014 hoàn toàn tương đương với ISO 10791-7:2014.
TCVN 10170-7:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 10170 (ISO 10791) Điều kiện kiểm trung tâm gia công bao gồm các phần sau:
- TCVN 10170-1:2013 (ISO 10791-1:1998) Phần 1: Kiểm hình học cho máy có trục chính nằm ngang và các đầu phụ (trục Z nằm ngang);
- TCVN 10170-2:2013 (ISO 10791-2:2001) Phần 2: Kiểm hình học cho máy có trục chính thẳng đứng hoặc các đầu vạn năng có trục tâm quay chính thẳng đứng (trục Z thẳng đứng);
- TCVN 10170-3:2013 (ISO 10791-3:1998) Phần 3: Kiểm hình học cho máy có các đầu phân độ nguyên khối hoặc vạn năng liên tục (trục Z thẳng đứng);
- TCVN 10170-4:2014 (ISO 10791-4:1998) Phần 4: Độ chính xác và khả năng lặp lại định vị của các trục tịnh tiến và quay;
- TCVN 10170-5:2014 (ISO 10791-5:1998) Phần 5: Độ chính xác và khả năng lặp lại định vị của các palét kẹp phôi;
- TCVN 10170-6:2014 (ISO 10791-6:1998) Phần 6: Độ chính xác của lượng chạy dao, tốc độ quay và phép nội suy;
- TCVN 10170-7:2014 (ISO 10791-7:2014) Phần 7: Độ chính xác của mẫu kiểm hoàn thiện;
- TCVN 10170-8:2014 (ISO 10791-8:2001) Phần 8: Đánh giá đặc tính tạo công tua trong ba mặt phẳng tọa độ;
- TCVN 10170-9:2014 (ISO 10791-9:2001) Phần 9: Đánh giá thời gian vận hành thay dao và thay palét;
- TCVN 10170-10:2014 (ISO 10791-10:2007) Phần 10: Đánh giá các biến dạng nhiệt.
Lời giới thiệu
Trung tâm gia công là một máy công cụ điều khiển số có khả năng thực hiện nhiều nguyên công gia công, bao gồm phay, doa, khoan và cắt ren, cũng như thay dao tự động từ một ổ chứa dao hoặc cụm chứa tương tự theo một chương trình gia công. Hầu hết các trung tâm gia công có các phương tiện cho việc thay đổi chiều một cách tự động trong đó các chi tiết gia công được biểu thị cho dụng cụ.
Mục đích của bộ TCVN 10170 (ISO 10791) là cung cấp thông tin rộng và toàn diện đến mức có thể đối với các phép kiểm và kiểm tra có thể được thực hiện để so sánh, nghiệm thu, bảo dưỡng hoặc bất kỳ mục đích nào khác.
Tiêu chuẩn này quy định, có tham chiếu các phần liên quan của bộ TCVN 7011 (ISO 230), các họ phép kiểm cho các trung tâm gia công có trục chính nằm ngang hoặc thẳng đứng hoặc có các kiểu đầu vạn năng khác nhau, được bố trí riêng biệt hoặc được tích hợp trong các hệ thống sản xuất linh hoạt. Tiêu chuẩn này cũng thiết lập các dung sai hoặc các giá trị chấp nhận được lớn nhất đối với các kết quả kiểm tương ứng cho các trung tâm gia công thông dụng và độ chính xác thường.
Tiêu chuẩn này cũng áp dụng được, toàn bộ hay một phần, cho các máy phay và doa điều khiển số, nếu dạng cấu hình, các bộ phận và các chuyển động của các máy này tương thích với các phép kiểm được mô tả trong tiêu chuẩn này.
ĐIỀU KIỆN KIỂM TRUNG TÂM GIA CÔNG - PHẦN 7: ĐỘ CHÍNH XÁC CỦA MẪU KIỂM HOÀN THIỆN
Test conditions for machining centres - Part 7: Accuracy of finished test pieces
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm gia công cho các mẫu kiểm tiêu chuẩn trong các điều kiện gia công tinh, có tham chiếu TCVN 7011-1 (ISO 230-1). Tiêu chuẩn này cũng quy định các đặc tính và các kích thước của các mẫu kiểm này. Tiêu chuẩn này đưa ra các yêu cầu tối thiểu dùng cho việc đánh giá độ chính xác gia công của máy. Tiêu chuẩn này đưa vào xem xét các trung tâm gia công ba đến năm trục.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
ISO 230-1:20121) Test code for machine tools – Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Qui tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh).
3. Lưu ý ban đầu
3.1. Đơn vị đo
Trong tiêu chuẩn này, tất cả các kích thước thẳng và các sai lệch thẳng được tính bằng milimét. Tất cả các kích thước góc được tính bằng độ. Các sai lệch góc, về nguyên tắc, được biểu thị bằng các tỉ số (ví dụ 0,00x/1000), nhưng trong một số trường hợp, để cho rõ ràng dễ hiểu có thể sử dụng đơn vị micrôradian hoặc giây (cung). Cần lưu ý sự tương đương của các biểu thức sau:
0,010/1000 = 10 μrad ≈ 2’’
3.2. Tham chiếu TCVN 7011-1 (ISO 230-1)
Để áp dụng tiêu chuẩn này, cần tham chiếu TCVN 7011-1 (ISO 230-1), đặc biệt đối với việc lắp đặt máy trước khi kiểm, làm nóng máy, mô tả các phương pháp đo, đánh giá và trình bày các kết quả.
3.3. Trình tự kiểm
Trình tự các phép kiểm được trình bày trong tiêu chuẩn này không qui định thứ tự kiểm thực tế. Để thực hiện việc lắp đặt các đồ gá và gia công dễ dàng, có thể thực hiện các phép kiểm theo thứ tự bất kỳ.
3.4. Thực hiện các phép kiểm
Khi kiểm máy, không phải lúc nào cũng cần thiết hoặc có thể thực hiện tất cả các phép kiểm được mô tả trong tiêu chuẩn này. Khi kiểm nghiệm thu, người sử dụng lựa chọn các phép kiểm có liên quan đến các bộ phận và/hoặc các đặc tính của máy mà họ quan tâm theo thỏa thuận với nhà sản xuất/nhà cung cấp. Các phép kiểm này được qui định rõ ràng khi đặt hàng mua máy. Viện dẫn tiêu chuẩn này cho kiểm nghiệm thu mà không qui định các phép kiểm được tiến hành và không có sự thỏa thuận về chi phí liên quan, không thể được xem là ràng buộc đối với bất kỳ bên nào tham gia hợp đồng.
Về nguyên tắc, không cần gia công nhiều hơn một mẫu cho các mục đích nghiệm thu. Trong trường hợp có yêu cầu đặc biệt, như đánh giá thống kê đặc tính máy công cụ (ví dụ theo ISO 26303, khả năng ngắn hạn), việc gia công nhiều mẫu kiểm hơn sẽ theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng.
3.5. Dụng cụ đo
Dụng cụ đo được chỉ dẫn trong các phép kiểm được mô tả trong Điều 4 chỉ là các ví dụ. Có thể sử dụng dụng cụ đo khác có cùng đại lượng đo và có cùng độ không đảm bảo đo hoặc nhỏ hơn.
3.6. Đặt các mẫu kiểm
Nếu không có qui định khác trong quy trình kiểm, mẫu kiểm cần được đặt xấp xỉ tại giữa hành trình của trục X, và tại các vị trí dọc theo các trục Y và Z thích hợp cho việc định vị mẫu kiểm và/hoặc đồ gá và cho các chiều dài dụng cụ.
3.7. Cố định các mẫu kiểm
Mẫu kiểm phải được lắp một cách thuận tiện trên một đồ gá thích hợp, sao cho các dụng cụ cắt và đồ gá đạt được độ ổn định lớn nhất. Các bề mặt lắp của đồ gá và mẫu kiểm phải phẳng. Nên sử dụng các biện pháp gá đặt thích hợp cho phép dụng cụ cắt xuyên thủng và gia công toàn bộ chiều dài, ví dụ của lỗ trung tâm. Ngoài ra nên lắp mẫu kiểm trên đồ gá với các vít đầu chìm sao cho sự gia công cắt gọt tiếp đó không vướng vào các vít này. Các phương pháp khác có thể được lựa chọn. Chiều cao toàn bộ của mẫu kiểm phụ thuộc vào phương pháp cố định đã chọn.
3.8. Vật liệu mẫu kiểm, dụng cụ cắt và các thông số cắt
Vật liệu mẫu kiểm, dụng cụ cắt và các thông số cắt liên quan theo thỏa thuận giữa nhà cung cấp/nhà sản xuất với người sử dụng và phải được ghi lại. Các thông số cắt đưa ra trong các phép kiểm gia công chỉ là các đề xuất. Vật liệu mẫu kiểm phải được quy định cùng với các ký hiệu vật liệu thích hợp.
3.9. Cỡ kích thước mẫu kiểm
Nếu mẫu kiểm lấy từ các phép kiểm gia công trước đó và sử dụng lại được, các kích thước đặc trưng của nó phải còn lại trong giới hạn ± 10 % các kích thước đặc trưng được chỉ ra trong tiêu chuẩn này. Khi các mẫu kiểm được sử dụng lại, phải cắt gọt đi một lớp mỏng để làm sạch toàn bộ các bề mặt trước khi thực hiện các cắt gọt tinh để kiểm mới.
Cũng nên ghi nhãn kiểu máy và số seri của máy, ngày kiểm, tên và hướng các trục trên các mẫu kiểm. Cần thực hiện các nguyên công cắt gọt sơ bộ để có được chiều sâu cắt không đổi đến mức có thể.
Cỡ kích thước danh nghĩa của các mẫu kiểm có thể được điều chỉnh theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. Khi cỡ kích thước danh nghĩa của các mẫu kiểm được điều chỉnh, lượng chạy dao (tốc độ tiến dao) (đối với tạo công tua tròn) có thể được điều chỉnh theo cách tương tự như trình bày trong Phụ lục C, TCVN 7011-4:2013 (ISO 230-4:2005). Kích thước dụng cụ cắt và các điều kiện gia công khác cũng có thể được thay đổi.
3.10. Loại mẫu kiểm
Trong tiêu chuẩn này, có bốn loại mẫu kiểm sau được xem xét, mỗi loại có hai hoặc ba cỡ kích thước. Loại, cỡ kích thước và ký hiệu tương ứng của mẫu kiểm cụ thể được thể hiện trong Bảng 1. Trong số các loại này, loại M1 và M2 áp dụng được cho các trung tâm gia công ba, bốn và năm trục. M3 chỉ áp dụng được cho các trung tâm gia công năm trục. M4 áp dụng được cho các trung tâm gia công bốn và năm trục.
Bảng 1 – Loại, cỡ kích thước và ký hiệu của các mẫu kiểm
Loại | Cỡ kích thước danh nghĩa | Ký hiệu |
M1 Mẫu kiểm định vị và tạo công tua | 80 160 320 | Mẫu kiểm TCVN 10170-7, M1_80 Mẫu kiểm TCVN 10170-7, M1_160 Mẫu kiểm TCVN 10170-7, M1_320 |
M2 Mẫu kiểm phay mặt đầu | 80 160 | Mẫu kiểm TCVN 10170-7, M2_80 Mẫu kiểm TCVN 10170-7, M2_160 |
M3 Mẫu kiểm hình nón cụt (côn) | 15a 45a | Mẫu kiểm TCVN 10170-7, M3_15 Mẫu kiểm TCVN 10170-7, M3_45 |
M4 Mẫu kiểm khối vuông ba bậc | 80 160 320 | Mẫu kiểm TCVN 10170-7, M4_80 Mẫu kiểm TCVN 10170-7, M4_160 Mẫu kiểm TCVN 10170-7, M4_320 |
a Góc nửa đỉnh của mẫu kiểm. | ||
3.11. Thông tin được ghi lại
Đối với các phép kiểm được thực hiện theo các yêu cầu của tiêu chuẩn này, các thông tin sau phải được tuân theo một cách đầy đủ nhất có thể và phải có trong báo cáo kiểm:
a) Vật liệu và ký hiệu của mẫu kiểm;
b) Vật liệu, các kích thước và số răng của dụng cụ cắt;
c) Tốc độ cắt;
d) Lượng chạy dao;
e) Chiều sâu cắt;
f) Các thông số cắt khác, như dung dịch cắt gọt;
g) Vị trí và hướng của chi tiết gia công trong không gian làm việc;
h) Hướng cắt (nếu thích hợp).
3.12. Bù bằng sử dụng phần mềm
Khi các tiện ích phần mềm sẵn có dùng cho việc bù các sai số hình học, trên cơ sở thỏa thuận giữa người sử dụng và nhà sản xuất/nhà cung cấp, các phép kiểm liên quan có thể được thực hiện với các bù này. Khi sử dụng bù bằng phần mềm, việc này phải được ghi trong báo cáo kiểm.
4. Kiểm gia công


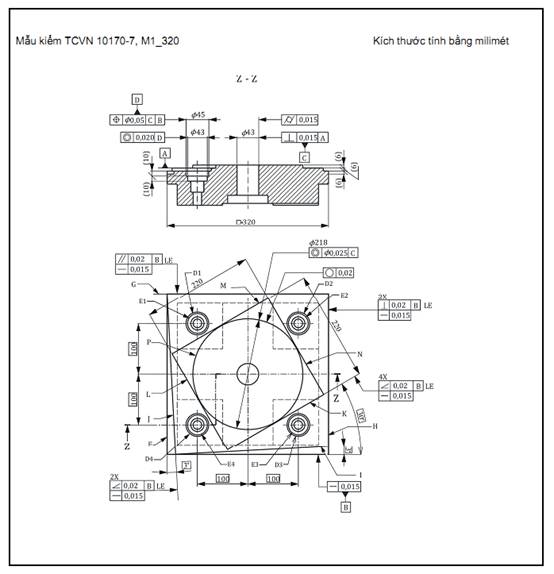

Phôi chi tiết cho TCVN 10170-7, M1_320 Kích thước tính bằng milimét CHÚ THÍCH: Các kích thước cố định liên quan đến các vít có mũ M16.
| |
Bề mặt chuẩn B phải song song với một trong các trục tịnh tiến. Các lỗ được doa (E) phải được tiếp cận theo chiều dương của các trục định vị, các lỗ được khỏa mặt (D) phải được tiếp cận theo chiều âm. Khối hình thoi (K-L-M-N) trên bề mặt phía trên của khối vuông phải được gia công khi chỉ sử dụng hai trục tịnh tiến (ví dụ trục X và Y). Các mặt nghiêng (I và J), có góc 3o và sâu 6 mm trên đỉnh của các cạnh khối vuông ngoài, nên được gia công khi chỉ sử dụng hai trục tịnh tiến (ví dụ trục X và Y). Do các bề mặt tạo công tua khác nhau được gia công tại các độ cao hướng trục khác nhau, cần tránh tiếp xúc bề mặt bằng giữ dụng cụ cắt cách bề mặt mặt phẳng thấp hơn một phần của milimét. Chiều cao toàn bộ của mẫu kiểm phụ thuộc vào phương pháp cố định đã chọn. Tốc độ cắt nên bằng khoảng 50 m/min đối với gang và 300 m/min đối với nhôm. Lượng chạy dao nên bằng khoảng 0,05 mm/răng đến 0,1 mm/răng. Chiều sâu cắt nên bằng 0,2 mm theo phương hướng kính đối với tất cả các nguyên công phay và bằng khoảng 6 mm theo phương hướng trục đối với các nguyên công phay nghịch. CHÚ THÍCH: Có thể sử dụng cùng một dụng cụ cắt để gia công toàn bộ các bề mặt kiểm tạo công tua; nên dùng dao phay ngón có lưỡi cắt dài 35 mm và đường kính 30 mm. Dao doa có thể được sử dụng cho các lỗ. | |
Dung sai Xem Bảng 2 | Sai lệch đo được Xem Bảng 2 |
Dụng cụ đo Xem Bảng 2 | |
Quan sát và tham chiếu TCVN 7011-1 (ISO 230-1) Phải thực hiện các nguyên công cắt gọt sơ bộ để có được chiều sâu cắt không đổi đến mức có thể. | |

Bảng 2 – Các phép kiểm hình học mẫu kiểm tạo công tua
Kích thước tính bằng milimét
Đối tượng và các tham chiếu bản vẽ | Dung sai Cỡ kích thước danh nghĩa | Dụng cụ đo | Sai lệch đo được | |||
80 | 160 | 320 | ||||
Lỗ trung tâm | Độ trụ của lỗ doa C | 0,010 | 0,010 | 0,015 | CMMa |
|
Độ vuông góc giữa đường tâm lỗ C và mặt phẳng chuẩn A | 0,010 | 0,010 | 0,015 | CMM |
| |
Khối vuông | Độ thẳng của cạnh B | 0,005 | 0,008 | 0,015 | CMM hoặc vật mẫu chuẩn độ thẳng và cảm biến dịch chuyển thẳng |
|
Độ thẳng của cạnh F |
| |||||
Độ thẳng của cạnh G |
| |||||
Độ thẳng của cạnh H |
| |||||
Độ vuông góc của cạnh H so với mặt phẳng chuẩn B | 0,010 | 0,010 | 0,020 | CMM hoặc vật mẫu chuẩn độ vuông góc và cảm biến dịch chuyển thẳng |
| |
Độ vuông góc của cạnh F so với mặt phẳng chuẩn B |
| |||||
Độ song song của cạnh G so với mặt phẳng chuẩn B | 0,010 | 0,010 | 0,020 | CMM hoặc dưỡng đo chiều cao và cảm biến dịch chuyển thẳng |
| |
Khối hình thoi | Độ thẳng của cạnh K | 0,005 | 0,008 | 0,015 | CMM hoặc vật mẫu chuẩn độ thẳng và cảm biến dịch chuyển thẳng |
|
Độ thẳng của cạnh L |
| |||||
Độ thẳng của cạnh M |
| |||||
Độ thẳng của cạnh N |
| |||||
Độ tạo góc 30o của cạnh K so với mặt phẳng chuẩn B | 0,010 | 0,010 | 0,020 | CMM hoặc thước sin và cảm biến dịch chuyển thẳng |
| |
Độ tạo góc 60o của cạnh L so với mặt phẳng chuẩn B |
| |||||
Độ tạo góc 30o của cạnh M so với mặt phẳng chuẩn B |
| |||||
Độ tạo góc 60o của cạnh N so với mặt phẳng chuẩn B |
| |||||
Đường tròn | Độ tròn của đường tròn công tua P | 0,015 | 0,015 | 0,020 | CMM hoặc cảm biến dịch chuyển thẳng hoặc dụng cụ đo độ tròn |
|
Độ đồng tâm của đường tròn ngoài P và lỗ chuẩn C | 0,025 | 0,025 | 0,025 |
| ||
Các mặt nghiêng | Độ thẳng của mặt I | 0,005 | 0,008 | 0,015 | CMM hoặc vật mẫu chuẩn độ thẳng và cảm biến dịch chuyển thẳng |
|
Độ thẳng của mặt J |
| |||||
Độ tạo góc 3o của cạnh I so với mặt phẳng chuẩn B | 0,010 | 0,010 | 0,020 | CMM hoặc thước sin và cảm biến dịch chuyển thẳng |
| |
Độ tạo góc 93o của cạnh J so với mặt phẳng chuẩn B |
| |||||
Các lỗ được doa | Vị trí của lỗ D1 so với lỗ chuẩn C | 0,050 | 0,050 | 0,050 | CMM |
|
Vị trí của lỗ D2 so với lỗ chuẩn C |
| |||||
Vị trí của lỗ D3 so với lỗ chuẩn C |
| |||||
Vị trí của lỗ D4 so với lỗ chuẩn C |
| |||||
Độ đồng tâm của lỗ bên trong E1 so với lỗ bên ngoài D1 | 0,020 | 0,020 | 0,020 | CMM hoặc cảm biến dịch chuyển thẳng với trục quay chuẩn, hoặc dụng cụ đo độ tròn |
| |
Độ đồng tâm của lỗ bên trong E2 so với lỗ bên ngoài D2 |
| |||||
Độ đồng tâm của lỗ bên trong E3 so với lỗ bên ngoài D3 |
| |||||
Độ đồng tâm của lỗ bên trong E4 so với lỗ bên ngoài D4 |
| |||||
CHÚ THÍCH 1: Nếu có thể, đưa mẫu kiểm vào một máy đo tọa độ (CMM) và thực hiện các phép đo yêu cầu. CHÚ THÍCH 2: Để giảm tới mức tối thiểu ảnh hưởng của biến dạng mẫu kiểm do kẹp chặt nó, khuyến nghị nên đo các chi tiết trong khi vẫn kẹp chặt nó với tấm gá. CHÚ THÍCH 3: Đối với các cạnh thẳng (hoặc các mặt khối vuông, hình thoi và nghiêng), tiếp xúc bề mặt được đo bằng đầu dò tại ít nhất mười điểm để đạt được các sai lệch độ thẳng, độ vuông góc và độ song song. CHÚ THÍCH 4: Đối với phép kiểm độ tròn (hoặc độ trụ), nếu phép đo không liên tục, kiểm tra ít nhất tại 15 điểm (đối với độ trụ trong mỗi mặt phẳng được đo). a) Máy đo tọa độ. | ||||||


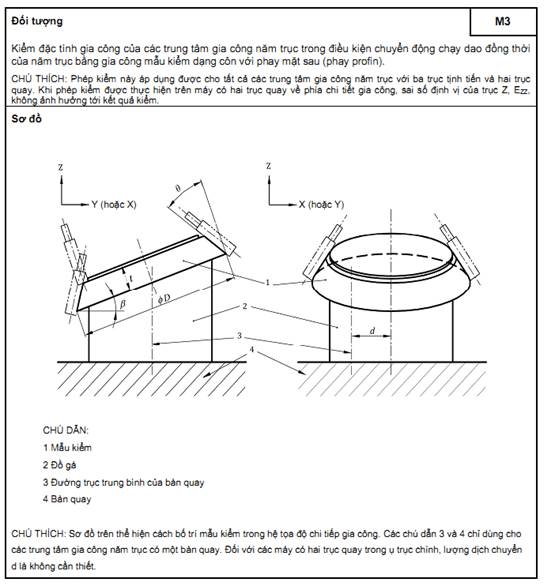


Hình dạng cuối cùng của mẫu kiểm, như thể hiện trong sơ đồ trên, phải là kết quả từ các gia công sau: a) Mẫu kiểm cần được cố định trên bàn máy với góc nghiêng b so với bề mặt bàn máy như thể hiện trong bàn máy ở trên. b) Tâm đáy của mẫu kiểm cần có lượng dịch tâm, d, như thể hiện trong sơ đồ ở trên, tính từ đường trục trung bình của bàn quay (chỉ trong trường hợp bàn quay). Khi phép kiểm không thể thực hiện được do giới hạn hành trình của các trục tịnh tiến, lượng dịch chuyển có thể được giảm đi theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. c) Tâm đáy của mẫu kiểm phải có lượng dịch chuyển p tính từ trục xoay (chỉ trong trường hợp bàn quay và xoay), nó phải được công bố cùng với báo cáo kiểm. Lượng dịch chuyển p được khuyến nghị lớn hơn giá trị 10 % đường kính bàn máy, nhưng có thể giảm đi theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. d) Bề mặt ngoài của nón phải được gia công bằng phay mặt sau (cho phép cắt thô và cắt tinh). Qũi đạo dao cắt phải dạng tròn tại tốc độ không đổi trong hệ tọa độ chi tiết gia công. e) Một bề mặt phẳng dạng vòng phải được gia công trên bề mặt đỉnh của chi tiết gia công làm chuẩn cho phép đo. Nó phải được gia công bằng cùng một dụng cụ cắt dùng cho gia công tinh. Nó phải được gia công bằng cách chỉ dẫn động các trục tịnh tiến, các trục quay đứng yên. Cách bố trí kiểm có thể điều chỉnh theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. Ví dụ, trên một máy năm trục có một ụ nghiêng và một bàn quay, cách bố trí như thể hiện ở trên có thể là không thể thực hiện được do giới hạn hành trình của trục A hoặc trục Y. Trong trường hợp này, bằng cách lắp đặt mẫu kiểm với góc nghiêng b = 90o sử dụng một đồ gá vuông trên bàn máy, khi đó phép kiểm có thể thực hiện được. Chú ý rằng một thay đổi như vậy có thể làm giảm một cách đáng kể phạm vi chuyển động của mỗi trục so với cách bố trí gốc, nó thường làm giảm các sai số hình học của mẫu kiểm được gia công. Ví dụ, trên máy có một ụ nghiêng và một bàn quay, bàn quay thực hiện quay cả vòng tròn (360o) trong cách bố trí gốc, trong khi đó nó không quay cả vòng tròn trong cách bố trí đã điều chỉnh với b = 90o. Một cách tương tự, khi lượng dịch tâm, d, bị giảm đi, phạm vi chuyển động của mỗi trục thường trở nên nhỏ hơn. Khi điều chỉnh cách bố trí kiểm thì phải được nêu trong báo cáo. Các dung sai cho trong Bảng 3 là các giá trị cho các cách bố trí gốc. CHÚ THÍCH 1: Nên dùng dao phay ngón phẳng có lưỡi cắt dài 40 mm và đường kính 20 mm. Nếu không thể dùng dao f 20 , có thể dùng dao nhỏ hơn (như f10 ) theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. Cần phải chú ý ảnh hưởng do độ võng của dao. CHÚ THÍCH 2: Tốc độ cắt, lượng chạy dao và chiều sâu cắt phải theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng. Vì là các giá trị mặc định, có thể chọn các giá trị sau: tốc độ cắt 50 m/min đối với gang và 300 m/min đối với nhôm, lượng chạy dao 0,05 mm/răng, chiều sâu cắt 0,1 mm theo phương hướng kính. CHÚ THÍCH 3: Kích thước của bề mặt dạng vòng là tùy ý, miễn là nó có thể được sử dụng làm chuẩn cho phép đo. | |
Dung sai Xem Bảng 3 | Sai lệch đo được Xem Bảng 3 |
Dụng cụ đo Xem Bảng 3 | |
Quan sát và tham chiếu TCVN 7011-1 (ISO 230-1) Phải thực hiện các nguyên công cắt gọt sơ bộ để có được chiều sâu cắt không đổi đến mức có thể. Thông tin về góc nghiêng và các lượng dịch tâm, cũng như chiều dai dụng cụ cắt, L, phải được ghi trong báo cáo kiểm. Nếu có sẵn một cách dễ dàng, phạm vi chuyển động của mỗi trục (ba trục tịnh tiến và hai trục quay) phải được ghi trong báo cáo. | |
Bảng 3 – Các phép kiểm hình học mẫu kiểm hình nón cụt đối với các mẫu kiểm TCVN 10170-7, M3_15 và TCVN 10170-7, M3_45
Kích thước tính bằng milimét
Đối tượng | Dung sai | Dụng cụ đo | Sai lệch đo được |
Bề mặt côn phía trên (cách đỉnh 2 mm) a) Độ tròn | 0,08 | Dụng cụ đo độ tròn hoặc CMMa hoặc cảm biến dịch chuyển thẳng và bàn quay | a) |
Bề mặt côn phía dưới (cách đáy 2 mm) b) Độ tròn | 0,08 | Dụng cụ đo độ tròn hoặc CMM hoặc cảm biến dịch chuyển thẳng và bàn quay | b) |
a Máy đo tọa độ. | |||


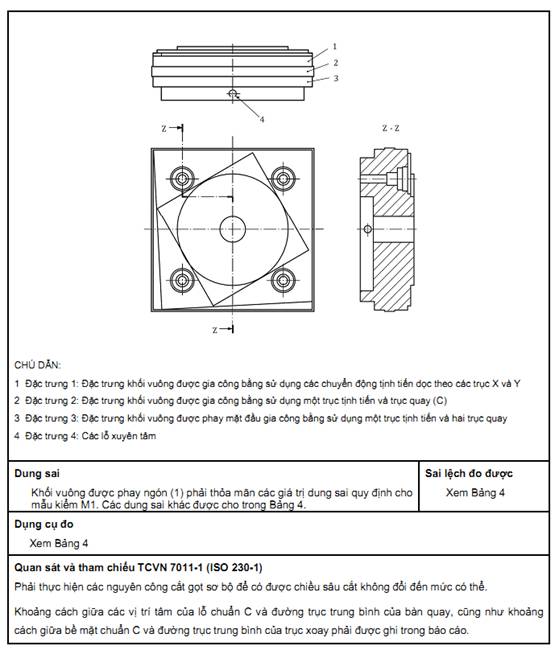
Hình dạng cuối cùng của mẫu kiểm, như thể hiện trong sơ đồ trên, phải là kết quả từ các thứ tự gia công sau: a) Đặc trưng 1: Khối vuông đỉnh phải được gia công bằng dao phay ngón sử dụng hai chuyển động tịnh tiến (trục X và Y). b) Đặc trưng 2: Khối vuông giữa phải được gia công bằng dao phay ngón sử dụng một trục tịnh tiến và một trục quay với trình tự gia công như sau (không áp dụng được cho các máy có hai trục quay trong ụ trục chính): 1) Phay ngón mặt phẳng đầu tiên (mặt đầu) của khối vuông song song với trục X; 2) Xoay mẫu kiểm theo trục quay C góc 90o; 3) Phay ngón mặt phẳng kế tiếp song song với trục X; 4) Lặp lại các bước 2) và 3) cho đến khi tất cả bốn mặt phẳng đã được phay ngón. c) Đặc trưng 3: Khối vuông đáy phải được gia công bằng dao phay mặt đầu sử dụng một hoặc hai trục tịnh tiến và một hoặc hai trục quay với trình tự gia công như sau: 1) Trục xoay (hoặc ụ nghiêng) được xoay góc 90o; 2) Mặt phẳng đầu tiên được phay mặt đầu bằng chuyển động dọc theo một trục tịnh tiến; 3) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 90o; 4) Mặt phẳng kế tiếp được phay mặt đầu bằng chuyển động dọc theo cùng một trục tịnh tiến hoặc theo một trục vuông góc với trục tịnh tiến đầu tiên (đối với các máy có hai trục quay trong ụ trục chính); 5) Lặp lại các bước 3) và 4) cho đến khi tất cả bốn mặt phẳng được phay mặt đầu. Nếu trục xoay (hoặc ụ nghiêng) có thể xoay được góc ± 90o thì phải áp dụng quy trình sau: 6) Trục xoay (hoặc ụ nghiêng) được xoay góc 90o; 7) Mặt phẳng đầu tiên được phay mặt đầu bằng chuyển động dọc theo một trục tịnh tiến; 8) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 180o; 9) Mặt phẳng thứ hai được phay mặt đầu bằng chuyển động dọc theo cùng một trục tịnh tiến (điều này đòi hỏi chuyển động ban đầu dọc theo trục vuông góc); 10) Trục xoay (hoặc ụ nghiêng) được xoay góc - 180o, trục quay C (bàn máy hoặc ụ trục chính) được xoay góc – 90o; 11) Mặt phẳng thứ ba được phay mặt đầu bằng chuyển động dọc theo cùng một trục tịnh tiến hoặc theo một trục vuông góc với trục tịnh tiến đầu tiên (đối với các máy có hai trục quay trong ụ trục chính); 12) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 180o; 13) Mặt phẳng thứ tư được phay mặt đầu bằng chuyển động dọc theo trục tịnh tiến trước đó (điều này đòi hỏi chuyển động ban đầu dọc theo trục vuông góc); d) Đặc trưng 4: Các lỗ xuyên tâm. 1) Trục xoay (hoặc ụ nghiêng) được xoay góc 90o; 2) Lỗ đầu tiên, đường kính 15 mm được gia công bằng phay theo đường tròn, đường kính dao phay là 10 mm; 3) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 90o; 4) Lỗ kế tiếp được gia công bằng phay theo đường tròn; 5) Lặp lại các bước 2) và 3) cho đến khi tất cả bốn lỗ được gia công bằng phay theo đường tròn. Nếu trục xoay (hoặc ụ nghiêng) có thể xoay được góc ± 90o thì phải áp dụng quy trình sau: 6) Trục xoay (hoặc ụ nghiêng) được xoay góc 90o; 7) Lỗ đầu tiên, đường kính 15 mm được gia công bằng phay theo đường tròn, đường kính dao phay là 10 mm; 8) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 180o; 9) Lỗ thứ hai được gia công bằng phay theo đường tròn; 10) Trục xoay (hoặc ụ nghiêng) được xoay góc - 180o, trục quay C (bàn máy hoặc ụ trục chính) được xoay góc – 90o; 11) Lỗ thứ ba được gia công bằng phay theo đường tròn; 12) Trục quay C (bàn máy hoặc ụ trục chính) được xoay góc 180o; 13) Lỗ thứ tư được gia công bằng phay theo đường tròn. Các thông số cắt theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng máy công cụ. CHÚ THÍCH 1: Các mẫu kiểm M1 và M4 có thể được chế tạo cho một mẫu kiểm. Các hình vẽ sau thể hiện các biểu hiện này. Cách khác, các mẫu kiểm M1 và M4 có thể được kết hợp khi sử dụng gá đặt thích hợp mà có thể đưa ra sự linh hoạt hơn khi kiểm. CHÚ THÍCH 2: Các lỗ có thể được gia công bằng sử dụng một dụng cụ doa. |
Bảng 4 – Các phép kiểm hình học mẫu kiểm khối vuông ba bậc đối với các mẫu kiểm TCVN 10170-7, M4_80, _160 và _320
Kích thước tính bằng milimét
Đối tượng và các tham chiếu bản vẽ | Dung sai Cỡ kích thước danh nghĩa | Dụng cụ đo | Sai lệch đo được | |||
80 | 160 | 320 | ||||
Khối vuông giữa | Độ thẳng của cạnh Q | 0,012 | 0,015 | 0,02 | CMMa hoặc vật mẫu chuẩn độ thẳng và cảm biến dịch chuyển thẳng |
|
Độ thẳng của cạnh R |
| |||||
Độ thẳng của cạnh S |
| |||||
Độ thẳng của cạnh T |
| |||||
Độ đối xứng so với lỗ chuẩn C | 0,08 | 0,1 | 0,15 | CMM |
| |
Độ vuông góc của cạnh Q so với mặt phẳng chuẩn B | 0,03 | 0,04 | 0,06 | CMM hoặc vật mẫu chuẩn độ vuông góc và cảm biến dịch chuyển thẳng |
| |
Độ vuông góc của cạnh S so với mặt phẳng chuẩn B |
| |||||
Độ song song của cạnh R so với mặt phẳng chuẩn B | CMM hoặc dưỡng đo cao và cảm biến dịch chuyển thẳng |
| ||||
Độ song song của cạnh T so với mặt phẳng chuẩn B |
| |||||
Độ chênh cỡ kích thước giữa các mặt phẳng khi X và Y | 0,1 | 0,12 | 0,18 | CMM |
| |
Khối vuông đáy | Độ thẳng của cạnh Qb | 0,012 | 0,015 | 0,02 | CMM hoặc vật mẫu chuẩn độ thẳng và cảm biến dịch chuyển thẳng |
|
Độ thẳng của cạnh Rb |
| |||||
Độ thẳng của cạnh Sb |
| |||||
Độ thẳng của cạnh Tb |
| |||||
Độ đối xứng so với lỗ chuẩn C | 0,08 | 0,1 | 0,15 | CMM |
| |
Độ vuông góc của cạnh Qb so với mặt phẳng chuẩn B | 0,03 | 0,04 | 0,06 | CMM hoặc vật mẫu chuẩn độ vuông góc và cảm biến dịch chuyển thẳng |
| |
Độ vuông góc của cạnh Sb so với mặt phẳng chuẩn B |
| |||||
Độ song song của cạnh Rb so với mặt phẳng chuẩn B | CMM hoặc dưỡng đo cao và cảm biến dịch chuyển thẳng |
| ||||
Độ song song của cạnh Tb so với mặt phẳng chuẩn B |
| |||||
Độ chênh cỡ kích thước giữa các mặt phẳng theo X và Y | 0,1 | 0,12 | 0,18 | CMM |
| |
Các lỗ xuyên tâm | Độ chênh vị trí lỗ U theo khoảng cách so với mặt phẳng chuẩn A | 0,06 | 0,08 | 0,12 | CMM |
|
Độ chênh vị trí lỗ V theo khoảng cách so với mặt phẳng chuẩn A |
| |||||
Độ chênh vị trí lỗ W theo khoảng cách so với mặt phẳng chuẩn A |
| |||||
Độ chênh vị trí lỗ X theo khoảng cách so với mặt phẳng chuẩn A |
| |||||
Độ chênh vị trí lỗ U so với lỗ W | 0,04 | 0,06 | 0,09 | CMM |
| |
Độ chênh vị trí lỗ V so với lỗ X |
| |||||
a Máy đo tọa độ. | ||||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 1101:20122) Geometrical product specifications (GPS) – Geomatrical tolerancing – Tolerances of form, orientation, location and run-out (Đặc tính hình học của sản phẩm (GPS) – Dung sai hình học – Dung sai hình dạng, hướng, vị trí và độ đảo)
[2] ISO 26303:2012 Machine tools – Short-term capability evaluation of machining processes on metal-cutting machine tools (Máy công cụ – Đánh giá khả năng ngắn hạn của các phương pháp gia công trên máy cắt kim loại)
[3] TCVN 7011-4:2013 (ISO 230-4:2005) Qui tắc kiểm máy công cụ - Phần 4: Kiểm độ tròn cho máy công cụ điều khiển số
[4] ISO 6462 Face and shoulder milling cutters with indexable inserts - Dimentions (Dao phay mặt đầu kẹp mảnh cắt – Kích thước)
[5] ISO 1832 Indexable inserts for cutting tools - Designation (Mảnh cắt xoay được dùng cho dụng cụ cắt – Ký hiệu)
[6] TCVN 7583-1:2006 (ISO 129-1:2004) Bản vẽ kỹ thuật – Ghi kích thước và dung sai – Phần 1: Nguyên tắc chung
[7] TCVN 2263-1:2007 (ISO 2768-1:1989) Dung sai chung - Phần 1: Dung sai của các kích thước dài và góc không chỉ dẫn dung sai riêng.
1) Hiện có TCVN 7011-1:2007 (ISO 230-1:1996) Qui tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh.
2) Hiện có TCVN 5906:2007 (ISO 1101:2004) Đặc tính hình học của sản phẩm (GPS) – Dung sai hình học – Dung sai hình dạng, hướng, vị trí và độ đảo