Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 4279-3:2008 (ISO 3442-3:2007) về Máy công cụ - Kích thước và kiểm hình học cho mâm cặp tự định tâm có chấu cặp - Phần 3: Mâm cặp vận hành bằng máy có khía răng cưa
TCVN 4279-3:2008
ISO 3442-3:2007
MÁY CÔNG CỤ - KÍCH THƯỚC VÀ KIỂM HÌNH HỌC CHO MÂM CẶP TỰ ĐỊNH TÂM CÓ CHẤU CẶP - PHẦN 3: MÂM CẶP VẬN HÀNH BẰNG MÁY CÓ KHÍA RĂNG CƯA
Machine tools - Dimensions and geometric tests for self-centring chucks with two-piece jaws - Part 3: Power- operated chucks with serrated jaws
Lời nói đầu
TCVN 4279-1:2008; TCVN 4279-2:2008; TCVN 4279-3:2008; thay thế cho TCVN 4279:1986.
TCVN 4279-3:2008 hoàn toàn tương đương ISO 3442-3:2007.
TCVN 4279-3:2008 do Ban kỹ thuật tiêu chuẩn Quốc gia TCVN/TC39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
TCVN 4279:2008 Máy công cụ - Kích thước và kiểm hình học cho mâm cặp tự định tâm có chấu cặp gồm 3 phần sau:
TCVN 4279-1:2008 (ISO 3442-1:2005) - Phần 1: Mâm cặp vận hành bằng tay có chấu dạng rãnh và then;
TCVN 4279-2:2008 (ISO 3442-2:2005) - Phần 2: Mâm cặp vận hành bằng máy có chấu dạng rãnh và then;
TCVN 4279-3:2008 (ISO 3442-3:2007) - Phần 3: Mâm cặp vận hành bằng máy có khía răng cưa.
MÁY CÔNG CỤ - KÍCH THƯỚC VÀ KIỂM HÌNH HỌC CHO MÂM CẶP TỰ ĐỊNH TÂM CÓ CHẤU CẶP - PHẦN 3: MÂM CẶP VẬN HÀNH BẰNG MÁY CÓ KHÍA RĂNG CƯA
Machine tools - Dimensions and geometric tests for self-centring chucks with two-piece jaws - Part 3: Power- operated chucks with serrated jaws
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các răng 90o và 60o để đảm bảo khả năng lắp lẫn với các răng đai ốc 90o và 60o của chấu trên của mâm cặp. Tiêu chuẩn này cũng quy định kiểm hình học cho mâm cặp tự định tâm vận hành bằng máy có hai hoặc nhiều hơn hai chấu cặp (loại khía răng cưa) có tham chiếu TCVN 7011-1:2007, và áp dụng dung sai tương ứng.
2. Tài liệu viện dẫn
Trong tiêu chuẩn này viện dẫn các tài liệu sau, đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 7011-1:2007 (ISO 230-1:1996) Qui tắc kiểm máy công cụ - Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh.
TCVN 4683 - 3:2008 (ISO 965-3:1998) Ren hệ mét thông dụng ISO - Dung sai - Phần 3: Dung sai đối với ren kết cấu.
3. Lưu ý chung
3.1. Đơn vị đo
Trong tiêu chuẩn này các kích thước và dung sai tính bằng milimét.
3.2. Kiểm hình học
Trong tiêu chuẩn này chỉ kiểm độ chính xác khi quay của mâm cặp, độ thẳng và độ định tâm của chi tiết gia công. Tiêu chuẩn này không áp dụng cho những quy định khác về động lực học như đo sự mất cân bằng trong quá trình quay hoặc đo lực kẹp.
3.3. Phép kiểm cần thực hiện
Không nhất thiết phải tiến hành tất cả các phép kiểm mâm cặp mô tả trong tiêu chuẩn này. Có thể lựa chọn trong tiêu chuẩn này các phép kiểm liên quan đến đặc điểm cần quan tâm của đối tượng được kiểm.
4. Cấp chính xác
Tiêu chuẩn này chỉ quy định một cấp chính xác.
5. Kích thước lắp lẫn
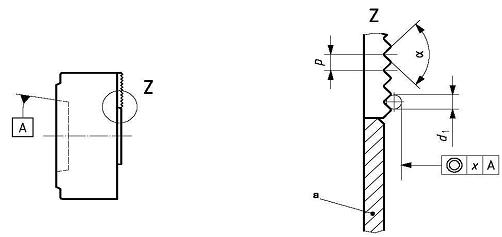
5.1. Răng cưa 90o - Kích thước
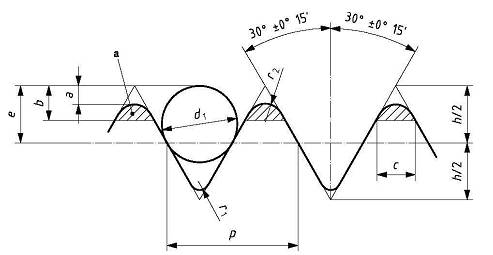
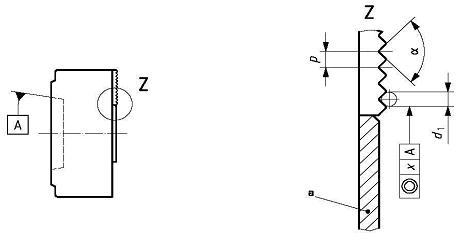
Các kích thước lắp lẫn được cho trên Hình 1 và trong Bảng 1.
a Bất kỳ profin nào nằm trong vùng gạch chéo đều chấp nhận được.
Hình 1 - Răng cưa 90o
Bảng 1 - Kích thước của răng cưa 90o
Ký hiệu | p | h/2 | r1 | Kích thước kiểm | c | d1a | e | ||
r2 | a | b | |||||||
1/16” x 90ob | 1,587 5 | 0,397 | 0,12 to 0,18 | 0,25 | 0,64 | 0,71 | 0,35 | 1,1 | 0,93 |
3/32” x 90ob | 2,3812 5 | 0,595 | 0,15 to 0,25 | 0,4 | 0,97 | 1,08 | 0,57 | 1,65 | 1,4 |
a Đường kính kim đo chỉ để tham khảo. Nếu sử dụng kim đo có đường kính không theo tiêu chuẩn, nhà sản xuất phải tính toán lại các kích thước hình học phù hợp với tiêu chuẩn này. b 1/16” và 3/32” vẫn được sử dụng mặc dù các ký hiệu này bắt nguồn từ các kích thước theo inch. | |||||||||
5.2. Răng cưa 90o - Sai lệch tích lũy cho phép của bước răng
Sai lệch cho phép của bước răng trên chiều dài đo và số răng đối với hai loại răng cưa 1/16”x 90o và 3/32”x 90o được cho trong Bảng 2.
Bảng 2 - Sai lệch cho phép đối với răng cưa 90o
Sai lệch cho phép | Ký hiệu | |||
1/16” x 90o | 3/32” x 90o | |||
Chiều dài đo | Số răng | Chiều dài đo | Số răng | |
± 0,008 ± 0,012 ± 0,016 ± 0,020 ± 0,024 ± 0,028 | 25,4 50,8 76,2 101,6 127 152,4 | 16 32 48 64 80 96 | 26,194 50,006 76,2 102,394 126,206 152,4 | 11 21 32 43 53 64 |
5.3. Răng cưa 60o - Kích thước
Các kích thước lắp lẫn được cho trên Hình 2 và Bảng 3.
a Bất kỳ profin nào nằm trong vùng gạch chéo đều chấp nhận được.
Hình 2 - Răng cưa 60o
Bảng 3- Kích thước của răng cưa 60o
Ký hiệu | p | h/2 | r1 | r2 | Kích thước kiểm | c | d1a | e | |
a | b | ||||||||
1,5 x 60o | 1,5 | 0,65 | 0,12 to 0,2 | 0,24 | 0,24 | 0,435 | 0,502 | 0,866 | 0,65 |
3 x 60o | 3 | 1,299 | 0,22 to 0,5 | 0,42 | 0,42 | 0,780 | 0,901 | 1,732 | 1,299 |
a Đường kính kim đo chỉ để tham khảo. Nếu sử dụng kim đo có đường kính không theo tiêu chuẩn, nhà sản xuất phải tính toán lại các kích thước hình học phù hợp với tiêu chuẩn này. | |||||||||
5.4. Răng cưa 60o - Sai lệch tích lũy cho phép của bước răng
Sai lệch cho phép của bước răng trên chiều dài đo và số răng đối với hai loại răng cưa 1,5 x 60o và 3 x 60o được cho trên Bảng 4.
Bảng 4 - Sai lệch cho phép đối với răng cưa 60o
Sai lệch cho phép | Ký hiệu | |||
1,5 x 60o | 3 x 60o | |||
Chiều dài đo | Số răng | Chiều dài đo | Số răng | |
± 0,008 ± 0,013 ± 0,018 ± 0,023 ± 0,028 | 30 60 90 120 150 | 20 40 60 80 100 | 30 60 90 120 150 | 10 20 30 40 50 |
5.5. Đai ốc chấu cặp - Kích thước
Các kích thước lắp lẫn của đai ốc chấu cặp tương ứng với đường kính danh nghĩa và răng chấu cặp cho trên Hình 3 và Bảng 5.
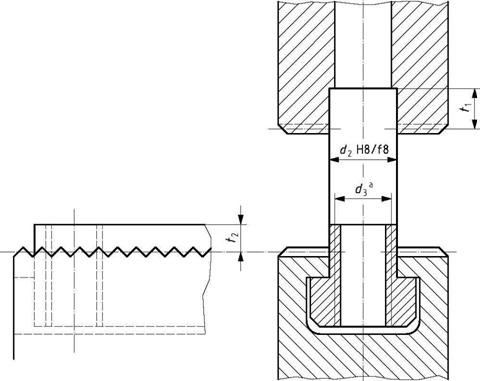
Hình 3 - Đai ốc chấu cặp
Bảng 5 - Kích thước đai ốc chấu cặp
Đường kính danh nghĩa của mâm cặp dnom | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | |
Đai ốc chấu cặp | d2 | 10 | 12 | 14 | 17 | 21 | 21 | 25,5 | 25,, | 25,5 | 25,5 |
t2 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | 3,5 | 3,5 | 3,5 | 3,5 | |
t1 | 4,5 | 4,5 | 4,5 | 4,5 | 4,5 | 4,5 | 5,5 | 5,5 | 5,5 | 5,5 | |
d3a | M6 | M8 | M10 | M12 | M16 | M16 | M20 | M20 | M20 | M20 | |
Ký hiệu răng | 1/16” x 90o 1,5 x 60o | 3/32” x 90o 3 x 60o | |||||||||
a Dung sai ren, 6H (xem TCVN 4683-3) | |||||||||||
6. Kiểm hình học
6.1. Trục kiểm
Trục kiểm phải được chế tạo từ thép đặc và được tôi cứng để không bị phá hỏng bề mặt do lực kẹp của chấu mâm cặp. Đường kính của trục kiểm phải xấp xỉ bằng 20 % đường kính danh nghĩa của mâm cặp hoặc theo sự thỏa thuận giữa khách hàng và nhà sản xuất. Độ chính xác của trục kiểm phải theo A.3 trong TCVN 7011-1:2007 đối với trục kiểm có đường kính tương tự.
Hình 4 - Dung sai của chấu kiểm
6.2. Độ chính xác của trục chính và mâm hoa mai
Để kiểm hình học cho mâm cặp kể cả khi mâm cặp quay, mâm cặp phải được lắp trực tiếp trên trục chính hoặc trục phụ. Độ đảo hướng kính trên đường kính ngoài của trục chính hay mâm hoa mai và độ đảo chiều trục tại bất kỳ điểm nào trên mặt mút của mâm hoa mai phải được kiểm tra như trong phép kiểm G 01và G 02.
6.3. Độ chính xác của thân mâm cặp
Phép kiểm G 1 và G 2 chỉ liên quan đến độ chính xác của thân mâm cặp. Nên thực hiện các phép kiểm này khi không có lực cặp.
6.4. Kiểm với chấu cặp kiểm trên (chấu cặp cứng)
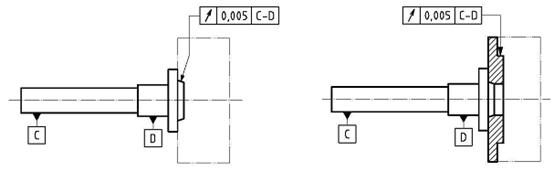
Kiểm hình học của chấu phải tiến hành với chấu kiểm có đầu phẳng được gia công tách rời khỏi mâm cặp, có độ cứng bề mặt (60 HRC đến 62 HRC) để không bị biến dạng dư bởi lực kẹp.
Lực kẹp phải bằng 67 % (2/3) lực kẹp lớn nhất của mâm cặp.
Kích thước cho vận hành của bộ chấu thử (kiểm) phải trong khoảng 0,005 mm (xem Hình 4).
6.5. Kiểm với chấu trên được gia công
Phép kiểm G 5 và G 6 tiến hành khi lắp chấu trên thành cặp với chấu dưới có đánh dấu tất cả được lắp trên mâm cặp. Cả bề mặt cặp và mặt hướng tâm của chấu trên phải theo các điều kiện cặp.
Lực cặp đối với chấu trên trong phép kiểm G 5 và G 6 phải bằng 67 % (2/3) lực cặp lớn nhất của mâm cặp.
Phép kiểm này chỉ rõ độ chính xác lớn nhất có thể của cơ cấu đôi chấu trên và chấu dưới. Trong trường hợp thay thế giữa chấu trên và chấu dưới sẽ làm giảm độ chính xác cặp của mâm cặp (phép kiểm G 3 không thể hiên đầy đủ).
Phép kiểm này sử dụng độ chính xác đã được công nhận đối với mâm cặp có đường kính quy định.
6.6. Kiểm khi không cần trục chính
Phép kiểm G 7 và G 8 không yêu cầu sử dụng trục chính nêu trong 6.2.
Đối tượng | G 01 |
Kiểm tra độ đảo hướng kính của đầu trục chính và mâm hoa mai. | |
Sơ đồ
| |
Dung sai 0,005
| |
Sai lệch phép đo
| |
Dụng cụ đo Đồng hồ so | |
Quan sát và tham chiếu TCVN 7011-1:2007 5.6.1.1.4 và 5.6.1.2.2 Đối với đầu trục chính côn, mũi kim của đồng hồ so phải đặt vuông góc với bề mặt kiểm.
| |
Đối tượng | G 02 |
Kiểm tra độ đảo mặt mút của đầu trục chính hoặc mâm hoa mai. | |
Sơ đồ
| |
Dung sai 0,005
| |
Sai lệch phép đo
| |
Dụng cụ đo Đồng hồ so | |
Quan sát và tham chiếu TCVN 7011-1:2007 5.6.3
| |
6.7. Độ chính xác của mâm cặp
Đối tượng | G 1 | |
Kiểm tra độ đảo hướng kính của đường kính ngoài.
| ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,02 0,03 0,04 0,05 0,06 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 CHÚ THÍCH Hai phép đo có thể tiến hành: a) với mâm cặp lắp trên trục chính hoặc b) đo trên máy đo. Kết quả của hai phép đo có thể khác nhau tùy thuộc dung sai của đầu trục chính và thân mâm cặp. | ||
Đối tượng | G 2 | |
Kiểm tra độ đảo mặt đầu của mặt mút mâm cặp. | ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,02 0,03 0,04 0,05 0,06 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 Đồng hồ so phải được đặt tại vị trí có đường kính lớn nhất có thể. CHÚ THÍCH Hai phép đo có thể tiến hành: a) với mâm cặp lắp trên trục chính hoặc b) đo trên máy đo. Kết quả của hai phép đo có thể khác nhau tùy thuộc dung sai của đầu trục chính và thân mâm cặp. | ||

Đối tượng | G 3 | |
Kiểm tra độ đảo hướng kính của trục kiểm được kẹp bằng chấu kiểm (gần chấu cặp). | ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,08 0,10 0,12 0,14 0,16 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 Để đảm bảo độ ổn định tối đa của chấu kẹp trên trục kiểm, phải có trục đỡ sau mâm cặp, khi cần có thể dùng tấm đỡ đặt trên nền. Phép thử này được thực hiện với khả năng lắp lẫn của chấu thử như được mô tả ở trên. Kết quả nhận được của phép thử này chỉ biểu diễn độ chính xác hình học của bộ mâm cặp bao gồm chấu cặp dưới. Sự tuân thủ dung sai như đã quy định cho phép thử này sẽ đảm bảo tính lắp lẫn của chấu cặp trên. Độ chính xác lực kẹp thực của mâm cặp có thể được xác định bằng cách sử dụng bộ chấu cặp xoay hoặc quay trên mâm cặp. | ||
Đối tượng | G 4 | |
Kiểm tra khoảng cách đều giữa các mặt đỉnh của chấu trên (đo với chấu kiểm). | ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,03 0,04 0,06 0,08 0,10 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 Để đảm bảo độ ổn định tối đa của chấu kẹp trên trục kiểm, phải có trục đỡ sau mâm cặp, khi cần có thể dùng tấm đỡ đặt trên nền. Đồng hồ so phải đặt tại vị trí có đường kính nhỏ nhất có thể. | ||
Đối tượng | G 5 | |
Kiểm tra độ đảo hướng kính của trục kiểm được kẹp bằng các chấu trên được gia công (gần chấu cặp). | ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,03 0,04 0,05 0,06 0,08 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 Phép thử G5 phải được lặp lại không ít hơn ba lần để kiểm tính lặp lại của kết quả kiểm; mỗi sai lệch đo được phải nằm trong phạm vi các số chỉ thị quy định của đồng hồ so. Xem 6.5. | ||
Đối tượng | G 6 | |
Kiểm tra độ đảo hướng kính của trục kiểm được kẹp bằng các chấu trên được gia công (gần chấu cặp). | ||
Sơ đồ
| ||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,03 0,04 0,05 0,06 0,08 | |
Sai lệch phép đo Đối với dnom = ….
| ||
Dụng cụ đo Đồng hồ so
| ||
Quan sát và tham chiếu TCVN 7011-1:2007 Phép thử G6 phải được lặp lại không ít hơn ba lần để kiểm tính lặp lại của kết quả kiểm; mỗi sai lệch đo được phải nằm trong phạm vi các số chỉ thị quy định của đồng hồ so. Xem 6.5. | ||
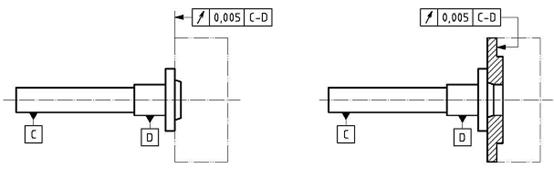
Đối tượng | G 7 | |||
Kiểm tra độ đảo hướng kính của răng cưa chấu dưới.
| ||||
Sơ đồ
| ||||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |||
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,08 0,10 0,12 0,14 0,16 | |||
Đường kính đồng hồ so nên dùng | d1 | p | a | |
1,1 1,65 0,866 1,732 | 1,587 5 (1/16”) 2,381 3 (3/32”) 1,5 3 | 90o 90o 60o 60o | ||
Dụng cụ đo Đồng hồ so trụ hoặc thiết bị đo phù hợp.
| ||||
Quan sát và tham chiếu TCVN 7011-1:2007 Tải đặt trước lên mâm cặp bằng 2/3 lực kẹp lớn nhất. Đĩa phụ được kẹp giữa các mặt mút trong của chấu cặp dưới. Vị trí của kim đo đồng hồ so phải đặt tại đường kính nhỏ nhất của răng. Các phép kiểm G3 và G7 có thể thay thế cho nhau. | ||||
Đối tượng | G 8 | |||
Kiểm tra khoảng cách đều giữa các mặt đỉnh của các chấu dưới và các mặt sau của mâm cặp. | ||||
Sơ đồ
a Đĩa phụ | ||||
Đường kính danh nghĩa mâm cặp | Dung sai x (cả vòng quay) | |||
dnom ≤ 125 125 <>dnom ≤ 200 200 <>dnom ≤ 315 315 <>dnom ≤ 500 500 <>dnom ≤ 800 | 0,08 0,10 0,12 0,14 0,16 | |||
Đường kính đồng hồ so nên dùng | d1 | p | a | |
1,1 1,65 0,866 1,732 | 1,587 5 (1/16”) 2,381 3 (3/32”) 1,5 3 | 90o 90o 60o 60o | ||
Dụng cụ đo Đồng hồ so trụ hoặc thiết bị đo phù hợp.
| ||||
Quan sát và tham chiếu TCVN 7011-1:2007 Tải đặt trước lên mâm cặp bằng 2/3 lực kẹp lớn nhất. Đĩa phụ được kẹp giữa các mặt mút trong của chấu cặp dưới. Vị trí của kim đo đồng hồ so phải đặt tại đường kính nhỏ nhất của răng. Các phép kiểm G4 và G8 có thể thay thế cho nhau. | ||||