Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 10268:2014 về Gối cầu kiểu chậu - Yều cầu kỹ thuật
TIÊU CHUẨN QUỐC GIA
TCVN 10268: 2014
GỐI CẦU KIỂU CHẬU - YÊU CẦU KỸ THUẬT
Pot Bearing - Specifications
Lời nói đầu
TCVN 10268:2014 do Viện Khoa học và Công nghệ Giao thông Vận tải biên soạn, Bộ Giao thông Vận tải đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ Công bố.
GỐI CẦU KIỂU CHẬU - YÊU CẦU KỸ THUẬT
Pot Bearing - Specifications
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu của gối cầu kiểu chậu với lực đẩy ngang lớn nhất bằng 10% của lực nén thẳng đứng, áp dụng cho việc kiểm tra, đánh giá chất tượng gối cầu kiểu chậu dùng trong xây dựng cầu đường bộ.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 10269:2014, Gối cầu kiểu chậu - Phương pháp thử
ASTM A 240, Standard Specification for Chromium and Chromium - Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications (Tiêu chuẩn kỹ thuật cho tấm dày, tấm mỏng, băng và thanh cán chịu áp lực của thép không gỉ crôm-nikel và thép không gỉ chịu nhiệt crôm).
ASTM A 709, Standard Specification for Structural Steel for Bridges (Tiêu chuẩn kỹ thuật cho cacbon và thép kết cấu định hình, tấm và thanh cường độ cao có hàm lượng hợp kim thấp và các tấm thép kết cấu hợp kim đã được tôi và nhiệt luyện cho cầu).
ASTM B 36, Standard Specification for Brass Plate, Sheet, Strip, And Rolled Bar (Tiêu chuẩn kỹ thuật cho tấm dày, tấm mỏng, băng và thanh cán của đồng thau).
ASTM B 121, Standard Specification for Leaded Brass Plate, Sheet, Strip, and Rolled Bar (Tiêu chuẩn kỹ thuật cho tấm dày, tấm mỏng, băng và thanh cán của đồng thau được mạ chì)
ASTM D 395, Standard Test Methods for Rubber Property - Compression Set (Tiêu chuẩn thí nghiệm cho đặc tính của cao su - Nén dư)
ASTM D 412, Standard Test Methods for Vulcanized. Rubber and Thermoplastic Elastomers - Tension (Tiêu chuẩn thí nghiệm cho cao su lưu hóa và cao su nhiệt dẻo và chất đàn hồi nhiệt dẻo - Thử kéo)
ASTM D 518, Standard Test Method for Rubber Deterioration Surface Cracking (Tiêu chuẩn thí nghiệm cho cao su phong hóa - Nứt bề mặt)
ASTM D 573, Standard Test Method for Rubber - Deterioration in an Air Oven (Tiêu chuẩn thí nghiệm cho cao su - Phong hóa trong tủ sấy)
ASTM D 638, Standard Test Method for Tensile Properties of Plastics (Tiêu chuẩn thí nghiệm xác định đặc tính chịu kéo của chất dẻo)
ASTM D 746, Standard Test Method for Brittleness Temperature of Plastics and Elastomers by Impact (Tiêu chuẩn thí nghiệm xác định nhiệt độ dòn của chất dẻo và cao su bằng phương pháp va đập)
ASTM D 792, Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement (Tiêu chuẩn thí nghiệm xác định tỷ trọng (tỷ trọng tương đối) và khối lượng thể tích của chất dẻo bằng phương pháp chiếm chỗ)
ASTM D 1149, Standard Test Methods for Rubber Deterioration-Cracking in an Ozone Controlled Environment (Tiêu chuẩn thí nghiệm cho cao su phong hóa - Sức kháng ozone trong buồng)
ASTM D 2240, Standard Test Method for Rubber Property - Durometer Hardness (Tiêu chuẩn thí nghiệm cho đặc tính của cao su - Độ cứng)
ASTM D 2256, Standard Test Method for Tensile Properties of Yams by the Single-Strand Method (Tiêu chuẩn thí nghiệm cho đặc tính chịu kéo của sợi theo phương pháp một tao)
ASTM D 5977, Standard Specification for High Load Rotational Spherical Bearings for Bridges and Structures (Tiêu chuẩn kỹ thuật cho gối cầu kiểu cầu chịu tải trọng lớn cho cầu và kết cấu)
ASTM D 4014, Standard Specification for Plain and Steel-Laminated Elastomeric Bearings for Bridges (Tiêu chuẩn kỹ thuật cho gối cao su và gối cao su cốt bản thép cho cầu)
ASTM D 4894, Standard Specification for Polytetrafluoroethylene (PTFE) Granular Molding and Ram Extrusion Materials - Tiêu chuẩn kỹ thuật cho tấm PTFE ép khuôn vả vật liệu đúc
ASTM D 4895, Standard Specification for Polytetrafluoroethylene (PTFE) Resin Produced From Dispersion (Tiêu chuẩn kỹ thuật cho nhựa PTFE được sản xuất từ sự phân tán)
AASHTO M 270M, Standard Specification for structural Steel for Bridges (Tiêu chuẩn kỹ thuật cho thép kết cấu và cầu)
AASHTO M 251, Standard Specification for Plain and Laminated Elastomeric Bridge Bearings (Tiêu chuẩn kỹ thuật cho gối cầu thông thường và gối cầu cao su đàn hồi có bản thép gia cường)
AWS D.1.5, Bridge Welding Code (Quy tắc hàn cầu - AASHTO/AWS hàn thép không gỉ)
MIL - S - 8660, Military specification: Silicone Compound (Tiêu chuẩn kỹ thuật quân đội, Hợp chất silicone)
3. Thuật ngữ, định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau
3.1. Gối cầu (Bearing)
Cơ cấu làm nhiệm vụ truyền áp lực tập trung từ kết cấu nhịp xuống mố trụ và đảm bảo cho đầu kết cấu nhịp có thể chuyển dịch quay hoặc chuyển dịch thẳng tự do dưới tác dụng của hoạt tải và nhiệt độ thay đổi tùy theo dự kiến thiết kế.
3.2. Gối cầu kiểu chậu (Pot bearing)
Gối cầu chịu tải trọng thẳng đứng nhờ hiệu ứng nén một đĩa cao su được giữ trong một chậu thép và tạo ra chuyển dịch quay hay/ và chuyển dịch thẳng do sự biến dạng của đĩa cao su. (sau đây gọi là gối chậu).
3.3. Gối chậu cố định (Fixed pot bearing)
Gối chậu chỉ cho phép đầu kết cấu nhịp có chuyển dịch quay và truyền áp lực qua một điểm cố định.
3.4. Gối chậu di động (Sliding pot bearing)
Gối chậu cho phép đầu kết cấu nhịp vừa có thể chuyển dịch quay, vừa có thể chuyển dịch đơn hướng hoặc đa hướng.
3.5. Gối chậu di động đơn hướng (Uni-Directional Sliding pot bearing)
Gối chậu cho phép đầu kết cấu nhịp vừa có thể chuyển dịch quay, vừa có thể chuyển dịch theo một hướng nhất định.
3.6. Gối chậu di động đa hướng (Multi-Directional Sliding pot bearing)
Gối chậu cho phép đầu kết cấu nhịp vừa có thể chuyển dịch quay, vừa có thể chuyển dịch theo tất cả các hướng.
3.7. Tấm PTFE (Polytetrafluorethylene)
Tấm chất dẻo tạo điều kiện gây ra chuyển dịch trượt trong gối chậu di động với hệ số ma sát rất nhỏ.
4. Phân loại
4.1. Căn cứ vào tính chất làm việc, các gối chậu được chia ra làm hai loại như sau:
4.1.1. Gối chậu cố định
4.1.2. Gối chậu di động
- Gối chậu di động đơn hướng.
- Gối chậu di động đa hướng.
4.2. Căn cứ vào vật liệu đàn hồi được dùng để sản xuất đĩa cao su bên trong gối chậu, gối chậu được chia ra làm hai loại như sau:
- Loại CR: là gối chậu sử dụng cao su Polychloroprene (neoprene) để sản xuất đĩa cao su bên trong gối chậu.
- Loại NR: là gối chậu sử dụng cao su thiên nhiên (Polyisoprene natural rubber) để sản xuất đĩa cao su bên trong gối chậu.
5. Cấu tạo
5.1. Gối chậu
Gối chậu bao gồm ba bộ phận chính: piston, chậu và đĩa cao su. Đĩa cao su được đặt trong chậu thép, dưới tác dụng của tải trọng, đĩa cao su bị biến dạng trong thể tích của chậu do đó nó có thể chịu được lực tác dụng cũng như xoay quanh mặt phẳng ngang do kết cấu nhịp sinh ra. Piston và chậu đóng vai trò là bộ phận kết nối giữa các kết cấu. Ngoài ra gối chậu còn có thể được thiết kế thêm bộ phận thứ tư là thanh dẫn hướng để hạn chế hoặc cho phép chuyển dịch do kết cấu sinh ra (Xem hình 1).
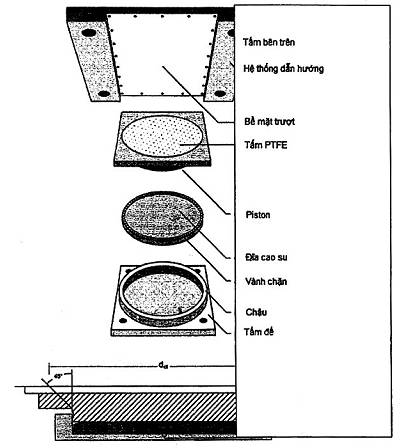
Hình 1 - Cấu tạo gối chậu (loại di động đơn hướng, thanh dẫn hướng ở hai bên)
5.2. Gối chậu cố định
Gối chậu cố định bao gồm một đĩa cao su được đặt trong chậu thép và dưới piston thép. Để tạo điều kiện thuận lợi cho cấu kiện xoay đàn hồi, trên bề mặt và đáy của đĩa cao su được gắn các tấm PTFE, hoặc cấu kiện được bôi trơn bằng vật liệu thích hợp với vật liệu đàn hồi.
5.3. Gối chậu di động đơn hướng
Gối chậu bao gồm một đĩa cao su được đặt trong chậu thép và dưới piston thép. Để tạo điều kiện cho chuyển dịch theo một hướng nhất định, bề mặt trên của piston thép được phủ một tấm PTFE đỡ tấm thép trượt ở mặt trên của gối. Bề mặt tấm thép trượt được phủ một lớp thép không gỉ. Để hạn chế chuyển dịch theo các hướng còn lại, có thể sử dụng thanh dẫn hướng hoặc hệ thống khóa. Khi sử dụng hệ thống khóa, hệ thống phải được chế tạo để ngăn cản chuyển dịch theo hướng cần khóa.
Sơ đồ cấu tạo điển hình của gối chậu di động đơn hướng được biểu thị tại Hình 2 và Hình 3.
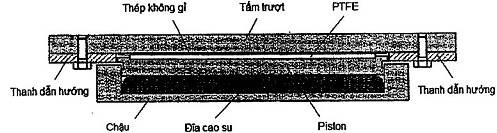
Hình 2 - Gối chậu di động đơn hướng (thanh dẫn hướng ở hai bên)
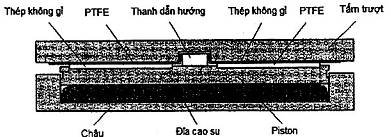
Hình 3 - Gối chậu di động đơn hướng (thanh dẫn hướng ở giữa)
5.4. Gối chậu di động đa hướng
Gối chậu bao gồm một đĩa cao su được đặt trong chậu thép và dưới piston thép. Để tạo điều kiện thuận lợi cho chuyển dịch theo tất cả các hướng, bề mặt trên của piston thép được phủ một tấm PTFE đỡ tấm thép trượt của gối. Bề mặt tấm thép trượt được phủ một lớp thép không gỉ nhẵn bóng.
Sơ đồ cấu tạo điển hình của gối chậu di động đa hướng được biểu thị tại Hình 4.
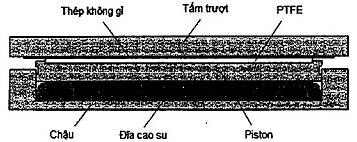
Hình 4 - Gối chậu di động đa hướng
6. Quy định kỹ thuật
6.1. Yêu cầu vật liệu
6.1.1. Thép
Thép được được dùng để chế tạo tấm đế hoặc xi lanh, piston và tấm bên trên phải thỏa mãn các yêu cầu của Tiêu chuẩn AASHTO M270M hoặc ASTM A 709M, cấp 250, cấp 345 hoặc cấp 345W.
6.1.2. Thép không gỉ
Thép không gỉ được sử dụng để chế tạo bề mặt trượt cho tấm PTFE phải thỏa mãn Tiêu chuẩn ASTM A240, loại 304, độ bóng của các mặt tiếp xúc với đĩa cao su không được nhẵn hơn 1,5μm. Thép không gỉ tiếp xúc với tấm PTFE phải có độ bóng ≥ 0,5 μm.
6.1.3. Đồng thau
Đồng thau được sử dụng để chế tạo các vành đệm phải thỏa mãn các yêu cầu của Tiêu chuẩn ASTM B36, loại nửa cứng, hợp kim 260 hoặc ASTM B121.
6.1.4. Tấm PTFE
6.1.4.1. Tấm PTFE phải được sản xuất từ nhựa PTFE mới, nguyên chất, phải thỏa mãn Tiêu chuẩn ASTM D4894 hoặc ASTM D4895, được chế tạo thành các tấm không độn, tấm độn, hay được dệt thành vải từ các sợi PTFE hay các sợi khác.
6.1.4.2. Các tấm không độn phải được làm từ nhựa PTFE nguyên chất. Các tấm độn phải được làm bằng nhựa PTFE có trộn đều với 15% sợi thủy tinh hoặc 25% sợi các bon.
6.1.4.3. Tấm và dải PTFE phải chịu được mọi chất axit, kiềm và các sản phẩm dầu mỡ, ổn định ở nhiệt độ từ -218°C đến 260°C; không dễ cháy và không hút nước. Tấm PTFE phải tuân theo các yêu cầu cơ lý quy định tại Bảng 1.
Bảng 1. Các chỉ tiêu cơ lý yêu cầu của tấm PTFE
Tên chỉ tiêu | Tấm không độn | Tấm có 15% sợi thủy tinh | Tấm có 25% sợi các bon | Tấm dệt | Phương pháp thử |
1. Độ bền chịu kéo, MPa | ≥ 19,0 | ≥ 14,0 | ≥ 9,0 | ≥ 17,0 | ASTM D638 hoặc ASTM D2256 |
2. Độ dãn dài, % | ≥ 200 | ≥ 150 | ≥ 75 | ≥ 35 | ASTM D638 hoặc ASTM D2256 |
3. Tỷ trọng | 2,16 ± 0,03 | 2,20 ± 0,03 | 2,10 ± 0,03 | - | ASTM D792 |
4. Điểm chảy, °C | 328 ± 2 | 327 ± 10 | 327 ± 10 |
| ASTM D4894 hoặc ASTM D4895 hoặc ASTM D5977 |
6.1.5. Cao su
Bao gồm cao su là cao su thiên nhiên nguyên chất 100% hoặc polychloroprene nguyên chất 100% phù hợp với Tiêu chuẩn AASHTO M251 hoặc ASTM D4014. Tính chất cơ lý của cao su thiên nhiên, polychloroprene này phải thỏa mãn yêu cầu quy định tại Bảng 2.
Bảng 2. Các chỉ tiêu cơ lý yêu cầu của cao su dùng cho gối chậu
Tên chỉ tiêu | Phương pháp thử | Yêu cầu kỹ thuật | |
Polychloroprene | Cao su thiên nhiên | ||
1. Độ cứng, Thang Shore A (IRHD) | ASTM D2240 | 50 ± 10 | 50 ± 10 |
2. Cường độ kéo, MPa | ASTM D412 | ≥ 15,5 | ≥ 15,5 |
3. Độ dãn dài, % | ASTMD412 | ≥ 400 | ≥ 400 |
4. Lão hóa sau 70h ở nhiệt độ 100°C | ASTM D573 |
|
|
- Thay đổi về độ cứng, Thang Shore A (IRHD) |
| 0 ÷ 15 |
|
- Thay đổi về cường độ kéo, % |
| ≤ -15 |
|
- Thay đổi về độ dãn dài, % |
| ≤ -40 |
|
5. Lão hóa sau 168h ở nhiệt độ 70°C | ASTM D573 |
|
|
- Thay đổi về độ cứng, Thang Shore A (IRHD) |
| 0 ÷ 15 | 0 ÷ 15 |
- Thay đổi về cường độ kéo, % |
| ≤ -15 | ≤ -25 |
- Thay đổi về độ dãn dài, % |
| ≤ -40 | ≤ -25 |
6. Khả năng kháng nén, phương pháp B | ASTM D395 |
|
|
-Sau 22 h ở 100°C, % |
| ≤ 35 |
|
- Sau 22 h ở 70°C, % |
|
| ≤ 25 |
7. Sức kháng ozone |
|
|
|
Tại biến dạng 20% | ASTM D518 (Quy trình A) |
|
|
Phơi trần | ASTM D1149 |
|
|
-Tại nhiệt độ 40±2°C trong 100h ở áp lực ozone 302MPa |
| Không nứt |
|
- Tại nhiệt độ 40±2°C trong 100h ở áp lực ozone 500MPa |
|
| Không nứt |
8. Tính giòn ở nhiệt độ thấp -40°C | ASTM D746 (Quy trình B) | Không hư hỏng | Không hư hỏng |
6.2. Yêu cầu thiết kế
6.2.1. Các bộ phận bằng thép
6.2.1.1. Chậu: bao gồm vành chậu và tấm đế. Chậu phải được chế tạo bằng cách gia công cơ khí từ một khối thép.
CHÚ THÍCH 1: Các phương pháp sản xuất khác có thể được sử dụng miễn là thiết kế được chứng minh bằng các tính toán và các tài liệu khác.
Chậu phải được thiết kế với chiều cao phù hợp để cho phép các vành đệm và vành của piston đảm bảo tiếp xúc hoàn toàn với mặt thẳng đứng của vành chậu và không cản trở chuyển vị quay.
Đường kính bên trong của chậu phải bằng đường kính bên ngoài của tấm đĩa cao su.
Chiều dày của chậu phải được thiết kế để chịu được áp lực thủy tĩnh bên trong gây ra do đĩa cao su được xem như một chất lỏng, và lực tác dụng ngang khi không có tấm đế bên dưới.
Chiều dày của đế dưới gối tựa trực tiếp lên bê tông hay vữa tối thiểu phải bằng 0,06 lần đường kính trong của chậu nhưng không có trường hợp nào nhỏ hơn 19mm.
Chiều dày của đế dưới gối tựa trực tiếp lên dầm thép hoặc bản phân bố tải trọng tối thiểu phải bằng 0,04 lần đường kính trong của chậu nhưng không có trường hợp nào nhỏ hơn 12,5mm.
6.2.1.2. Piston: được gia công từ một khối thép. Chiều dày piston phải thích hợp để chịu được các tải trọng đặt lên nó, nhưng không được nhỏ hơn 6,0% đường kính trong của chậu, trừ ở vành.
Chu vi của piston phải có một vành tiếp xúc qua đó các tải trọng nằm ngang có thể được truyền tới. Trong các chậu hình tròn, bề mặt của nó có thể là hình trụ hoặc hình cầu. Thân của piston ở trên vành phải được làm giật vào hoặc vuốt thon để ngăn ngừa bị kẹt. Chiều cao, w, của vành piston phải đủ lớn để truyền các lực nằm ngang tính toán giữa chậu và piston.
Các gối chậu chịu các tải trọng ngang phải được tính toán sao cho thỏa mãn công thức sau:
tw ≥![]() (1)
(1)
Các gối chậu truyền tải trọng thông qua piston phải thỏa mãn công thức sau:
w ≥![]() (2)
(2)
Trong đó:
Hs là tải trọng sử dụng nằm ngang tác dụng lên gối (N);
qs là góc quay sử dụng tối đa do tổng tải trọng (RAD);
Fg là cường độ chảy dẻo của thép (MPa);
Dp là đường kính trong của chậu gối (mm);
w là chiều cao của vành piston (mm);
tw là chiều dày của vách chậu (mm).
Đường kính của vành piston là đường kính trong của chậu trừ đi một khoảng cách tịnh, c. Khoảng cách tịnh, c, phải càng nhỏ càng tốt để ngăn ngừa sự bật ra của chất dẻo, nhưng không nhỏ hơn 0,5mm. Nếu bề mặt của vành piston là hình trụ, khoảng cách tính phải thỏa mãn công thức sau:
c ≥ ![]() (3)
(3)
Trong đó:
Dp là đường kính trong của chậu gối (mm);
w là chiều cao của vành piston (mm);
qU là góc xoay thiết kế (RAD).
6.2.2. Mặt trượt bằng thép không gỉ
6.2.2.1. Chiều dày của tấm thép không gỉ tối thiểu là 1,5 mm.
6.2.2.2. Cố định tấm thép không gỉ: tấm thép không gỉ phải được gắn với tấm trượt bằng mối hàn liên tục dọc theo các cạnh. Điều này là cần thiết để tấm thép không gỉ duy trì sự tiếp xúc với tấm trượt suốt thời gian làm việc của nó và không thể xảy ra ăn mòn bề mặt tiếp xúc. Sự gắn kết của thép không gỉ và tấm trượt phải có khả năng chống lại lực ma sát hình thành trong gối cầu trong một giai đoạn. Quy cách hàn phải tuân theo Tiêu chuẩn AWS D.1.5.
6.2.2.3. Tấm trượt phải được mở rộng ra ngoài các cạnh của tấm thép không gỉ để hàn và mối hàn không được lồi lên trên bề mặt tấm thép không gỉ.
6.2.2.4. Bề mặt trượt của tấm thép không gỉ phải được bao phủ hoàn toàn bề mặt tấm PTFE ở tất cả các vị trí làm việc công thêm 25,4 mm theo tất cả các hướng của chuyển động, ngoại trừ hướng ngang của gối đơn hướng.
6.2.3. Các vành đệm
6.2.3.1. Các vành đệm thường làm bằng đồng thau phù hợp theo Tiêu chuẩn ASTM B36 nửa cứng cho các vành đệm có mặt cắt ngang hình chữ nhật và Tiêu chuẩn ASTM B121 cho các vành đệm có mặt cắt ngang hình tròn.
6.2.3.2. Các vành đệm có mặt cắt ngang hình chữ nhật: phải sử dụng ba vành đệm hình tròn. Mỗi vành đệm phải được cắt theo phương thẳng đứng tạo thành hai mặt phẳng cắt song song với nhau và tạo với phương tiếp tuyến của vành đệm tại vị trí cắt một góc 45°, khe hở lớn nhất giữa hai mặt phẳng cắt song song với nhau không vượt quá 1,27 mm. Các vành đệm phải được định vị để các chỗ cắt trên mỗi vành đệm trong ba vành đệm cách đều theo chu vi của chậu. Chiều rộng của mỗi vành đệm phải không nhỏ hơn 0,02 lần đường kính trong của chậu hoặc 6mm, và phải không vượt quá 19mm. Chiều cao của mỗi vành đệm không được nhỏ hơn 0,2 lần chiều rộng của nó.
6.2.3.3. Các vành đệm có mặt cắt ngang hình tròn: phải sử dụng một vành đệm hình tròn với đường kính ngoài bằng đường kính trong của chậu, nó phải có một đường kính của mặt cắt ngang không nhỏ hơn 0,0175 lần đường kính trong của chậu hoặc 8mm.
6.2.4. Mặt trượt PTFE
6.2.4.1. Tấm PTFE phải được xẻ rãnh và dính kết với tấm đế. Gờ của rãnh phải được gia công vuông thành sắc cạnh. Sau khi hoàn thiện quá trình dính kết, bề mặt tấm PTFE phải được làm nhẵn và loại bỏ các vết phồng và bọt.
6.2.4.2. Tấm PTFE phải có Chiều dày tối thiểu là 3,17 mm và phải được tạo rãnh tối thiểu 1/2 chiều dày của tấm.
6.2.4.3. Áp lực gối trượt cho phép với tấm PTFE nguyên chất phải tuân theo quy định tại Bảng 3.
Bảng 3. Áp lực gối trượt cho phép với tấm PTFE
Các tác động của tải trọng thiết kế | Áp lực tiếp xúc trung bình lớn nhất (MPa) |
1. Tác động của tải trọng thiết kế vĩnh cửu | 21 |
2. Tác động của tất cả các tải trọng thiết kế | 24,1 |
6.2.5. Đĩa cao su
6.2.5.1. Các đĩa cao su có đường kính nhỏ hơn hoặc bằng 1219 mm phải được chế tạo từ khuôn riêng hoặc cắt từ một tấm. Các đĩa cao su có đường kính lớn hơn 1219 mm có thể được cắt từ bốn khuôn riêng biệt hoặc hoặc từ máy cắt phân đoạn lớn nhất. Các đĩa cao su không được phép phân lớp hoặc có nếp nhăn. Các đường khía, rãnh, hoặc khấc do cắt máy hoặc cắt bằng lửa là không phù hợp và phải loại bỏ.
6.2.5.2. Khe bịt phải được đúc hoàn toàn hoặc gia công cắt, bề mặt trên có hình chữ nhật và tương tự kích thước danh nghĩa của xi lanh. Không cho phép cắt góc bên trong của khe.
6.2.5.3. Chiều dày đĩa cao su phải được thiết kế để giới hạn biến dạng sinh ra ở vòng ngoài của đĩa đến 15% chiều dày đĩa dưới góc xoay lớn nhất và phải thỏa mãn công thức sau:
hr ≥ 3,33Dpqu (4)
Trong đó:
hr là chiều dày đĩa cao su;
Dp là đường kính trong của chậu gối (mm);
qu là góc xoay thiết kế (RAD).
6.2.5.4. Diện tích của đĩa cao su phải được thiết kế cho ứng suất làm việc lớn nhất là 24,1 MPa, cộng với 5% tĩnh tài, tải động và tải va chạm của kết cấu.
6.2.5.5. Đĩa cao su phải được bôi trơn bằng hỗn hợp silicone tuân theo yêu cầu của Tiêu chuẩn MIL-S-8660 hoặc tương đương. Các đĩa cao su làm giảm sự dịch chuyển của tấm PTFE sẽ không được sử dụng.
6.2.6. Thanh dẫn hướng
6.2.6.1. Thanh dẫn hướng phải được sản xuất từ một khối thép.
6.2.6.2. Bề mặt đối diện với thanh dẫn hướng phải được sản xuất từ thép không gỉ và tấm PTFE. Mặt thép của thanh dẫn hướng không được tiếp xúc với mặt thép của bề mặt đối diện. Tấm PTFE phải được dính chặt. Tổng khe hở lớn nhất cho phép giữa các bề mặt dẫn hướng là 3,17 mm.
6.2.6.3. Thanh dẫn hướng và các bộ phận kết nối của nó với tấm đế phải được thiết kế để chịu được lực ngang trên gối cầu nhưng không vượt quá 10% của lực thẳng đứng của gối cầu.
6.2.6.4. Bố trí thanh dẫn hướng phải được thiết kế sao cho các cấu kiện dẫn hướng được giữ song song và luôn luôn trong phạm vi dẫn hướng tại tất cả các điểm dịch chuyển và xoay của gối. Khi góc xoay ngang được đặt trước, hướng dịch chuyển ngược lại để cố định hoặc bất kì sự mở rộng nào của nó phải được ngăn chặn.
6.2.7. Độ bằng phẳng
Tất cả bề mặt chịu tải của gối khi tiếp xúc với bề mặt khác phải được làm phẳng. Khe hở lớn nhất giữa chúng với thước thẳng đặt áp sát xoay theo các phương không vượt quá 0,13 mm trên 305 mm tính từ điểm ti trước.
6.3. Yêu cầu kỹ thuật
6.3.1. Nén thẳng đứng
Áp dụng cho tất cả các loại gối chậu (gối chậu cố định, gối chậu di động đơn hướng và gối chậu di động đa hướng).
Biến dạng đo được sau khi thử nghiệm nén thẳng đứng theo TCVN 10269: 2014 không được vượt quá 5% chiều dày gối.
6.3.2. Góc xoay
Áp dụng cho tất cả các loại gối chậu (gối chậu cố định, gối chậu di động đơn hướng và gối chậu di động đa hướng).
Sau khi thử nghiệm góc xoay theo TCVN 10269: 2014, không có sự phồng lên hoặc phân tách giữa các tấm hoặc giữa các tấm và tấm PTFE hoặc đĩa cao su.
6.3.3. Hệ số ma sát
Chỉ áp dụng cho gối chậu di động (gối chậu di động đơn hướng và gối chậu di động đa hướng).
Hệ số ma sát đo được sau khi thử nghiệm hệ số ma sát theo TCVN 10269: 2014 không được vượt quá giới hạn quy định tại Bảng 4.
Bảng 4. Hệ số ma sát lớn nhất cho phép
Ứng suất gối, (MPa) | Hệ số ma sát lớn nhất cho phép |
5 | ≤ 0,080 |
10 | ≤ 0,060 |
20 | ≤ 0,040 |
≥ 24,1 | ≤ 0,035 |
6.3.4. Lực đẩy ngang
Chỉ áp dụng cho gối chậu cố định và gối chậu di động đơn hướng.
Sau khi thử nghiệm lực đẩy ngang theo TCVN 10269: 2014, không có vết nứt hoặc biến dạng cố định của tấm PTFE, thép không gỉ hoặc các bộ phận khác hoặc mối hàn.
6.3.5. Các chỉ tiêu cơ lý của đĩa cao su
Áp dụng cho tất cả các loại gối chậu (gối chậu cố định, gối chậu di động đơn hướng và gối chậu di động đa hướng).
Các chỉ tiêu cơ lý của đĩa cao su phải nằm trong giới hạn như đưa ra trong Bảng 2.
6.3.6. Các chỉ tiêu cơ lý của tấm PTFE
Chỉ áp dụng cho gối cầu di động (gối chậu di động đơn hướng và gối chậu di động đa hướng).
Các chỉ tiêu cơ lý của tấm PTFE phải nằm trong giới hạn đưa ra trong Bảng 1.
6.3.7. Yêu cầu chung sau khi thử nghiệm
6.3.7.1. Không có vết nứt hoặc biến dạng cố định của tấm PTFE, thép không gỉ hoặc các bộ phận khác hoặc mối hàn.
6.3.7.2. Không có hiện tượng đùn ra hoặc chảy nguội của đĩa cao su hay tấm PTFE.
7. Ghi nhãn
7.1. Mọi gối chậu phải được ghi nhãn bằng tấm tôn dập trừ khi có quy định khác của hợp đồng hoặc khách hàng, nhãn phải được ghi trên mặt cạnh có thể nhìn thấy sau khi lắp đặt vào cầu.
7.2. Nhãn cần có các thông tin về sản phẩm, tối thiểu bao gồm:
- Tên thương phẩm;
- Ngày, tháng, năm sản xuất;
- Loại gối chậu;
- Các thông số kỹ thuật của gối chậu theo Điều 6.3;
- Hướng dẫn chi tiết lắp đặt.
7.3. Để thiết lập chính xác bố trí của gối chậu di động, hướng trượt phải được ghi dấu trên một cạnh có thể nhìn thấy sau khi lắp đặt, thang chia đưa ra giới hạn chuyển động của thiết kế trên cạnh đối diện. Sự ăn khớp của đường tim cũng được Khắc trên phần dưới của gối chậu.
MỤC LỤC
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ, định nghĩa
4. Phân loại
5. Cấu tạo
6. Quy định kỹ thuật
6.1. Yêu cầu vật liệu
6.2. Yêu cầu thiết kế
6.3. Yêu cầu kỹ thuật
7. Ghi nhãn