Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 2387:1978 về Hệ thủy lực, khí nén và bôi trơn – Nối ống có vòng mím Pqư 40 mn/m2 (≈ 400 kg/cm2) – Yêu cầu kỹ thuật
TIÊU CHUẨN QUỐC GIA
TCVN 2387 : 1978
HỆ THỦY LỰC, KHÍ NÉN VÀ BÔI TRƠN – NỐI ỐNG CÓ VÒNG MÍM Pqư 40 MN/m2 (≈ 400 KG/Cm2) – YÊU CẦU KỸ THUẬT
![]()
|
Lời nói đầu
TCVN 2387 : 1978 do Cục Tiêu chuẩn biên soạn, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
HỆ THỦY LỰC, KHÍ NÉN VÀ BÔI TRƠN – NỐI ỐNG CÓ VÒNG MÍM Pqư− 40 MN/m2 (≈ 400 KG/Cm2) – YÊU CẦU KỸ THUẬT
![]()
|
Tiêu chuẩn này áp dụng cho việc nối các ống dẫn có vòng mím Pqư 40MN/m2 (≈ 400KG/cm2) làm việc trong điều kiện môi trường không ăn mòn ở nhiệt độ từ âm 400C đến dương 1200C.
1. Yêu cầu kỹ thuật
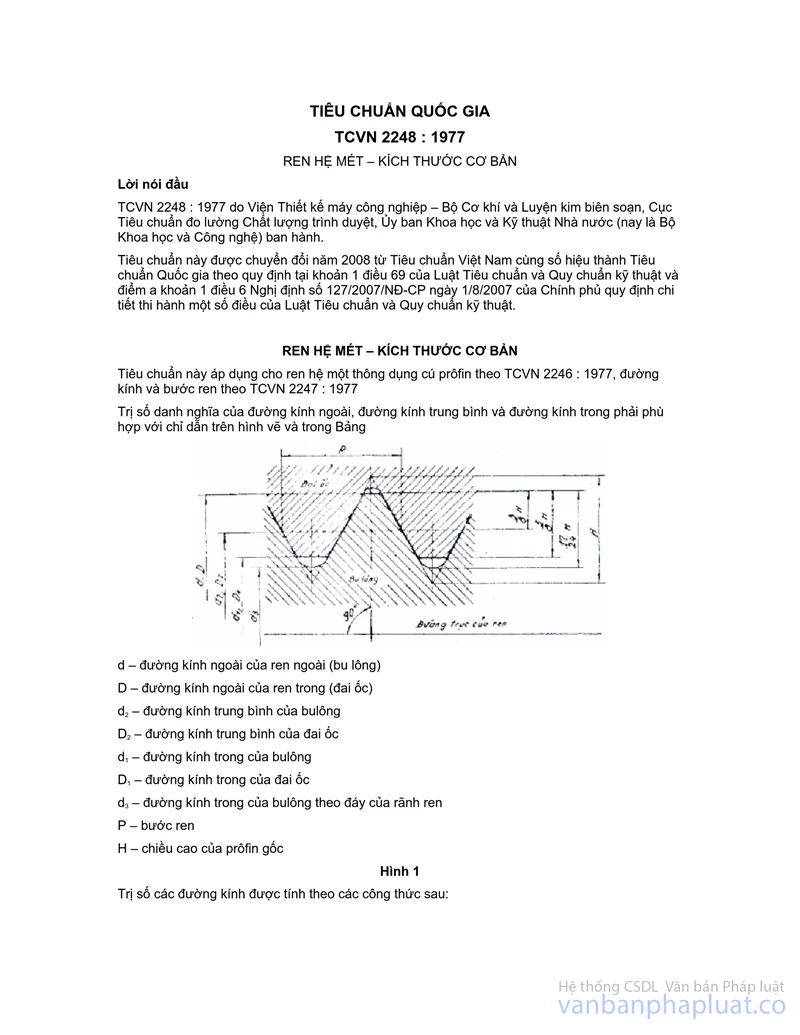
1.1. Các ống nối phải được chế tạo phù hợp với các yêu cầu của tiêu chuẩn này theo Hình 1 đã được duyệt theo thủ tục quy định.
1.2. Các ống và phụ tùng để nối các ống dẫn có vòng mím phải được chế tạo từ các vật liệu quy định trong Bảng 1.
1.3. Cho phép sử dụng các loại vật liệu khác để chế tạo các phụ tùng nối ống (trừ vòng mím) nếu như các đặc tính cơ học của chúng ở nhiệt độ làm việc không thấp hơn các đặc tính cơ học của các mác thép quy định trong Bảng 1.
1.4. Cho phép sử dụng các ống theo các tiêu chuẩn khác nhưng nhất thiết phải chỉnh lại các đầu ống đến kích thước có sai lệch giới hạn phù hợp với tiêu chuẩn này.
1.5. Sai lệch giới hạn đường kính ngoài của ống không được vượt quá ± 0,15 mm.
1.6. Bề mặt của sản phẩm phải sạch và không có vết lõm, vết sây sát, vết rỗ, vết nứt, rạn, các vết phân lớp, vết nhăn, gỉ và các biểu hiện của gỉ.
Không cho phép sửa các khuyết tật trên bằng cách hàn đắp hoặc là nguội.
Bảng 1
Loại phụ tùng | Vật liệu | Chủng loại vật liệu |
Vòng mím | Thép 40X Thép 12XH3A Thép A12 | Thỏi có cấp chính xác 4, theo tiêu chuẩn tương ứng. |
Đai ốc, nút ren, ống nối: không chuyển bậc, chuyển bậc, qua vách ngăn, cuối. | Thép 45 | Thỏi có cấp chính xác 5, theo tiêu chuẩn tương ứng. |
Phần nối góc, phần nối ba ngả, phần nối bốn ngả. | Thép 45 | − |
Ống. | Thép 20 | Ống kéo nguội có độ chính xác cao theo tiêu chuẩn tương ứng. |
CHÚ THÍCH: Tạm thời dùng các vật liệu theo các tiêu chuẩn hiện hành của Liên Xô hay tiêu chuẩn tương ứng của các nước khác cho đến khi ban hành tiêu chuẩn Quốc gia về vật liệu.
1.7. Trong các sản phẩm được chế tạo bằng phương pháp dập, độ nghiêng khi dập không được vượt quá 70. Độ chuyển dịch của mặt ráp khuôn theo quy định của tiêu chuẩn tương ứng.
1.8. Bán kính trên diện tích mặt phẳng “cặp vặn” ở phần nối ba ngả và phần nối góc được quy định trong bản vẽ chế tạo nhưng không được lớn hơn 1 mm đối với lỗ thông quy ước 3, 4, 5, 6, 8, 10 mm và không được lớn hơn 2 mm đối với lỗ thông quy ước 13, 16, 20 và 25 mm.
1.9. Độ lệch trục của đường kính lỗ thông đối với đường tâm của đường kính ngoài của sản phẩm dập chưa gia công không được lớn hơn 0,8 mm đối với chi tiết có lỗ thông quy ước đến 20 mm và 25 mm.
1.10. Độ lệch trục của trục lỗ tiện trong và đường kính ngoài đối với trục của đường kính lỗ thông theo tiêu chuẩn tương ứng.
1.11. Việc giảm mặt cắt của lỗ thông ở chỗ cắt nhau của các lỗ do không khoan tới, độ xê dịch của trục các lỗ hoặc các sai lệch khác không cho phép lớn hơn 5 %.
1.12. Sai lệch giới hạn của các góc theo đường trục của phần nối ba ngả và phần nối góc không lớn hơn ± 10.
1.13. Tất cả các cạnh sắc của chi tiết phải được mài cùn, còn các góc trong phải được làm tròn với bán kính 0,2 mm, nếu trên bản vẽ không ghi bán kính này.
1.14. Lớp phủ chống gỉ theo tiêu chuẩn tương ứng.
1.15. Kích thước và dung sai cho phụ tùng phải được quy định trong các tiêu chuẩn trước khi tiến hành làm lớp phủ.
1.16. Ren hệ mét theo TCVN 2248 : 1977. Dung sai cho ren theo cấp chính xác 2 TCVN 1917 : 1976.
1.17. Ren ống hình trụ theo TCVN 205 : 1966. Dung sai cho ren theo cấp chính xác 2.
1.18. Nhám bề mặt của ren không được thô hơn ∆7.
1.19. Ren của các chi tiết không được có rìa, rờm, bị đứt đoạn hoặc nát và có dấu hiệu gỉ.
1.20. Phần cuối ren, rãnh lùi dao và cạnh vát theo TCVN 2034 : 1978.
1.21. Sai lệch giới hạn các kích thước của các bề mặt được gia công không quy định dung sai:
Kích thước mặt bao: H12.
Kích thước mặt bị bao: h12.
Kích thước khác: ± ½ dung sai H15 = h15.
1.22. Sai lệch giới hạn cho kích thước “cặp vặn” theo tiêu chuẩn tương ứng.
1.23. Trạng thái các mặt không gia công của chi tiết làm từ các thỏi sáu mặt phải phù hợp với các yêu cầu đối với mặt thỏi trong tiêu chuẩn.
1.24. Các cạnh trong của vòng cắt không được có rìa thừa và bị sờn.
1.25. Lỗ thông quy ước theo TCVN 1286 : 1972.
1.26. Áp suất quy ước theo TCVN 1287 : 1972.
1.27. Trước khi lắp ráp các đầu nối ống dẫn, phải bôi mỡ vào các hốc của thân ống, ren ống nối và đai ốc, vòng mím và vòng đệm làm kín.
Loại mỡ được xác định riêng trong từng trường hợp, phụ thuộc vào điều kiện làm việc của ống nối.
Khi vận hành, nếu ống nối không sử dụng bất kỳ loại mỡ nào thì không nhất thiết phải thực hiện yêu cầu này.
1.28. Việc hãm các ống nối được thực hiện bằng dây kim loại KC0,8 – 1,2 hoặc X18H9T theo các tiêu chuẩn tương ứng (trường hợp cần thiết, có thể kết hợp với loại cồn dán đặc biệt hoặc chỉ dùng cồn dán đặc biệt), như đã nêu trong phụ lục của tiêu chuẩn này. Dây kim loại để hãm ống nối phải được xoắn lại ở trạng thái kéo căng và bảo hiểm cho mối nối ren khỏi bị tự vặn lỏng. Không cho phép làm gãy nứt và đập dẹt dây kim loại. Dấu kẹp chì phải được kẹp vào mặt phẳng nào đó còn các đầu của dây kim loại phải được uốn cong và kẹp vào dấu kẹp chì.
Dây kim loại phải bắt vào: lỗ đặc biệt đã được quy định trong kết cấu của sản phẩm; một chi tiết bất động nào đó của kết cấu (trong trường hợp cần thiết có thể sử dụng móc bằng dây kim loại).
1.29. Các chi tiết thành phẩm phải được bộ phận kiểm tra chất lượng của nhà máy chế tạo nghiệm thu. Bên cung cấp phải bảo đảm các sản phẩm sản xuất ra phù hợp với các yêu cầu của tiêu chuẩn này.
2. Phương pháp thử
2.1. Để kiểm tra sự phù hợp của các ống nối với yêu cầu tiêu chuẩn này và tài liệu kỹ thuật được duyệt theo thủ tục quy định, nhà máy chế tạo tiến hành các thử nghiệm sau: Thử điển hình, thử định kỳ và thử thường kỳ.
2.2. Thử điển hình cần được tiến hành khi đưa vào sản xuất mỗi kiểu nối ống mới cũng như khi thay đổi kết cấu, vật liệu và công nghệ chế tạo.
2.3. Thử định kỳ cần tiến hành ít nhất là một năm một lần.
2.4. Thử thường kỳ được tiến hành đối với tất cả các ống nối.
Bảng 2
Các chỉ tiêu | Loại thử | ||
Điển hình | Định kỳ | Thường kỳ | |
1. Hình dạng bên ngoài và kích thước lắp nối | x | x | x |
2. Độ bền và độ khít của các chi tiết thân | x | x | x |
3. Độ kín của ống nối khi lắp ráp | x | x | − |
4. Vặn nhiều lần | x | x | − |
5. Khối lượng | x | − | − |
CHÚ THÍCH: Dấu x ký hiệu việc kiểm tra các chỉ tiêu khi thử.
2.5. Các chỉ tiêu cần xác định khi thử phải phù hợp với Bảng 2.
2.6. Hình dạng bên ngoài được kiểm tra bằng xem xét bên ngoài ống nối.
2.7. Độ bền và độ khít của các chi tiết thân (phần nối góc, phần nối ba ngả v.v...) và độ kín của ống nối khi lắp ráp được kiểm tra bằng thử thuỷ lực. Tiến hành thử có chọn lọc theo lô sản phẩm.
2.8. Sản phẩm phải giữ được áp suất thử thuỷ lực theo TCVN 1287 : 1972.
2.9. Phải kiểm tra hình dạng bên ngoài đối với 100 % sản phẩm suất xưởng; đo và thử thủy lực 10 % sản phẩm trong lô đó nhưng không ít hơn 5 chiếc.
2.10. Khi không đạt kết quả thử dù chỉ một mẫu, phải tiến hành thử lại với số lượng mẫu gấp đôi được lấy từ lô sản phẩm đó. Kết quả thử lại là kết quả cuối cùng.
3. Ghi nhãn, bao gói, vận chuyển và bảo quản
3.1. Trên mỗi chi tiết phải ghi trị số lỗ thông quy ước. Cần phải ghi nhãn bằng phương pháp đóng vào. Ghi nhãn vào mặt của khối sáu mặt hoặc vào diện tích “cặp vặn”, trừ những chi tiết mà vị trí ghi nhãn đã chỉ dẫn trên hình vẽ.
3.2. Mỗi chi tiết phải được bọc trong giấy không thấm nước và đặt vào trong hòm chắc, trong hòm có trải lớp vật liệu chống ẩm. Cần phải bao gói chắc chắn không cho các chi tiết bị xê dịch trong bao bì khi vận chuyển. Phải đóng gói vào mỗi hòm những sản phẩm có cùng kiểu, cỡ. Khi cần thiết có thể cho vào một hòm những sản phẩm cùng kiểu nhưng có kích thước khác nhau; sản phẩm có cùng kích thước phải cho vào hộp riêng và có ghi chú cho phù hợp. Khối lượng của hòm không được quá 50 kg.
3.3. Trên mỗi hòm phải ghi bằng loại sơn bền mầu:
a) Dấu hiệu hàng hóa của nhà máy chế tạo;
b) Tên sản phẩm;
c) Số lượng sản phẩm trong bao bì;
d) Ngày đóng gói;
e) Khối lượng hòm cả bì.
3.4. Cần phải cho vào mỗi hòm 1 lý lịch ống có chữ ký của đại diện phòng kiểm tra chất lượng của nhà máy chế tạo và người đóng gói. Trong lý lịch ghi rõ:
a) Dấu hiệu hàng hóa của nhà máy chế tạo;
b) Số và ngày đưa lý lịch;
c) Tên sản phẩm;
d) Số hiệu tiêu chuẩn của sản phẩm;
e) Thời gian chế tạo;
g) Số lượng sản phẩm.
3.5. Bao gói và đóng hộp phải bảo đảm cho sản phẩm không bị hư hỏng khi vận chuyển và bảo quản.
3.6. Sản phẩm cần được bảo quản ở nơi kín và khô ráo không có các chất gây gỉ cho kim loại.
Phụ lục A
Ví dụ, lắp ráp ống với phụ tùng
Lắp ráp ống với phần nối không chuyển bậc | Lắp ráp ống với phần nối góc. |
|
|
1. Phần nối không chuyển bậc theo TCVN 2406:1978. 2. Đai ốc nối theo TCVN 2425:1978. | 1. Phần nối góc theo TCVN 2409:1978. 2. Đai ốc nối theo TCVN 2425:1978. |


Lắp ráp ống với phần nối ba ngả | Lắp ráp ống với phần nối. |
|
|
1. Phần nối không chuyển bậc ba ngả theo TCVN 2412:1978. 2. Đai ốc nối theo TCVN 2425:1978. | 1. Phần nối không chuyển bậc theo TCVN 2106:1978. 2. Đai ốc nối theo TCVN 2425:1978. 3. Vòng đệm kiểu I theo TCVN 2425:1978. |


Lắp ráp ống với phần nối góc cuối | Lắp ráp ống với phần nối cuối ba ngả. |
|
|
1. Phần nối góc cuối theo TCVN 2410:1978. 2. Đai ốc nối theo TCVN 2425:1978. 3. Đai ốc định vị theo TCVN 2426:1978. | 1. Phần nối ba ngả theo TCVN 2415:1978. 2. Đai ốc nối theo TCVN 2425:1978. 3. Đai ốc định vị theo TCVN 2426:1978. |


Lắp ráp ống với phần nối bốn ngả | Lắp ráp ống với phần nối cuối bốn ngả. |
|
|
1. Phần nối bốn ngả theo TCVN 2419:1978. 2. Đai ốc nối theo TCVN 2425:1978. | 1. Phần nối cuối bốn ngả theo TCVN 2419:1978. 2. Đai ốc nối theo TCVN 2425:1978. 3. Đai ốc định vị theo TCVN 2426:1978. |


Lắp ráp ống với phần nối qua vách ngăn | Lắp ráp ống với nút ren. |
|
|
1. Phần nối không chuyển bậc theo TCVN 2406:1978. 2. Đai ốc nối theo TCVN 2425:1978. 3. Đai ốc hãm theo TCVN 2427:1978. | 1. Nút ren theo TCVN 2423:1978. 2. Đai ốc nối theo TCVN 2425:1978. |


Hướng dẫn lắp ráp
Khi sử dụng đúng, nối ống dẫn có vòng mím đảm bảo độ kín tin cậy. Để đạt được độ kín này chỉ nên sử dụng ống thép chính xác theo tiêu chuẩn tương ứng với ứng xuất kéo đứt tạm thời (S) không nhỏ hơn 42 kg/mm2.
Khi lắp ráp ống nối cần phải thực hiện những điều kiện sau đây:
1. Các đầu ống phải được cắt thẳng góc
2. Phải lần lượt lắp vào đai ốc nối và vòng mím sao cho đầu của vòng quay về phía đai ốc, còn mép của vòng mím quay về phía đầu ống (Hình vẽ A.1).
3. Tất cả các chi tiết nối và đặc biệt là ren cần phải được bôi một lớp mỏng dầu công nghiệp 20 theo tiêu chuẩn tương ứng để giảm mômen xoắn khi lắp ráp.

Hình A.1
4. Khi lắp ráp lần đầu cần lắp ống vào thân ống nối đến tận cùng và vặn chặt đai ốc nối, điều này đặc biệt quan trọng khi lắp ráp ống thép có chiều dày thành 1 mm và đường kính ngoài 15 mm và lớn hơn bởi vì vòng mím cần phải cắt sâu tương đối vào ống và tạo nên rãnh mím. Sau đó cần mở ống nối ra để kiểm tra rãnh mím và lắp lại, khi vòng đã nằm vào chỗ vặn thêm từ 1/6 đến 1/3 vòng để kết thúc công việc.
5. Trong những trường hợp, khi lắp ráp ống nối đòi hỏi mômen xoắn lớn, nên tiến hành mím vòng sơ bộ vào ống trên êtô (Hình A.2). Như vậy việc lắp ráp ống nối theo chỗ lắp ráp có thể thực hiện được với mômen tương đối nhỏ.
Thiết bị dùng để mím sơ bộ trên êtô là một đầu ống nối làm từ thép đã được tôi (HB380).
Thiết bị này được kẹp cố định trên êtô cho phép ta không phải kẹp từng ống riêng mỗi khi mím vòng vào ống và như vậy cho phép làm giảm chi phí thời gian để mím vòng sơ bộ.
6. Khi sử dụng ống nối trên các ống có thành mỏng phải dùng trục gá đặt trong lòng ống để tính sự ép lún (vỡ) ở chỗ mím vòng.
7. Tháo lắp thường xuyên ống nối không ảnh hưởng đến chất lượng của nó. Đối với ống nối bị đốt nóng nhiều (thí dụ như trong máy máy ép khí nén, đường ống dẫn hơi nước v.v...) phải xiết ống lại một lần nữa sau lần đốt nóng đầu.

Hình A.2