Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 4503:2009 (ISO 9352: 1995) về Chất dẻo - Xác định độ chịu mài mòn bằng bánh xe mài mòn
TIÊU CHUẨN QUỐC GIA
TGVN 4503 : 2009
ISO 9352: 1995
CHẤT DẺO - XÁC ĐỊNH ĐỘ CHỊU MÀI MÒN BẰNG BÁNH XE MÀI MÒN
Plastics - Determination of resistance to wear by abrasive wheels
Lời nói đầu
TCVN 4503 : 2009 thay thế TCVN 4503 : 1988.
TCVN 4503 : 2009 hoàn toàn tương đương với ISO 9352 : 1995.
TCVN 4503 : 2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC61 Chất dẻo biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
CHẤT DẺO - XÁC ĐỊNH ĐỘ CHỊU MÀI MÒN BẰNG BÁNH XE MÀI MÒN
Plastics - Determination of resistance to wear by abrasive wheels
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này quy định phương pháp chung xác định độ chịu mài mòn của chất dẻo dưới tác động của bánh xe mài mòn. Tiêu chuẩn này có thể áp dụng cho các mẫu thử đúc, các hợp phần và các thành phẩm.
1.2. Các điều kiện thử riêng biệt và phương pháp biểu thị kết quả có thể khác tùy thuộc theo loại vật liệu. Các điều kiện thử và phương pháp cụ thể được quy định tại các tiêu chuẩn liên quan đối với từng loại sản phẩm, vật liệu.
Phương pháp này không áp dụng cho vật liệu xốp hoặc sơn.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tải liệu viện dẫn không ghi năm công bố thì áp dụng bản mới nhất, bao gồm cả các sửa đối, bổ sung (nếu có).
ISO 48, Rubber, vulcanized or thermoplastic - Determination of hardness (hardness between 10 IRHD and 100 IRHD) [Cao su, lưu hóa hoặc nhiệt dẻo - Xác định độ cứng (độ cứng giữa 10 IRHD và 100 IRHD)].
ISO 291:1977, Plastics - Standard atmospheres for conditioning and testing (Chất dẻo - Môi trường chuẩn đối với ổn định và thử nghiệm).
ISO 293:1986, Plastics - Compression moulding test specimens of thermoplastic materials (Chất dẻo – Mẫu thử ép tạo hình của vật liệu nhiệt dẻo).
ISO 294:1995, Plastics - Injection moulding of test specimens of thermoplastic materials (Chất dẻo - Phun tạo hình của mẫu thử vật liệu nhiệt dẻo).
ISO 295:1991, Plastics - Compression moulding of test specimens of thermosetting materials (Chất dẻo - Ép tạo hình của mẫu thử vật liệu nhiệt rắn).
ISO 2818:1994, Plastics - Preparation of test specimens by machining (Chất dẻo – Chuẩn bị mẫu thử bằng máy).
ISO 6506:1981, Metallic materials - Hardness test - Brinell test (Vật liệu kim loại - Xác định đô cứng - Phép thử Brinell)
ISO 6507-1:1982. Metallic materials - Hardness test - Vicker test - Part 1: HV 5 to HV 100 (Vật liệu kim loại - Xác định độ cứng - Phép thử Vicker - Phần 1: HV 5 đến HV 10).
3. Thuật ngữ, định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ, định nghĩa sau.
3.1
Bánh xe mài mòn (abrasive wheel)
Bánh xe mài cỡ nhỏ hoặc ống bọc giấy ráp.
3.2
Tổn hao mài mòn (abrasive wear)
Sự hao hụt vật liệu dần dần ở bề mặt làm việc của vật liệu chất dẻo do tác động cắt hoặc cào của bánh xe mài mòn.
4. Nguyên tắc
Hai bánh xe mài mòn được tác động lên với mẫu thử với lực tải trọng quy định. Sự tổn hao đạt được sau khi quay mẫu thử qua một số vòng quay xác định được đánh giá bằng phương pháp thích hợp (ví dụ: hao hụt khối lượng, hao hụt thể tích, thay đổi tính chất quang học, v,v...)
5. Thiết bị, dụng cụ
5.1. Máy thử mài mòn
Mẫu thử được đặt trên đĩa tròn quay bằng mô-tơ. Một cặp bánh xe được quay tự do quanh trục và được áp vào mẫu thử tại vị trí xác định với một lực tải xác định. Hình 1 miêu tả vị trí liên quan của những phần tử khác nhau này. Dụng cụ phải tuân thủ các yêu cầu sau:
5.1.1. Đĩa đỡ mẫu thử phải phẳng và cố định với trục truyền động. Khi đĩa quay, không điểm nào vạch ra trên vòng tròn bán kính 45 mm trên bề mặt nằm ngang được dao động theo phương thẳng đứng lớn hơn 0,05 mm quanh vị trí trung bình. Đĩa phải có đường kính danh nghĩa 100 mm và tốc độ quay 72 r/min tại 60 Hz và 60 r/min tại 50 Hz.
5.1.2. Bánh xe mài mòn được hỗ trợ bởi hai tay đỡ đối xứng có thể dao động tự do quanh trục nằm ngang. Phương pháp gắn bánh xe cho phép quay tự do. ví dụ vòng bi. Trong vị trí thử, các vấu lồi phải đồng trục và được đặt tại vị trí sao cho hình chiếu theo phương thẳng đứng của trục cơ sở lên mặt phẳng của đĩa đỡ mẫu thử đến đường song song đi qua trục đĩa là 19,1 mm ± 0,1 mm (xem Hình 1).
Khoảng cách giữa các mặt trong của bánh xe mài mòn phải là 52,4 mm ± 0,2 mm.
Mỗi tay đỡ được thiết kế sao cho có thể lắp thêm đối trọng nhằm cân bằng khối lượng của nó với bánh xe mài mòn và đặt thêm những tải trọng có khối lượng đã biết (xem 5.4).
5.1.3. Bánh xe mài mòn phải có dáng hình trụ. Bánh xe phải có lỗ trục cho phép chúng điều khiển được mà không cần sử dụng vấu lồi ở tay đỡ.
Bánh xe mài mòn bao gồm một trong hai lựa chọn sau:
a) Vật liệu mài mòn (bánh xe mài mòn). Độ dày của bánh xe là 12,7 mm ± 0,1 mm, và đường kính ngoài là 51,6 mm ± 0,1 mm khi mới, nhưng trong mọi trường hợp không được nhỏ hơn 44,4 mm.
b) Đĩa kim loại với lớp bọc ngoài bằng lớp cao su lưu hóa dày 6 mm, có độ cứng từ 50 IRHD đến 55 IRHD (độ cứng theo tiêu chuẩn quốc tế phù hợp với ISO 48) được dán một dải giấy mài mòn sao cho không có khoảng trống hoặc chồng lên nhau (ví dụ, được gắn chặt bằng băng dính hai mặt). Bánh xe mài mòn phải có độ dày 12,7 mm ± 0,2 mm và đường kính 51,6 mm ± 0,2 mm. Chiều rộng của giấy mài mòn phải được quy định trong tiêu chuẩn về vật liệu (hoặc sản phẩm) liên quan.
Chất lượng của bánh xe mài mòn hoặc giấy mài mòn được sử dụng phải như được công bố trong từng yêu cầu kỹ thuật (hoặc sản phẩm) liên quan. Tham khảo Bảng 1 đối với hướng dẫn tuyển chọn bánh xe mài mòn thích hợp. Các đặc tính năng lượng mài mòn của bánh xe có thể được mô tả, nếu yêu cầu, bằng quy trình được đưa ra trong Phụ lục A.
5.1.4. Thiết bi chân không dành cho việc loại bỏ mạt mài mòn bao gồm hai vòi hút phía trên vùng mài mẫu thử. Một vòi hút được đặt giữa bánh xe mài mòn và vòi còn lại được đặt ở vị trí hoàn toàn ngược lại (xem Hình 1). Miệng vòi có đường kính trong 8 mm ± 0,5 mm và cách mẫu thử 1,5 mm ± 0,5 mm. Khi vòi hút bị bịt kín, áp lực là 1,5 kPa đến 1,6 kPa.
5.1.5. Dụng cụ được trang bị thiết bị giúp thử nghiệm dừng lại sau khi đĩa quay một số vòng xác định trước.
5.1.6. Đối với mẫu thử mỏng hoặc chất dẻo mềm. dụng cụ được trang bị phải có vòng kẹp giúp những mẫu này khớp với đĩa đỡ.
5.2. Buồng ổn định, cho phép duy trì môi trường 23 oC ± 2 oC và độ ẩm tương đối (50 ± 5) %, phù hợp với ISO 291.
5.3. Đĩa kẽm tiêu chuẩn, để hiệu chuẩn cường độ mài mòn của bánh xe (xem Phụ lục A)
5.4. Khối lượng bổ sung, để tạo lực tải cần thiết lên từng bánh xe mài mòn phù hợp theo các đặc tính kỹ thuật của vật liệu (hoặc sản phẩm) có liên quan.
5.5. Dụng cụ tái tạo bề mặt mới cho bánh xe mài mòn, cho phép loại bỏ tất cả phế thải đồng thời đảm bảo tiếp xúc vuông góc giữa mẫu thử và bánh xe.
5.6. Thiết bị đánh giá độ mài mòn, phù hợp với yêu cầu kỹ thuật vật liệu (hoặc sản phẩm) liên quan:
Bảng 1- Bảng lựa chọn bánh xe mài mòn
Ký hiệu | Loại bánh xe | Thành phần | Dải tải trọng khuyến nghị N | Hoạt động mài mòn | Kích cỡ đá mạt (số lượng các hạt mài mòn/cm2) |
CS10 | Đàn hồi | Cao su và hạt mài mòn | 4,9 đến 9,8 | Nhẹ | 1420 |
CS10F | Đàn hồi | Cao su và hạt mài mòn | 2,5 đến 4,9 | Rất nhẹ | 1420 |
CS17 | Đàn hồi | Cao su và hạt mài mòn | 4,9 đến 9,8 | Ráp | 645 |
H10 | Không đàn hồi | Gốm | 4,9 đến 9,8 | Thô | 1160 |
H18 | Không đàn hồi | Gốm | 4,9 đến 9,8 | Thô vừa | 1160 |
H22 | Không đàn hồi | Gốm | 4,9 đến 9,8 | Rất thô | 515 |
H38 | Không đàn hồi | Gốm | 2,5; 4,9 9,8 | Rất thô Cứng | 5785 |
CHÚ THÍCH : | |||||
1. Ở điều kiện bình thường, bánh xe loại "CS” được sử dụng khi thử mẫu thử mềm; Bánh xe loại “H” được sử dụng đối với mẫu thử cứng. | |||||
2. Bánh xe CS10F dễ bị hư hại do cao su lão hóa, đặc biệt trong môi trường ozon cao. Do đó điều quan trọng là phải sử dụng những bánh xe này trước khi thời gian hết hạn được ghi trên bánh xe. | |||||
3. Khi ốp bề mặt mới (xem 8.10), số vòng quay khuyến nghị đối với bánh xe CS10, CS10F và CS17 là 25 đến 50. | |||||
4. Kết quả từ các bánh xe khác nhau, thậm chí của cùng chủng loại, không phải lúc nào cũng so sánh được. | |||||
Kích thước tính bằng milimét
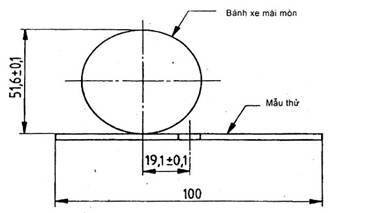
a) Mặt bên
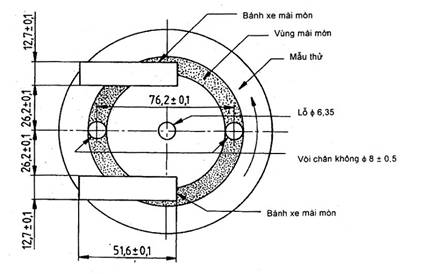
b) Mặt đỉnh
Hình 1 - Biểu đồ sắp xếp thiết bị
6. Mẫu thử
6.1. Hình dạng và kích thước
Mẫu thử phải là:
.- mặt phẳng tròn có đường kính danh nghĩa 100 mm;
- hoặc hình bát giác nhận được bằng cách cắt đi các góc của hình vuông chiều dài cạnh danh nghĩa 100 mm, khi không phải sử dụng vòng kẹp (xem 5.1.6).
Độ đày của mẫu thử phải đồng nhất và trong khoảng từ 0,5 mm đến 10 mm.
6.2. Chuẩn bị mẫu
Mẫu thử có thể được chuẩn bị bằng cách đúc theo ISO 293, ISO 294 hoặc ISO 295, hoặc gia công bằng máy theo ISO 2818. Từng mẫu phải có lỗ tâm đường kính 6,35 mm để khớp với núm đĩa quay.
6.3. Làm sạch mẫu thử
Bề mặt mẫu thử phải được làm sạch bằng dung môi bay hơi trung tính phù hợp hoặc bằng dung dịch xà phòng nhẹ, được lựa chọn phù hợp với các yêu cầu về thông số kỹ thuật (hoặc sản phẩm) liên quan, hay các thỏa thuận giữa các bên liên quan.
CẢNH BÁO - Sử dụng chất làm sạch (dù là chất bay hơi) có thể ảnh hưởng đến đặc tính mài mòn.
6.4. Số lượng mẫu thử
Số lượng mẫu thử phải như được quy định trong yêu cầu kỹ thuật của vật liệu (hoặc sản phẩm) liên quan. Trong trường hợp không có quy định này, số lượng ít nhất phải là ba.
7. Ổn định mẫu thử
Mẫu thử phải được ổn định trong phòng kín (5.2) theo các yêu cầu kỹ thuật về vật liệu (hoặc sản phẩm) liên quan. Trong trường hợp không có yêu cầu, thực hiện trong ít nhất 48 h trước khi thử.
CHÚ THÍCH: Các yêu cầu kỹ thuật cụ thể quy định điều kiện bánh xe mài mòn hoặc giấy mài mòn.
8. Cách tiến hành
8.1. Phép thử phải được thực hiện trong buồng kín (5.2), buồng có môi trường cùng đặc tính được kiểm soát.
8.2. Đối với từng mẫu thử, thực hiện các phép đo sơ bộ được quy định bởi yêu cầu kỹ thuật của vật liệu (hoặc sản phẩm) liên quan (xem cảnh báo trong 8.3).
8.3. Gắn mẫu thử vào đĩa mang mẫu.
CẢNH BÁO: Trong quá trình thực hiện được mô tả 8.2 và 8.3, cẩn thận không làm bẩn bề mặt thử, ví dụ dầu từ ngón tay tiếp xúc.
8.4. Lắp thiết bị với bánh xe mài mòn (xem 5.1.3) được quy định bởi yêu cầu kỹ thuật của vật liệu (hoặc sản phẩm) liên quan, cẩn thận tránh chạm vào khu vực mài mòn hình trụ. Hạ thấp tay đỡ và đặt nhẹ bánh xe mài mòn lên mẫu thử.
Cường độ mài mòn của bánh xe (bánh xe mài mòn hoặc giấy mài mòn) có thể được kiểm tra theo quy trình đề ra trong Phụ lục A. Trong trường hợp bánh xe mài mòn, thao tác này được tuân theo bề mặt mới sử dụng dụng cụ tái tạo bề mặt (5.5).
8.5. Điều chỉnh tải trọng của từng bánh xe mài mòn theo giá trị được xác định trong bởi yêu cầu kỹ thuật của vật liệu (hoặc sản phẩm) liên quan, sử dụng các đối trọng và khối lượng bổ sung (5.4).
8.6. Điều chỉnh vị trí của thiết bị chân không (xem 5.1.4).
8.7. Cài đặt số vòng quay theo giá trị được xác định trong yêu cầu kỹ thuật của vật liệu (hoặc sản phẩm) liên quan, hoặc theo thỏa thuận giữa các bên liên quan, sử dụng thiết bị được cung cấp (xem 5.1.5) (xem chú thích 2 bên dưới).
8.8. Khởi động động cơ quay mẫu thử và hệ thống chân không (xem 5.1.4).
8.9. Khi số vòng quay quy định được hoàn thành và động cơ ngừng lại, lấy mẫu thử ra và thực hiện thông số cuối được quy định trong yêu cầu kỹ thuật vật liệu (hoặc sản phầm) có liên quan.
CHÚ THÍCH 2: Một số yêu cầu kỹ thuật cụ thể không quy định số vòng quay cố định mà yêu cầu kiểm tra định kỳ bề mặt bị ăn mòn, thử nghiệm kết thúc khi đạt ngưỡng suy giảm chất lượng.
8.10. Trong các trường hợp sử dụng bánh xe mài, bánh xe phải được tái tạo bề mặt trước mỗi lần thử bằng dụng cụ tái tạo bề mặt (5.5) sao cho bề mặt mài có hình trụ chính xác và các cạnh giữa bề mặt mài mòn và các mặt bên là sắc nét (vuông thành sắc cạnh).
Trong trường hợp sử dụng đĩa tròn phẳng với giấy mài, giấy mài phải được thay thế sau 500 vòng quay hoặc khi bị mạt mài lấp kín hoặc bị mất nhám. Sự lấp kín giấy mài phụ thuộc vào vật liệu mẫu thử. Đối với vật liệu mềm, dạng sáp, kiểm tra giấy mài sau 25 vòng quay. Trong tất cả các trường hợp, kiểm tra giấy mài sau 50 đến 100 vòng quay (khi cần thiết lau bằng bàn chải sợi kim loại).
9. Biểu thị kết quả
Kết quả được biểu thị theo một trong các cách sau:
a) khi thay đổi đặc tính riêng sau số vòng xác định, ví dụ thay đổi về độ dày, khối lượng, khuếch tán ánh sáng; trong trường hợp này, tính giá trị trung bình đối với mẫu được thử;
b) khi số vòng quay cần thiết để đạt được trị số hư hại xác định về hình dáng; trong trường hợp này, làm tròn giá trị đạt được theo bội số gần nhất của 25 vòng quay;
c) khi hao hụt về khối lượng, tính bằng kilogam trên nghìn vòng quay, đối với mẫu thử được thực hiện theo các điều kiện quy định cụ thể đối với các vật liệu có khối lượng riêng tương đương;
d) khi hao hụt về thể tích, tính bằng milimet khối trên nghìn vòng quay, khi so sánh các vật liệu có khối lượng riêng khác nhau.
10. Độ chụm
Độ chụm của phương pháp thử này chưa biết được do chưa có số liệu liên phòng thí nghiệm. Ghi nhận rằng độ chụm của phương pháp này sẽ phụ thuộc vào quy trình được sử dụng để đánh giá độ mài mòn; có thể có các kết quả khác biệt khi đánh giá sự hao hụt về khối lượng, thể tích, các thay đổi trong đặc tính quang học vv... Phương pháp này có thể không thích hợp đối với việc sử dụng các yêu cầu kỹ thuật hoặc trong trường hợp các kết quả được tranh luận khi số liệu liên phòng thí nghiệm chưa có.
11. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này và viện dẫn yêu cầu kỹ thuật vật liệu (hoặc sản phẩm) có liên quan nếu có;
b) chi tiết đầy đủ về vật liệu hoặc sản phẩm được thử;
c) chi tiết đầy đủ chất mài mòn được sử dụng (bánh xe, mài mòn hoặc giấy mài mòn) và, nếu được xác định, năng lượng mài mòn như được đo theo các điều kiện được miêu tả trong Phụ lục A;
d) phương pháp làm sạch bề mặt mẫu thử;
e) tải trọng được áp dụng đối với từng bánh xe mài mòn;
f) số vòng quay được đặt (khi kết quả thử nghiệm không được thể hiện bởi số vòng quay);
g) giá trị của từng xác định đơn lẻ, giá trị trung bình và phương pháp đánh giá độ mài mòn;
h) tất cả các chi tiết thử khác (thay đổi của giấy mài mòn, làm sạch, ổn định, v,v...).
Phụ lục A
(quy định)
Xác định khả năng mài mòn của bánh xe mài mòn
Khả năng mài mòn của bánh xe mài mòn phải được xác định theo các điều kiện được nêu trong yêu cầu kỹ thuật vật liệu (hoặc sản phẩm) có liên quan. Nó được đặc trưng bằng hao hụt khối lượng của tấm kẽm phẳng tiêu chuẩn đối chứng sau số vòng quay xác định.
A.1 Mẫu thử đối chứng
Mẫu thử đối chứng phải được chuẩn bị từ một tấm kẽm nguyên chất (độ tinh khiết ít nhất 99 %), có độ dày 0,7 mm đến 0,8 mm, đã được xử lý ở 200 oC trong thời gian 60 min.
Độ cứng Vickers của bề mặt tấm kẽm, được đo theo ISO 6507-1, phải là 42 HV 100 ± 2 HV 100, hoặc giá trị độ cứng Brinell tương đương được đo theo ISO 6506.
A.2 Cách tiến hành
Làm sạch mẫu thử đối chứng bằng axeton, cân chính xác đến 1 mg, sau đó đưa vào thử theo quy trình được mô tả tại Điều 8. Tải trọng áp dụng và số vòng quay phải như được quy định trong tiêu chuẩn vật liệu (hoặc sản phẩm) có liên quan. Trong trường hợp không có bất kỳ chỉ dẫn nào, sử dụng tải trọng 4,9 N và 1000 vòng quay.
Sau khi thử nghiệm, cân lại mẫu thử chính xác đến 1 mg.
A.3 Biểu thị kết quả
Khả năng mài mòn của bánh xe được sử dụng (Bánh xe mài mòn hoặc giấy mài mòn) phải được đặc trưng bằng việc hao hụt khối lượng hoặc thể tích, được tính đối với 1000 vòng quay, hoặc như được quy định trong yêu cầu kỹ thuật vật liệu (hoặc sản phẩm) liên quan.
A.4 Tần số hiệu chuẩn
A.4.1 Trong trường hợp bánh xe mài mòn, bánh xe nên được hiệu chuẩn khi nhận được và quy trình này nên được lặp lại 3 tháng một lần. Sau mỗi lần hiệu chuẩn, bánh xe phải được tái tạo bề mặt trước lần thử đầu tiên.
A.4.2 Trong trường hợp giấy mài mòn, hiệu chuẩn phải được thực hiện trên mẫu đại diện và thử nghiệm đầu tiên phải được thực hiện trên phần giấy mài mòn mới (chưa sử dụng). Giấy mài nên được hiệu chuẩn khi nhận được và quy trình này nên được lặp lại ba tháng một lần, hoặc như được quy định trong yêu cầu kỹ thuật vật liệu (sản phẩm) liên quan.