Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 3229:2015 (ISO 1974:2012) về Giấy - Xác định độ bền xé - Phương pháp Elmendorf
TIÊU CHUẨN QUỐC GIA
TCVN 3229:2015
ISO 1974:2012
GIẤY - XÁC ĐỊNH ĐỘ BỀN XÉ - PHƯƠNG PHÁP ELMENDORF
Paper - Determination of tearing resistance Elmendorf method
Lời nói đầu
TCVN 3229:2015 thay thế cho TCVN 3229: 2007.
TCVN 3229:2015 hoàn toàn tương đương với ISO 1974:2012.
TCVN 3229:2015 do Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC6 Giấy và sản phẩm giấy biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
GIẤY - XÁC ĐỊNH ĐỘ BỀN XÉ - PHƯƠNG PHÁP ELMENDORF
Paper - Determination of tearing resistance Elmendorf method
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định độ bền xé (không theo mặt phẳng) của giấy. Tiêu chuẩn này cũng có thể áp dụng cho các tông định lượng thấp nếu độ bền xé nằm trong khoảng đo của thiết bị.
Tiêu chuẩn này không áp dụng cho các tông sóng, nhưng có thể áp dụng được cho các thành phần của các tông. Tiêu chuẩn này không thích hợp để xác định độ bền xé ngang của các loại giấy (hoặc các tông) có định hướng xơ sợi cao.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 1270 (ISO 536), Giấy và các tông - Xác định định lượng.
TCVN 3649 (ISO 186), Giấy và các tông - Lấy mẫu để xác định chất lượng trung bình.
TCVN 6725 (ISO 187), Giấy, các tông và bột giấy - Môi trường chuẩn để điều hòa và thử nghiệm, quy trình kiểm tra môi trường và điều hòa mẫu.
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1. Độ bền xé (tearing resistance)
Lực trung bình trên một tờ giấy, cần thiết để tiếp tục xé mẫu thử đã được cắt mồi ban đầu.
CHÚ THÍCH 1 Nếu vết cắt mồi ban đầu theo chiều dọc thì kết quả sẽ là độ bền xé theo chiều dọc; tương tự như vậy nếu vết cắt mồi ban đầu theo chiều ngang thì kết quả sẽ là độ bền xé theo chiều ngang.
CHÚ THÍCH 2 Giá trị độ bền xé được biểu thị bằng miliniutơn (mN).
3.2. Chỉ số độ bền xé (tear index)
Độ bền xé của giấy (hoặc các tông) chia cho định lượng của nó.
CHÚ THÍCH Chỉ số độ bền xé được biểu thị bằng miliniutơn mét vuông trên gam (mN.m2/g).
3.3. Mẫu thử (test piece)
Tập bốn tờ mẫu hình chữ nhật có cùng kích thước.
CHÚ THÍCH Kích thước mẫu thử phụ thuộc vào thiết kế ngàm kẹp của thiết bị thử (xem Điều 8).
4. Nguyên tắc
Cắt một vết cắt mồi trên mẫu thử (gồm bốn tờ mẫu xếp chồng lên nhau), sau đó vết cắt này được xé tiếp đến khoảng cách cho trước theo một đường xé đơn bằng một con lắc. Công thực hiện để xé mẫu thử xác định bởi năng lượng mất đi của con lắc.
Giá trị lực xé trung bình của một tờ mẫu được tính bằng cách chia công thực hiện cho chiều dài xé và số lượng tờ trong một mẫu thử.
a Lực xé
Hình 1 - Nguyên tắc của phương pháp Elmendorf
5. Thiết bị, dụng cụ
5.1. Thiết bị thử độ bền xé Elmendorf, có công suất phù hợp, gồm các phần sau.
5.1.1. Khung cố định, được đặt trên một bệ cứng và có cơ cấu chỉnh cân bằng. Khung này phải được giữ cố định trong suốt quá trình đo bởi chính khối lượng của nó hoặc bằng cách gắn thiết bị thử vào một khối cố định.
5.1.2. Con lắc, được lắp với khung. Con lắc được tạo hình theo nguyên tắc là một cung tròn và dao động tự do quanh một trục nằm ngang trên ổ đỡ ma sát thấp.
Để đảm bảo xác định được khoảng độ bền xé rộng, có thể sử dụng bộ các con lắc có lực khác nhau (xem Bảng 1), hoặc một con lắc có các quả nặng khác nhau. Kết quả phải nằm trong khoảng từ 20 % đến 80 % của giá trị đọc lớn nhất.
Bảng 1- Các công suất được khuyến cáo của con lắc
Công suất mN |
2000 |
4000 |
8000 |
16000 |
Các con lắc có thể có giá trị công suất khác ví dụ như 32000 mN. Có thể sử dụng các con lắc có công suất cao đối với các loại giấy có độ bền rất cao như giấy tẩm nhựa đường.
CHÚ THÍCH 1 Trong nhiều trường hợp, các con lắc có công suất lớn được sử dụng khi có nhiều hơn một mẫu thử, nghĩa là có nhiều hơn bốn tờ được xé cùng nhau. Tuy nhiên, điều đó không phù hợp với tiêu chuẩn này.
Các con lắc phải có chỗ để gắn các quả nặng hiệu chuẩn.
CHÚ THÍCH 2 Tổng công thực hiện của con lắc gồm công để xé mẫu thử, công để nâng và uốn mẫu thử cũng như công để thắng được lực ma sát giữa các cạnh xé của mẫu thử. Một số máy đo tổng công thực hiện còn bao gồm cả công để thắng được lực ma sát do mẫu thử cọ sát với con lắc khi thử nghiệm. Đây là nguyên nhân chính dẫn đến sai số của các thiết bị thử loại này, và các thiết bị đó không phù hợp theo tiêu chuẩn này. Các thiết bị thử được cải tiến để loại bỏ vấn đề này đều có thể sử dụng được.
5.1.3. Chốt hãm, để giữ con lắc khi nó được nâng từ vị trí cân bằng lên vị trí bắt đầu và có thể ngay lập tức giải phóng được con lắc.
5.1.4. Hai má kẹp mẫu, một má kẹp cố định được gắn vào khung máy và một má kẹp chuyển động được gắn vào con lắc. Má kẹp được gắn sao cho mẫu thử không được chạm vào con lắc hoặc khung máy khi mẫu bị uốn do lực xé.
Khi con lắc ở vị trí được nâng cao, hai má kẹp sẽ cách nhau một khoảng cách (2,8 ± 0,3) mm, thẳng hàng với mẫu thử được kẹp nằm trong mặt phẳng thẳng đứng và song song với trục của con lắc. Kích thước bề mặt của mỗi má kẹp có chiều rộng là 25 mm ± 1 mm hoặc 36 mm ± 1 mm và chiều sâu là 15 mm ± 1 mm, các bề mặt của má kẹp phải phẳng và song song với nhau. Khoảng cách giữa trục của con lắc và cạnh trên của má kẹp theo đường nằm ngang phải là ![]() mm. Đường thẳng giữa trục và cạnh trên của các má kẹp phải tạo thành góc (27,5 ± 0,5)° so với chiều thẳng đứng.
mm. Đường thẳng giữa trục và cạnh trên của các má kẹp phải tạo thành góc (27,5 ± 0,5)° so với chiều thẳng đứng.
CHÚ THÍCH Dung sai không đối xứng đối với khoảng cách giữa trục con lắc và cạnh trên của các má kẹp, được lấy từ các từ giá trị phù hợp đối với thiết bị Elmendorf cơ bản, nghĩa là 102,7 mm, có tính đến các loại thiết bị khác nhau hiện có trên thị trường khi duy trì giá trị này trong khoảng yêu cầu tại cùng thời điểm.
Các má kẹp phải kẹp được mẫu thử với lực đủ để không làm cho mẫu thử bị trượt trong quá trình thử.
5.1.5. Dao cắt (xem Hình 2), nếu có, phải nằm ở giữa các má kẹp mẫu và được gắn trên khung máy sao cho khi mẫu thử được kẹp vào trong má kẹp với con lắc ở vị trí bắt đầu nâng cao thì có thể thực hiện được đường cắt mồi ban đầu ở cạnh dưới của mẫu thử.
Dao cắt phải được điều chỉnh sao cho chiều dài xé sau khi cắt là (43,0 ± 0,5) mm khi cạnh dưới của mẫu thử áp vào đáy của má kẹp.
5.1.6. Cách thức thể hiện giá trị lớn nhất [giá trị đọc trên thang đo, A trong công thức (2)], đi từ đầu này đến đầu kia do con lắc dao động khi được thả ra, ví dụ như kim chỉ lực, hoặc cơ cấu đọc trực tiếp giá trị độ bền xé [giá trị F trong công thức (1)], ví dụ như bộ chuyển đổi đầu ra.
5.2. Dụng cụ chuẩn bị mẫu thử, ví dụ như khuôn, máy xén hoặc dưỡng và dao cắt có khả năng cắt được mẫu theo kích thước yêu cầu (xem Hình 2).
6. Lấy mẫu
Nếu phép thử được thực hiện để đánh giá một lô sản phẩm, thì lấy mẫu theo TCVN 3649 (ISO 186). Nếu phép thử được tiến hành trên mẫu kiểu khác thì lấy mẫu sao cho mẫu thử đại diện cho mẫu được thử nghiệm.
7. Điều hòa mẫu
Điều hòa mẫu theo TCVN 6725 (ISO 187). Giữ mẫu trong môi trường quy định trong suốt thời gian thử nghiệm.
Phép thử này cũng giống như các phép thử cơ học khác rất nhạy với sự thay đổi độ ẩm của mẫu thử. Cầm mẫu cẩn thận và không chạm tay trần vào phạm vi thử nghiệm của mẫu thử. Để mẫu thử cách xa chỗ ẩm, nóng và các yếu tố ảnh hưởng khác mà có thể làm thay đổi độ ẩm của mẫu thử.
Kích thước tính bằng milimét
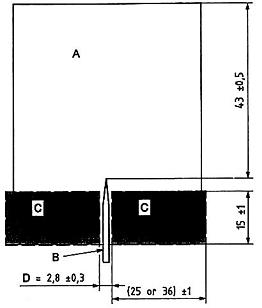
CHÚ DẪN
A Mẫu thử
B Dao
C Kẹp
D Khoảng cách giữa các kẹp
Hình 2 - Kích thước quan trọng của mẫu thử, dao và kẹp
8. Chuẩn bị mẫu thử
Chuẩn bị mẫu thử trong môi trường giống môi trường được sử dụng để điều hòa mẫu. Nếu yêu cầu xác định chỉ số độ bền xé thì tiến hành xác định định lượng mẫu theo TCVN 1270 (ISO 536).
Diện tích của mẫu để từ đó cắt mẫu thử không được có vết nhăn, vết gấp hoặc khuyết tật nhìn thấy khác và mẫu thử phải được cắt cách mép của tờ giấy hoặc cuộn giấy ít nhất là 15 mm. Nếu mẫu có hình bóng nước thì phải ghi vào báo cáo thử nghiệm.
Phân biết hai mặt của mẫu theo phương pháp thích hợp, ví dụ mặt số một và mặt số hai và xếp mẫu theo cùng một mặt. Từ mẫu này cắt bốn tờ mẫu thử hình chữ nhật cùng kích thước. Chiều rộng của mỗi tờ là (50 ± 2) mm hoặc (76 ± 2) mm (tùy thuộc vào kích thước của kẹp là 25 mm hoặc 36 mm) (xem Hình 2). Các cạnh của mỗi tờ phải song song với hướng thử nghiệm yêu cầu và phải có chiều dài sao cho sau khi cắt vết cắt mồi ban đầu ở một đầu ngay từ khi chuẩn bị mẫu thử hoặc bằng dao gắn kèm với con lắc thì phần còn lại của mẫu thử có chiều dài chưa xé là (43,0 ± 0,5) mm. Chiều dài tờ mẫu thử là tổng của chiều sâu kẹp, đường cắt mồi ban đầu và chiều dài chưa xé. Xếp các tờ đã cắt thành tập gồm bốn tờ theo cùng chiều và cùng một mặt để tạo thành mẫu thử.
Một cách chuẩn bị khác là xếp bốn tờ mẫu với chiều dọc song song nhau và theo cùng một mặt, sau đó cắt mẫu thử cùng một lúc như mô tả ở trên. Đường chưa xé phải theo đúng yêu cầu ở trên.
Các cạnh của các tờ trong mẫu thử phải tách rời nhau và không được dính vào nhau.
Cắt số lượng mẫu thử phù hợp như định nghĩa trong 3.3, để xác định được tối thiểu 10 giá trị đọc theo mỗi chiều quy định (nghĩa là có ít nhất 40 tờ theo mỗi chiều).
CHÚ THÍCH Độ bền xé biểu kiến phụ thuộc vào số lượng tờ được xé đồng thời. Với một số loại giấy, chênh lệch độ bền xé biểu kiến khi một tờ và bốn tờ bị xé cùng một lúc có thể lớn hơn 20 %. So sánh kết quả khi xé bốn tờ và hai tờ hoặc nhiều hơn (lên đến 16 tờ) cho thấy sự chênh lệch nhỏ hơn khi so sánh giữa xé một tờ và bốn tờ, nhưng sự sai khác này có thể vẫn đáng kể.
9. Điều chỉnh và hiệu chuẩn thiết bị
Kiểm tra thiết bị theo mô tả trong Phụ lục A.
Nếu cần thiết, hiệu chuẩn thiết bị theo mô tả trong Phụ lục B.
10. Cách tiến hành
Tiến hành thử nghiệm trong môi trường giống với môi trường dùng để điều hòa mẫu.
Chọn con lắc thích hợp hoặc tổ hợp con lắc/khối lượng tăng thêm sao cho các giá trị đo đọc được nằm trong khoảng từ 20 % đến 80 % giá trị lớn nhất của thang đo. Các giá trị nằm ngoài khoảng giới hạn này phải được ghi chú trong báo cáo thử nghiệm.
Nâng con lắc lên vị trí bắt đầu và giữ con lắc bằng chốt. Kẹp mẫu thử (gồm bốn tờ) vào các kẹp. Nếu đường cắt được tạo trước thì nó phải ở chính giữa kẹp trên khung máy và kẹp trên con lắc. Vặn chặt các kẹp. Vận hành dao cắt để tạo đường cắt mồi ban đầu như quy định. Đặt kim chỉ lực nếu có, tì vào thanh chặn.
Ấn ngay cơ cấu thả con lắc và để con lắc rơi xuống. Dùng tay nhẹ nhàng bắt con lắc khi nó dao động trở lại mà không làm ảnh hưởng đến vị trí của kim chỉ lực. Ghi lại giá trị đọc là độ bền xé hoặc giá trị trên thang đo.
Để con lắc và kim chỉ lực trở lại vị trí ban đầu và lấy mẫu đã được xé ra. Lặp lại quy trình này đối với chín mẫu thử còn lại, định hướng sao cho một mặt xác định của mẫu thử lần lượt hướng vào con lắc và hướng ngược lại.
Kiểm tra đường xé của mẫu thử. Đường xé có thể bị lệch khỏi hướng cắt mồi ban đầu. Nếu lệch quá 10 mm một hoặc hai lần trong mười lần thử thì bỏ các kết quả đó và tiến hành thử tiếp để thu được 10 giá trị đo. Nếu có nhiều hơn hai lần đo lệch quá 10 mm thì lấy các giá trị đó và ghi vào báo cáo thử nghiệm.
Nếu thay vì hiện tượng xé thông thường, một số tờ mẫu thử bị tách rời để lộ một mặt xé rộng (hiệu ứng này gọi là “skinning”) thì áp dụng tiêu chí nêu trong đoạn trước đối với tâm trung bình của dải xé xuyên suốt mẫu thử.
Nếu sử dụng con lắc có sẵn hoặc tổ hợp con lắc/khối lượng tăng thêm để thử độ bền xé của mẫu mà cho kết quả không thích hợp khi sử dụng mẫu thử gồm bốn tờ thì có thể thử với số tờ trong mỗi mẫu thử nhiều hơn hoặc ít hơn. Nếu có thay đổi thì ghi rõ trong báo cáo thử nghiệm.
Nếu các tờ mẫu bị cong, uốn nhẹ lại trên kẹp để tờ mẫu ngả về phía trước nhưng không cách xa con lắc. Khi uốn tránh không làm ảnh hưởng đến độ ẩm của vùng thử.
11. Tính toán và biểu thị kết quả
11.1. Độ bền xé
Tính toán và báo cáo độ bền xé riêng theo chiều dọc và chiều ngang như quy định.
11.1.1. Đối với giá trị đọc là độ bền xé
Đối với các thiết bị thử khi giá trị đọc là độ bền xé, tính giá trị trung bình của các giá trị đọc được. Sau đó tính độ bền xé cho một tờ, F, tính bằng miliniutơn theo công thức sau (1):
![]() (1)
(1)
Trong đó:
![]() là giá trị đọc trung bình (thường của 10 giá trị đọc), tính bằng miliniutơn;
là giá trị đọc trung bình (thường của 10 giá trị đọc), tính bằng miliniutơn;
n là số tờ trong mỗi mẫu thử (thường là 4).
Báo cáo độ bền xé theo miliniutơn, đến ba chữ số có nghĩa.
11.1.2. Đối với giá trị ở trên thang đo
Đối với thiết bị đo khi giá trị đọc là vạch trên thang đo, tính giá trị trung bình các giá trị đọc trên thang đo. Sau đó tính độ bền xé F, theo công thức (2):
![]() (2)
(2)
Trong đó
![]() là giá trị trung bình đọc trên thang đo;
là giá trị trung bình đọc trên thang đo;
p là hệ số của con lắc (thường có giá trị là 4, 8, 16 hoặc 32).
Báo cáo độ bền xé, theo miliniutơn, đến ba chữ số có nghĩa.
11.2. Chỉ số độ bền xé
Nếu có yêu cầu, tính toán và báo cáo chỉ số độ bền xé riêng theo chiều dọc và theo chiều ngang, sử dụng công thức (3):
![]() (3)
(3)
Trong đó
X là chỉ số độ bền xé, tính bằng miliniutơn mét vuông trên gam (mN.m2/g);
g là định lượng, tính bằng gam trên mét vuông (g/m2) được xác định theo TCVN 1270 (ISO 536).
Báo cáo chỉ số độ bền xé, theo miliniutơn mét vuông trên gam (mN.m2/g), đến ba chữ số có nghĩa.
11.3. Hệ số sai khác
Tính toán hệ số sai khác từ giá trị độ bền xé hoặc từ giá trị đọc trên thang đo. Biểu thị hệ số sai khác theo phần trăm (độ lệch chuẩn x 100/giá trị trung bình).
12. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) Viện dẫn tiêu chuẩn này;
b) Thời gian và địa điểm thử nghiệm;
c) Môi trường điều hòa được sử dụng;
d) Mô tả và nhận biết vật liệu thử, gồm cả định lượng nếu yêu cầu báo cáo chỉ số độ bền xé;
e) Số lượng các lần thử lặp lại nếu không phải là mười lần;
f) Số lượng tờ được xé đồng thời nếu không phải là bốn;
g) Giá trị độ bền xé theo chiều dọc và theo chiều ngang theo 11.1;
h) Nếu có yêu cầu, báo cáo chỉ số độ bền xé theo 11.2;
i) Hệ số sai khác của các kết quả theo 11.3;
j) Con lắc (số model, hệ số con lắc) và/hoặc công suất của con lắc;
k) Có giá trị đo nào không nằm trong khoảng từ 20 % đến 80 % giá trị đọc lớn nhất của thang đo hay không;
l) Độ lệch của đường xé lớn hơn 10 mm so với đường cắt mồi ban đầu hoặc hiện tượng “skinning” có xảy ra hay không;
m) Bất kỳ sai khác nào so với tiêu chuẩn này hoặc hiện tượng bất kỳ ảnh hưởng đến kết quả thử.
Phụ lục A
(quy định)
Điều chỉnh và bảo dưỡng thiết bị thử độ bền xé Elmendorf
A.1. Kiểm tra
Kiểm tra các bộ phận sau đây và điều chỉnh nếu cần thiết.
a) Kiểm tra để đảm bảo trục của con lắc không bị cong.
b) Kiểm tra khoảng cách giữa hai kẹp phải là 2,8 mm ± 0,3 mm và phải thẳng hàng khi con lắc ở vị trí bắt đầu.
c) Bảo đảm kim chỉ lực không bị hỏng và được gắn chặt với ống bọc ngoài, nếu có.
d) Nếu có lắp dao, kiểm tra để đảm bảo dao đã được lắp chặt và lưỡi dao cắt phải sắc, không bị hư hỏng. Dao phải nằm ở chính giữa và vuông góc với cạnh trên của các kẹp mẫu. Nếu yêu cầu phải mài dao, đảm bảo rằng sau khi lắp lại, chiều dài của phần không cắt phải đúng theo quy định trong Điều 8.
e) Đối với các thiết bị đo có lắp bộ phận chuyển đổi, kiểm tra việc lắp đặt và vận hành theo đúng hướng dẫn của nhà sản xuất.
A.2. Chỉnh cân bằng
Đặt thiết bị thử trên bàn cứng và nếu có thể thì gắn chặt thiết bị đo vào bàn.
Với kẹp con lắc không có mẫu và được khóa lại và bộ phận chặn con lắc được đẩy xuống, điều chỉnh vị trí của thiết bị sao cho con lắc được treo thẳng đứng và dấu trên con lắc trùng với thân đế. Giữ cho bộ phận chặn con lắc được đẩy xuống, di chuyển con lắc nhẹ nhàng và kiểm tra sao cho dấu vẫn trùng nhau sau khi con lắc trở lại vị trí dừng.
Kim chỉ lực phải được quay hướng thẳng đứng lên trên trong khi vận hành thiết bị.
Với các thiết bị có màn hình kỹ thuật số, chỉnh cân bằng thiết bị theo đúng hướng dẫn của nhà sản xuất.
A.3. Điều chỉnh điểm zero
Sau khi điều chỉnh cân bằng, vận hành thiết bị đo một vài lần với ngàm kẹp con lắc không có mẫu và được khóa lại. Nếu kim chỉ lực không chỉ về zero, thì điều chỉnh cần dừng cho đến khi kim chỉ lực chỉ về điểm zero. Không được thay đổi vị trí cân bằng của thiết bị để điều chỉnh về điểm zero.
Đối với các thiết bị có màn hình kỹ thuật số thì kiểm tra và điều chỉnh về điểm zero theo hướng dẫn của nhà sản xuất.
A.4. Ma sát của con lắc
Vạch một dấu đối chiếu trên cơ cấu thả con lắc cách chốt hãm con lắc một khoảng 25 mm về phía bên phải. Thả con lắc, để kim chỉ lực quay, sao cho nó ở vị trí hướng thẳng đứng lên trên và đưa con lắc về vị trí ban đầu. Khi thả con lắc và giữ cơ cấu thả đẩy xuống, con lắc phải dao động hoàn thiện được ít nhất 35 lần trước khi cạnh của con lắc, phần ăn khớp với chốt hãm con lắc không vượt quá về bên trái của dấu đối chiếu. Nếu không được như vậy phải làm sạch, tra dầu hoặc điều chỉnh trục đỡ phù hợp với loại thiết bị.
Đối với thiết bị có màn hình kỹ thuật số, nếu cần thiết có thể vạch dấu đối chiếu tại vị trí nào đó không phải trên cơ cấu thả con lắc và cũng có thể đánh dấu trên con lắc.
Một số thiết bị (kiểu dây đai và mã hóa) có “sự hiệu chuẩn zero” để hạn chế ảnh hưởng của các dạng ma sát khác nhau. Với các loại thiết bị này phép thử được bắt đầu bằng cách để cho con lắc dao động không có mẫu thử. (Ở đây có sự kết nối giữa con lắc và bộ mã hóa gia số). Thiết bị sẽ giữ các giá trị này làm giá trị đối chiếu trong bộ nhớ của chúng. Khi thử giấy thông thường trên thiết bị này, các giá trị đối chiếu được trừ từ giá trị đo được. Nếu thiết bị đo được trang bị bộ phận kẹp vận hành bằng khí nén, kiểm tra để hệ thống ống sử dụng không gây cản trở cho con lắc.
A.5. Ma sát của kim chỉ lực (nếu có)
Kiểm tra việc đặt điểm zero như trong A.3. Đặt con lắc vào vị trí ban đầu với kẹp không có mẫu thử và được khóa và kim chỉ lực ở vị trí zero. Thả cơ cấu và chặn trước khi con lắc thực hiện dao động hoàn toàn trở lại về bên trái. Đánh giá khoảng cách mà kim chỉ lực bị lệch so với điểm zero. Độ lệch này phải nằm trong khoảng từ bốn đến tám vạch của thang đo.
CHÚ THÍCH Không được tra dầu vào ổ trục của kim chỉ lực nhưng có thể nhỏ một giọt dầu đồng hồ vào chốt để kim chỉ lực chuyển động lên xuống được dễ dàng.
Ma sát quá thấp của kim chỉ lực thường là do bị mòn hoặc do sự nén của lớp đệm và được khắc phục bằng cách làm nhám hoặc thay thế lớp đệm.
Sau khi điều chỉnh ma sát của kim chỉ lực, kiểm tra điểm zero của thiết bị thử.
A.6. Chiều dài xé
Kiểm tra chiều dài xé, nghĩa là chiều dài sau khi đã cắt mồi ban đầu phải là 43,0 mm ± 0,5 mm. Nếu không đảm bảo được điều này thì phải điều chỉnh dao cắt gắn kèm, khuôn, dưỡng hoặc máy xén sử dụng.
Phụ lục B
(quy định)
Hiệu chuẩn thiết bị thử độ bền xé Elmendorf
B.1. Hiệu chuẩn bằng các quả nặng chuẩn
Việc hiệu chuẩn toàn bộ thiết bị có thể được kiểm tra bằng cách đo công thực hiện bởi con lắc theo các vật nặng chuẩn khác nhau được gắn vào con lắc.
Chỉ số đọc trên thang đo được so sánh với công thực hiện. Một số thiết bị thử độ bền xé có các lỗ ren để lắp các quả nặng chuẩn.
Vị trí trọng tâm của quả nặng được gắn vào phải biết trước.
Kiểm tra thiết bị theo quy định trong Phụ lục A. Với quả nặng chuẩn đã được gắn vào con lắc, vận hành thiết bị với kẹp đã khóa và không có mẫu, xác định giá trị đọc trên thang đo và chiều cao phía trên bề mặt phẳng mốc nằm ngang của trọng tâm quả nặng gắn thêm tương ứng với giá trị đọc trên thang đo.
Đối với các thiết bị có thang đo theo miliniutơn, tính toán giá trị đọc chính xác trên thang đo, Y, theo công thức sau
![]() (B.1)
(B.1)
Trong đó
Y là giá trị đọc chính xác trên thang đo (đơn vị thang đo);
m là khối lượng của quả nặng chuẩn, tính bằng kilogam;
h là chiều cao của trọng tâm quả nặng gắn vào ở phía trên đường mốc nằm ngang, khi con lắc ở vị trí cho giá trị đọc được trên thang đo Y, tính bằng mét;
H là chiều cao của trọng tâm quả nặng gắn vào ở phía trên đường mốc nằm ngang, khi con lắc ở vị trí ban đầu, tính bằng mét;
p là hệ số con lắc (xem 11.1.2);
0,086 là khoảng cách của kẹp con lắc chuyển động khi mẫu thử bị xé 43,0 mm, tính bằng mét.
Lặp lại với các quả nặng chuẩn khác và vẽ đồ thị của (h - H) đối với các giá trị đọc khác nhau trên thang đo.
Đối với việc kiểm tra hiệu chuẩn thường xuyên thì chỉ cần xác định giá trị đọc trên thang đo đối với quả nặng chuẩn gắn thêm cho trước để có giá trị đọc tương ứng của (h - H) và sử dụng giá trị này để tính sai số.
Giá trị đọc đo được và giá trị đọc chỉ trên thang đo phải nằm trong khoảng ± 1 %. Nếu không đúng như vậy, phải tìm ra lỗi và khắc phục nếu có thể. Nếu không thì chuẩn bị đồ thị hiệu chỉnh và điều chỉnh các kết quả theo đồ thị.
Với các thiết bị có màn hình kỹ thuật số, không được hiệu chuẩn thường xuyên theo cách trên vì đó là hệ thống điện tử. Trong trường hợp này, phương pháp hiệu chuẩn thay thế được quy định bởi nhà sản xuất, miễn là giá trị của các phương pháp đó có thể được chứng minh.
B.2. Hiệu chuẩn bằng các quả nặng chuẩn có chốt
Bộ các quả nặng chuẩn đã được hiệu chuẩn đến giá trị xác định và kết cấu có chốt để lắp khít với kẹp con lắc phải sẵn có. Khi sử dụng các quả nặng đó, kiểm tra sự hiệu chuẩn của thiết bị như sau:
Cài đặt thiết bị và kiểm tra như mô tả trong Phụ lục A. Nâng con lắc đến vị trí bắt đầu và lắp các quả nặng kiểm tra vào kẹp. Vận hành thiết bị và xác định giá trị đọc trên thang đo. Lặp lại với các quả nặng chuẩn khác trong bộ các quả nặng chuẩn. Các giá trị đọc được trên thang đo phải đúng với các giá trị xác định của các quả nặng chuẩn nằm trong khoảng ± 1 %. Nếu không đúng như vậy, phải tìm ra lỗi và khắc phục, nếu có thể. Nếu không thì chuẩn bị đồ thị hiệu chỉnh và điều chỉnh các kết quả theo đồ thị.
Phụ lục C
(tham khảo)
Độ chụm
C.1. Quy định chung
Các tính toán sau đây được thực hiện theo ISO/TR 24498 [2] và TAPPI T 1200 [3].
Khi sử dụng các dữ liệu từ CEPI-CTS, chương trình thử nghiệm so sánh của Liên minh các ngành công nghiệp giấy Châu Âu, cần phải tính lại các dữ liệu này để đưa ra các giới hạn độ lặp lại và giới hạn độ tái lập:
Giới hạn độ lặp lại r có thể được tính toán theo công thức: ![]() trong một phòng thí nghiệm
trong một phòng thí nghiệm
Giới hạn độ tái lập R có thể được tính toán theo công thức: ![]()
Độ lệch chuẩn của độ lặp lại được nêu trong Bảng C.1 và C.2 là độ lệch chuẩn của độ lặp lại “vùng dữ liệu”; nghĩa là độ lệch chuẩn này được tính bằng căn bậc hai độ lệch chuẩn của các phòng thí nghiệm tham gia. Định nghĩa này khác với định nghĩa thông thường về độ lặp lại trong TCVN 6910-1 (ISO 5725-1) [4].
Giới hạn độ lặp lại và giới hạn độ tái lập được báo cáo là các đánh giá về chênh lệch lớn nhất được mong muốn trong số 19 trường hợp của 20 trường hợp khi so sánh hai kết quả thử nghiệm của vật liệu tương tự trong điều kiện thử nghiệm tương tự. Các đánh giá này có thể không đúng đối với các vật liệu khác nhau hoặc điều kiện thử nghiệm khác nhau.
Giới hạn độ lặp lại và giới hạn độ tái lập được tính bằng cách nhân độ lệch chuẩn của độ lặp lại và độ tái lập với 2,77.
CHÚ THÍCH 2,77 = 1,96![]() , với điều kiện là các kết quả thử nghiệm được phân bố đều và độ lệch chuẩn s dựa trên số lượng lớn các phép thử.
, với điều kiện là các kết quả thử nghiệm được phân bố đều và độ lệch chuẩn s dựa trên số lượng lớn các phép thử.
C.2. Dữ liệu từ CEPI-CTS
Trong năm 2010, 17 phòng thí nghiệm từ 14 nước Châu Âu đã tiến hành thử nghiệm bốn mẫu. Đối với mỗi mẫu đo 10 mẫu thử. Dữ liệu về độ bền xé đã nhận được từ CEPI-CTS, chương trình thử nghiệm so sánh của Liên minh các ngành công nghiệp giấy Châu Âu.
Bảng C.1 - Đánh giá về độ lặp lại (số liệu CEPI-CTS)
Mẫu | Số phòng thí nghiệm | Giá trị trung bình kN/m | Độ lệch chuẩn sr kN/m | Hệ số sai khác CV,r % | Giới hạn độ lặp lại r kN/m |
Mẫu 1 a | 15 | 356 | 15,5 | 4,4 | 43,0 |
Mẫu 2 b | 17 | 895 | 16,4 | 1,8 | 45,5 |
Mẫu 3 c | 17 | 1299 | 30 | 2,3 | 83,2 |
Mẫu 4 d | 16 | 1828 | 58 | 3,2 | 160,8 |
a khoảng giá trị 320 ÷ 370. b khoảng giá trị 750 ÷ 900. c khoảng giá trị 1300 ÷ 1500. a khoảng giá trị 1700 ÷ 2000. | |||||
Bảng C.2 - Đánh giá về độ tái lập (số liệu CEPI-CTS)
Mẫu | Số phòng thí nghiệm | Giá trị trung bình kN/m | Độ lệch chuẩn sR kN/m | Hệ số sai khác CV,R % | Giới hạn độ lặp lại R kN/m |
Mẫu 1 a | 15 | 356 | 29,2 | 8,2 | 81,1 |
Mẫu 2 b | 17 | 895 | 45,6 | 5,1 | 126,5 |
Mẫu 3 c | 17 | 1299 | 64,4 | 5,0 | 178,5 |
Mẫu 4 d | 16 | 1838 | 150,6 | 8,2 | 417,5 |
a khoảng giá trị 320 ÷ 370. b khoảng giá trị 750 ÷ 900. c khoảng giá trị 1300 ÷ 1500. a khoảng giá trị 1700 ÷ 2000. | |||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] Elmendorf, A. Paper Trade Journal 70 (1920) 16, p.213
[2] ISO/TR 24498:2006, Paper, board and pulps - Estimation of uncertainty for test methods.
[3] TAPPI T 1200, Interlaboratory Evaluation of test methods to determine TAPPI repeatability and reproducibility.
[4] TCVN 6910-1:2001 (ISO 5725-1:1994), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 1: Nguyên tắc và định nghĩa chung.