Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 136:2007 (ISO 296 : 1991) về Máy công cụ – Côn kẹp chặt chuôi dụng cụ
TIÊU CHUẨN QUỐC GIA
TCVN 136 : 2007
ISO 296 : 1991
MÁY CÔNG CỤ – CÔN KẸP CHẶT CHUÔI DỤNG CỤ
Machine tools – Self-holding tapers for tool shanks
Lời nói đầu
TCVN 136 : 2007 thay thế TCVN 136 : 1970.
TCVN 136 : 2007 hoàn toàn tương đương với ISO 296 :1991.
TCVN 136 : 2007 do Ban Tiểu kỹ thuật tiêu chuẩn TCVN/SC1 Những vấn đề chung về cơ khí biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
MÁY CÔNG CỤ – CÔN KẸP CHẶT CHUÔI DỤNG CỤ
Machine tools – Self-holding tapers for tool shanks
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các kích thước của côn dùng để định vị và kẹp chặt chuôi dụng cụ có độ côn nhỏ từ 4 % đến 5 % và được phân loại theo sử dụng gồm ba loại sau:
a) côn thông dụng;
b) côn có độ côn nhỏ;
c) côn có độ côn lớn.
Côn thông dụng bao gồm các côn Morse theo ISO số 1 (No.1) đến số 6 (No.6). Các kích thước tiêu chuẩn của côn Morse tính bằng milimét được giới thiệu trong Bảng 2 và các kích thước tương ứng tính bằng inch được giới thiệu trong Bảng 3.
Đối với côn có độ nhỏ và độ côn lớn, một mặt ISO giới thiệu côn hệ mét số 4 (No.4), số 6 (No.6) có độ côn 5 % và côn Morse số 0 (No.0), mặt khác cũng giới thiệu các côn hệ mét số 80 (No.80) đến số 200 (No.200) có độ côn 5 %, các kích thước của côn có độ côn nhỏ và độ côn lớn chỉ được tính bằng milimét được giới thiệu trong Bảng 2. Tuy nhiên ISO cũng chấp nhận các loại côn nhỏ Brown và Sharpe số 1 (No.1) đến số 3 (No.3), kích thước của chúng chỉ tính bằng inch được giới thiệu trong Bảng 3, như đã nêu trong Bảng 1, gồm có:
a) đối với côn thông dụng sử dụng thông thường, chỉ có các côn Morse số 1 (No.1) đến số 6 (No.6);
b) đối với côn có độ côn nhỏ cỡ kích thước nhỏ hơn côn Morse số 1 (No.1), có hai giải pháp hoặc dùng các côn hệ mét số 4 (No.4), số 6 (No.6) và côn Morse số 0 (No.0) (không có các côn tương ứng tính bằng inch trong Bảng 3), hoặc dùng các côn Brown và Shape số 1 (No.1) đến số 3 (No.3) (không có các côn tương ứng tính bằng milimét trong Bảng 2);
c) đối với các cỡ kích thước lớn hơn côn Morse số 6 (No.6), chỉ có các côn hệ mét số 80 (No.80) đến 200 (No.200) (không có các côn tương ứng tính bằng inch trong Bảng 3).
Bảng 1 – Côn
Tên gọi | Kích thước tính bằng milimét | Kích thước tính bằng inch |
Côn có độ côn nhỏ | Côn hệ mét số 4 (No.4) và số 6 (No.6), côn Morse số 0 (No.0) | Côn Brown và Shape số 1 (No.1) đến số 3 (No.3) |
Côn thông dụng | Côn Morse số 1 (No.1) đến số 6 (No.6) 1) | |
Côn có độ côn lớn | Côn hệ mét số 80 (No.80) và số 200 (No.200) |
|
1) Ngoại trừ ren, các côn Morse số 1 (No.1) đến số 6 (No.6) được chế tạo theo kích thước tính bằng milimét hoặc inch đều có tính đổi lẫn (lắp lẫn) rất cao, mặc dù không tuyệt đối đồng nhất. | ||
Tiêu chuẩn này đưa ra hai loại sản phẩm được chế tạo ren hoàn toàn khác nhau theo ren hệ mét (M) hoặc ren hệ Anh (UNC). Để phân biệt giữa hai loại sản phẩm này thì phải ghi nhãn ký hiệu kiểu ren và kiểu côn như đã chỉ dẫn trên các hình vẽ của điều 4.
Tiêu chuẩn này quy định các kích thước của rãnh và lỗ trong kết cấu của các côn có yêu cầu cần phải cung cấp dung dịch trơn nguội trong gia công.
2. Tài liệu viện dẫn
TCVN 137 : 1970 Côn của dụng cụ – Dung sai.
3. Dung sai độ côn
Dung sai độ côn phải theo chỉ dẫn trong TCVN 137 : 1970 chất lượng AT 5 và phải dương đối với côn ngoài và âm đối với côn trong.
Đối với các ứng dụng đặc biệt, có thể chọn các dung sai góc côn khác phù hợp với quy định trong TCVN 137 : 1970.
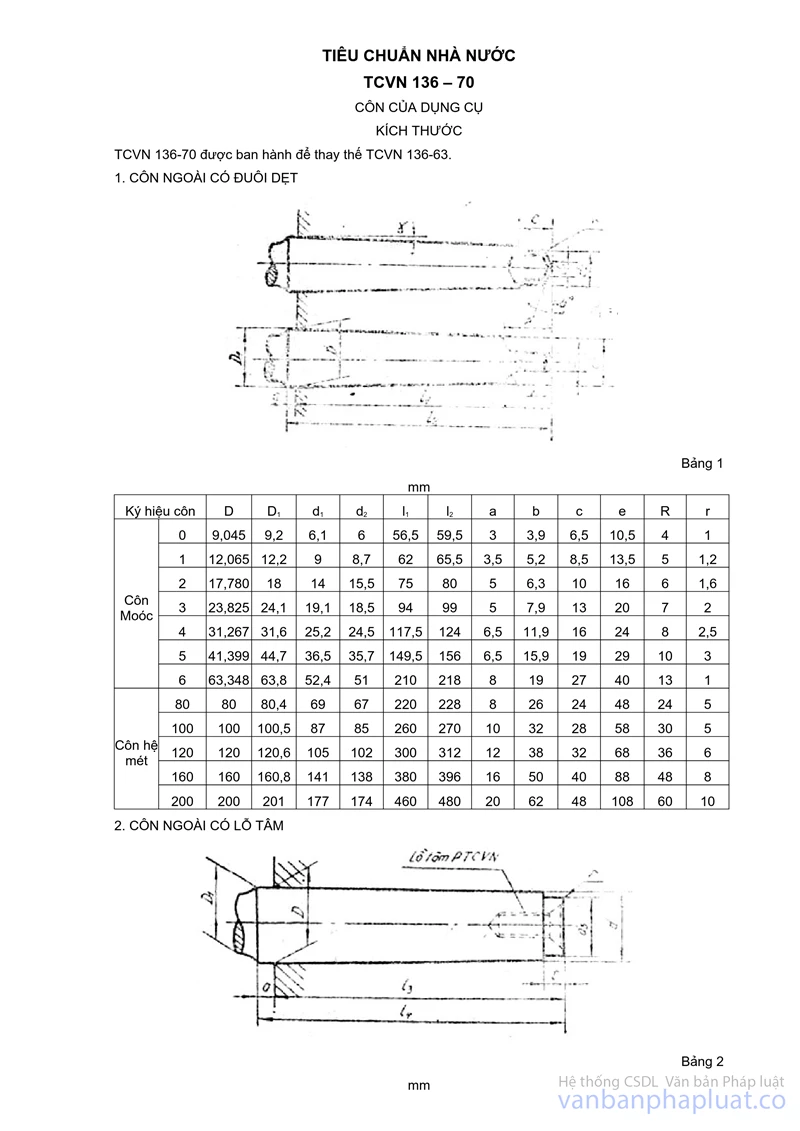
4. Kích thước
Kích thước tính bằng milimét

Hình 1
Dung sai đối xứng tính bằng milimét
Hình 2
Bảng 6 - Côn số 0 (No.0) đến số 6 và côn hệ mét có độ côn 5 %
Kích thước tính bằng milimét
Ký hiệu côn hệ mét |
| Côn hệ mét |
|
| Côn morse |
|
|
|
| Côn hệ mét |
| |||||
|
|
|
|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
|
|
| 1:20 = 0,05 | 0,6246:12 = 1:19,212 = 0,052 05 | 0,59858:12 = 1:20,047 = 0,049 88 | 0,59941 :12 = 1:20,02 = 0,04995 | 0,602 35:12 = 1 :19,922 = 0,0502 | 0,623 26:12 = 1:19,254 = 0,051 94 | 0,631 51 :12 = 1:19,002 = 0,052 63 | 0,625 65:12 = 1:19,18 = 0,05214 | 1: 20 = 0,05 | |||||
Độ côn |
|
| ||||||||||||||
Côn ngoài | D |
| 4 | 6 | 9.045 | 12,065 | 17.78 | 23,825 | 31,267 | 44,399 | 63.348 | 80 | 100 | 120 | 160 | 200 |
a |
| 2 | 3 | 3 | 3,5 | 5 | 5 | 6,5 | 6.5 | 8 | 8 | 10 | 12 | 16 | 20 | |
D1 | 1) | 4,1 | 6,2 | 9,2 | 12,2 | 13 | 24.1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201 | |
D2 |
| - | - | — | — | 15 | 21 | 2a | 40 | 56 | — | — | — | — | — | |
| d | 1) | 2,9 | 4,4 | 6.4 | 9.4 | 14,6 | 19,8 | 25,0 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d1 | 2) | - | - | - | M6 | M10 | M12 | M16 | M20 | M24 | M30 | M36 | M36 | M48 | M48 |
| d2 | 1) | - | - | 6.1 | 9 | 14 | 19.1 | 25,2 | 36,5 | 52.4 | 69 | 87 | 105 | 141 | 177 |
| d3 | max. | - | - | 6 | 3,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51 | 67 | 85 | 102 | 138 | 174 |
| d4 | max. | 2.5 | 4 | 6 | 9 | 14 | 19 | 25 | 35,7 | 51 | 67 | 85 | 102 | 138 | 174 |
| d1 |
| - | - | - | 6,4 | 10,5 | 13 | 17 | 21 | 26 | — | — | - | — | — |
| d8 |
| - |
| — | 8 | 12,5 | 15 | 20 | 26 | 31 | — | — | — | — | — |
| d9 | max. | - | - | - | 8,5 | 13 2 | 17 | 22 | 30 | 11,5 | — | — | — | — | — |
| d10 | max. | 23 | 32 | 50 | 53,5 | 64 | 91 | 102,5 | 159,5 | 182 | 196 | 232 | 268 | 340 | 412 |
| l1 | max. | 25 | 35 | 53 | 57 | 69 | 86 | 109 | 136 | 190 | 204 | 242 | 280 | 356 | 432 |
| l2 | 0 | - | - | 56.5 | 62 | 75 | 34 | 117,5 | 149,5 | 210 | 220 | 260 | 300 | 380 | 460 |
| l3 | -0,1 max. | - |
| 59,5 | 65.5 | 80 | 99 | 124 | 156 | 216 | 228 | 270 | 312 | 398 | 480 |
| l4 | 0 -0,1 | - | - | - | - | 20 | 29 | 39 | 51 | 81 | — | — | — | — | — |
| l7 l8 | 0 | - | - | — | — | 34 | 43 | 55 | 69 | 99 | — | — | — | — | — |
| l11 | -0,1 | - | - | - | 4 | 5 | 5.5 | 8.2 | 10 | 11.5 | — | - | — | — | — |
| l12 |
| - | - | - | - | 27 | 36 | 47 | 60 | 90 | — | — | — | — | — |
| P |
| - | - | - | 3,3 | 4,2 | 5 | 6,8 | 8.5 | 10.2 | — | — | — | — | — |
| b | h 13 | - | - | - | 5.2 | 6,3 | 7,9 | 11.9 | 15,9 | 19 | 26 | 32 | 38 | 50 | 62 |
| c | 3) | - | - | 6,5 | 8,5 | 10 | 13 | 16 | 19 | 27 | 24 | 28 | 32 | 40 | 48 |
| e | max. | - | - | 10,5 | 13,5 | 16 | 20 | 24 | 29 | 40 | 48 | 58 | 68 | 88 | 108 |
| i | min. | - | - | - | 16 | 24 | 24 | 32 | 40 | 47 | 59 | 70 | 70 | 92 | 92 |
| R | max. | - | - | 4 | 5 | 6 | 7 | 8 | 12 | 13 | 24 | 30 | 36 | 48 | 60 |
| r |
| - | - | 1 | 1,2 | 1.6 | 2 | 2,5 | 3 | 4 | 5 | 5 | 6 | 8 | 10 |
| t | max. | 2 | 3 | 4 | 5 | 5 | 7 | 9 | 10 | 16 | 24 | 30 | 38 | 48 | 60 |
Côn trong | d5 | H11 | 3 | 4.6 | 6,7 | 9.7 | 14,9 | 20,2 | 26.5 | 38,2 | 54,8 | 71,5 | 30 | 108,5 | 145.5 | 182,5 |
d6 | min. | - | - | - | 7 | 11.5 | 14 | 18 | 23 | 27 | 33 | 39 | 39 | 52 | 52 | |
d7 |
| - |
| - | — | 19,5 | 24,5 | 32 | 44 | 63 | — | — | — | — | — | |
l5 | min. | 25 | 34 | 52 | 56 | 67 | 84 | 107 | 135 | 188 | 202 | 240 | 276 | 350 | 424 | |
| l6 |
| 21 | 29 | 49 | 52 | 62 | 78 | 98 | 125 | 177 | 186 | 220 | 254 | 321 | 338 |
| l9 |
| - | - | - | - | 22 | 31 | 41 | 53 | 83 | — | — | — | — | — |
| l10 |
| - |
| - |
| 32 | 41 | 53 | 67 | 97 | — | — | — | — | — |
| l13 |
| - | - | - | - | 27 | 36 | 47 | 60 | 90 | — | — | — | — | — |
| g | A13 | 2,2 | 3,2 | 3,9 | 5,2 | 6.3 | 7.9 | 11,9 | 15.9 | 19 | 26 | 32 | 33 | 50 | 62 |
| h |
| 8 | 12 | 15 | 19 | 22 | 27 | 32 | 36 | 47 | 52 | 60 | 70 | 90 | 110 |
| p |
| - | - | - | - | 4,2 | 5 | 6,8 | 8,5 | 10,2 | — | — | — | - | — |
| z | 4) | 0,5 | 0,5 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1.5 | 1,5 | 2 | 2 |
1) Đối với D1 và d hoặc d2, các giá trị đã cho chỉ có tính hướng dẫn. (Các giá trị thực được rút ra từ các giá trị thực a và l1 hoặc l3 có tính đến độ côn và kích thước cơ bản D). 2) d1 là đường kính danh nghĩa của ren: ren hệ mét M có bước ren tiêu chuẩn hoặc ren Anh (UNC) (xem Bảng 3 đối với các cơ kích thước tính bằng inch). Trong mỗi trường hợp các ký hiệu UNC hoặc M phải được ghi nhãn trên sản phẩm. 3) Cho phép tăng chiều dài c trên phần có nêm tới đường kính d3, nhưng không được vượt quá e. 4) z là sai lệch lớn nhất cho phép, chỉ hướng ra phía ngoài mặt mút của vị trí mặt phẳng đo tại đó có kích thước cơ bản D so với vị trí danh nghĩa trùng với mặt mút. | ||||||||||||||||
Bảng 3 - Côn Morse số 1 (No.1) đến số 6 (No.6) và côn Brown và Shape số 1 (No.1) đến số 3 (No.3)
Kích thước tính bằng inch
Tên gọi | Côn Brom và shape | Côn morse | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Độ côn | 0,502:12 = 1:23,904 = 0,04183 | 0,502:12 = 1:23,904 = 0,04183 | 0,502:12 = 1:23,904 = 0,04183 | 0,59858:12 = 1:20,047= 0,04988 | 0,59941:12 = 1:20,02 = 0,049 95 | 0,60235:12 =1:19,922 = 0,050 2 | 0,62326:12= 1 :19,254 = 0,051 84 | 0,631 51:12= 1:19,002 = 0,052 63 | 0,625 65:12 =1:19,18 = 0,05214 | |||
| D |
| 0, 239 22 | 0,29968 | 0,37525 | 0,475 | 0,7 | 0,938 | 1,231 | 1.748 | 2.494 | |
Côn trong | a |
| 3/32 | 3/32 | 3/32 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 1/16 | |
D1 | 1) | 0,24314 | 0,3036 | 0,37917 | 0,4812 | 0,7094 | 0,9474 | 1.244 | 1,7612 | 2,5103 | ||
| D2 |
| — | — | — | 0,3937 | 0,5906 | 0,8268 | 1,1024 | 1,5748 | 2,2047 | |
| d | 1) | 0,2 | 0,25 | 0.3125 | 0,369 | 0,572 | 0,778 | 1,02 | 1,475 | 2,116 | |
| d1 | 2) | — | — | — | UNC 1/4 | UNC 3/8 | UNC 1/2 | UNC 5/8 | UNC 5/8 | UNC 1 | |
| d2 | 1) | 0.18954 | 0,23693 | 0,29681 | 0,3534 | 0,5533 | 0,7529 | 0,9908 | 1.4388 | 2,0639 | |
| d3 | max. | 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 1 13/32 | 2 | |
| d4 | max. | 11/64 | 7/3 2 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 1 13/32 | 2 | |
| d1 |
| — | — | — | 0,251 97 | 0,41338 | 0,51181 | 0, 669 29 | 0,82677 | 1,02362 | |
| d8 |
| — | — | — | 0,31496 | 0,49212 | 0,59055 | 0,7874 | 1 ,023 62 | 1,22047 | |
| d9 | max. | — | — | — | 0,33464 | 0,51968 | 0,689 29 | 0,86614 | 1,181 1 | 1,41732 | |
| d10 | max. | 15/16 | 13/16 | 1 1/2 | 2 1/8 | 2 9/16 | 3 3/16 | 4 1/16 | 5 3/16 | 7 1/4 | |
| l1 | max. | 11/3 2 | 1 9/32 | 1 13/32 | 2 1/4 | 2 3/4 | 3 3/8 | 4 5/16 | 5 7/16 | 7 9/16 | |
| l2 | 0 -0,004 | 13/16 | 1 1/2 | 1 7/8 | 2 7/16 | 2 15/16 | 3 11/16 | 4 5/8 | 5 7/8 | 81/4 | |
| l3 | max. | 19/32 | 1 19/32 | 1 31/32 | 2 9/16 | 3 1/8 | 3 7/8 | 4 7/8 | 6 1/8 | 8 9/16 | |
| l4 | 0 -0,004 | - | - | - | 19/32 | 25/32 | 1 9/64 | 1 17/32 | 2 | 3 3/16 | |
| l7 l8 | 0 -0,004 | — | — | — | 1 3/16 | 1 11/32 | 1 19/64 | 2 3/16 | 2 23/32 | 3 29/32 | |
| l11 |
|
| — | — | 0,157 48 | 0,19685 | 0,21653 | 0,322 83 | 0,3937 | 0,45275 | |
| l12 |
| — | — |
| — | 1,062 99 | 1,41732 | 1,85039 | 2,3622 | 3,5433 | |
| P |
| — | _ | _ | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | |
| b | h 12 | 0,125 | 0,1562 | 0,1875 | 0.2031 | 0,25 | 0,3125 | 0,4687 | 0,625 | 0,75 | |
| c | 3) | 1/4 | 5/16 | 3/3 | 11/32 | 13/32 | 17/32 | 5/8 | 3/4 | 1 1/16 | |
| e | max. | 0,381 | 0,455 | 0,532 | 0,52 | 0,66 | 0,83 | 0,96 | 1,15 | 1.58 | |
| i | min | — | — | — | 1/2 | 3/4 | 0,94488 | 1 1/4 | 1 1/4 | 1,8504 | |
| R | max. | 3/16 | 3/16 | 3/16 | 3/16 | 1/4 | 9/32 | 5/16 | 0,472 44 | 0,70866 | |
| r |
| 1/32 | 1/32 | 3/64 | 3/64 | 1/16 | 5/64 | 3/32 | 1/8 | 5/32 | |
| t | max. | 1/8 | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 5/16 | 3/8 | |
| d5 | H11 | 0,203 | 0,255 | 0, 319 | 0.378 | 0,588 | 0.797 | 1,044 | 1,502 | 2,15748 | |
con | d6 | min. | — | — | — | 9/32 | 7/16 | 9/16 | 11/16 | 11/16 | 1 1/8 | |
ngoài | d7 |
| — | — | — | 17/32 | 49/64 | 31/32 | 117/64 | 1 47/64 | 2 31/64 | |
| l5 | min | 1 | 11/4 | 1 9/16 | 2 3/16 | 2 21/32 | 3 9/32 | 4 5/32 | 5 5/16 | 7 3/8 | |
| l6 |
| 29/32 | 1 1/8 | 1 13/32 | 2 1/16 | 2 1/2 | 3 1/16 | 3 7/8 | 4 15/16 | 7 | |
| l9 |
| — | — | — | 43/64 | 7/8 | 17/32 | 1 39/64 | 2 3/32 | 3 17/64 | |
| l10 |
| — | — | — | 1 1/16 | 1 17/64 | 1 39/64 | 2 3/32 | 2 41/64 | 3 13/16 | |
| l13 |
| — | — | — | — | 1.06299 | 1,41732 | 1,85039 | 2,3622 | 3,5433 | |
| g | H12 | 0,141 | 0,172 | 0,203 | 0,223 | 0,27 | 0,333 | 0,493 | 0.65 | 0,78 | |
| h |
| 13/32 | 9/16 | 23/32 | 3/4 | 7/8 | 1 1/8 | 1 1/4 | 1 1/2 | 1 7/8 | |
| p |
| — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | |
| z | 4) | 0,04 | 0,04 | 0,04 | 0,0393 | 0,0393 | 0,0393 | 0,0393 | 0,0393 | 0,0393 | |
1) Đối với D1 và d hoặc d2, các giá trị đã cho chỉ có tính hướng dẫn. (Các giá trị thực được rút ra từ các giá trị thực a và l1 hoặc l3 có tính đến độ côn và kích thước cơ bản D). 2) d1 là đường kính danh nghĩa của ren: ren Anh UNC hoặc ren hệ mét M có bước ren tiêu chuẩn (xem Bảng 2 đối với các cỡ kích thước tính bằng milimét). Trong mỗi trường hợp các ký hiệu UNC hoặc M phải được ghi nhãn trên sản phẩm. 3) Cho phép tăng chiều dài c trên phần có nêm tới đường kính d3, nhưng không được vượt quá e. 4) z là sai lệch lớn nhất cho phép, chỉ hướng ra phía ngoài mặt mút của vị trí mặt phẳng đo tại đó có kích thước cơ bản D so với vị trí danh nghĩa trùng với mặt mút. | ||||||||||||