Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 5886:2006 (ISO 783 : 1999) về Vật liệu kim loại – Thử kéo ở nhiệt độ cao do Bộ Khoa học và Công nghệ ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 5886 : 2006
ISO 783 : 1999
VẬT LIỆU KIM LOẠI – THỬ KÉO Ở NHIỆT ĐỘ CAO
Metallic materials - Tensile testing at elevated temperature
Lời nói đầu
TCVN 5886 : 2006 thay thế TCVN 5886 : 1999 và TCVN 3940 : 1984.
TCVN 5886 : 2006 hoàn toàn tương đương với ISO 783 : 1999.
TCVN 5886 : 2006 do Ban kỹ thuật tiêu chuẩn TCVN/TC 164 Thử cơ lý kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị Bộ Khoa học và Công nghệ ban hành.
VẬT LIỆU KIM LOẠI - THỬ KÉO Ở NHIỆT ĐỘ CAO
Metallic materials - Tensile testing at elevated temperature
1 Phạm vi áp dụng
Tiêu chuẩn này qui định phương pháp thử kéo vật liệu kim loại ở nhiệt độ quy định cao hơn nhiệt độ môi trường và định nghĩa các tính chất cơ học khi kéo.
2 Tiêu chuẩn viện dẫn
ISO 286-2 ISO system of limits and fits - Part 2: table of standard tolerance grades and limit deviations for holes and shafts (Hệ thống dung sai và lắp ghép ISO - Phần 2 : Bảng cấp dung sai tiêu chuẩn và các sai lệch giới hạn của lỗ và trục).
TCVN 4398 : 2001 (ISO 377 : 1997) Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính
ISO 2142 Wrought aluminium, magnesium and their alloys - Selection of specimens and test pieces for mechanical testing (Nhôm biến dạng, magiê và các hợp kim của chúng - Lựa chọn mẫu để thử cơ tính).
ISO 2566-1 Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels (Thép - Sự thay đổi các giá trị độ giãn dài - Phần 1 : Thép cacbon và thép hợp kim thấp).
ISO 2566-2 Steel - Conversion of elongation values - Part 2: Austenitic steels (Thép - Sự thay đổi các giá trị độ giãn dài - Phần 2: Thép austenit).
ISO 7500-1 Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines - verfication and calibration of the force-measuring system (Vật liệu kim loại - Kiểm định các máy thử tĩnh một trục - Phần 1: Máy thử kéo/nén)
ISO 9513 Metallic materials - Calibration of extensometers used in uniaxial testing (Vật liệu kim loại - Kiểm định các máy đo độ giãn dài dùng trong phép thử một trục)
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các định nghĩa sau:
3.1
Chiều dài cữ (gauge length)
Chiều dài của phần có các cạnh song song của mẫu thử trên đó đo độ giãn dài tại bất kỳ thời điểm nào trong quá trình thử.
CHÚ THÍCH: Cần phân biệt các chiều dài cữ được xác định trong 3.1.1 và 3.1.2.
3.1.1
Chiều dài cữ ban đầu (original gauge length)
Lo
Chiều dài cữ ở nhiệt độ môi trường xung quanh trước khi nung nóng mẫu thử và trước khi đặt lực thử.
3.1.2
Chiều dài cữ lúc cuối (final gauge length)
Lu
Chiều dài cữ sau khi đứt, hai phần tách rời của mẫu thử được ghép lại cẩn thận với nhau sao cho các đường trục của chúng nằm trên một đường thẳng. Chiều dài này được đo ở nhiệt độ môi trường xung quanh.
3.2
Chiều dài phần song song (parallel length)
Lc
Phần song song của mặt cắt mẫu thử kéo.
CHÚ THÍCH: Khái niệm chiều dài của phần có cạnh song song được đề nghị thay đổi bằng khái niệm khoảng cách giữa các ngàm đối với mẫu thử không gia công.
3.3
Chiều dài cữ để đo độ giãn (extensometer gauge length)
Le
Chiều dài của phần có cạnh song song của mẫu được dùng để đo độ giãn dài bằng dụng cụ đo độ giãn.
CHÚ THÍCH: Chiều dài này có thể khác chiều dài Lo và lớn hơn b,d hoặc D (xem bảng 1) nhưng nhỏ hơn Lc.
3.4
Độ giãn (extension)
Độ tăng chiều dài cữ để đo độ giãn (Le) tại một thời điểm bất kỳ trong quá trình thử.
3.5
Độ giãn dài (elongation)
Độ tăng của chiều dài cữ ban đầu (Lo) dưới tác dụng của lực kéo, tại bất kỳ thời điểm nào trong khi thử.
3.6
Độ giãn dài tương đối (percentage elongation)
Độ giãn dài được tính bằng phần trăm của chiều dài cữ ban đầu (Lo)
CHÚ THÍCH: Đặc biệt cần phân biệt giữa các độ giãn dài được xác định trong 3.6.1 và 3.6.2.
3.6.1
Độ giãn dài dư tương đối (percentage permanent elongation)
Độ tăng chiều dài cữ ban đầu của mẫu thử sau khi bỏ ứng suất đã quy định (xem 3.8), được tính theo phần trăm của chiều dài cữ ban đầu, Lo.
3.6.2
Độ giãn dài dư tương đối sau khi đứt (percentage elongation after fracture)
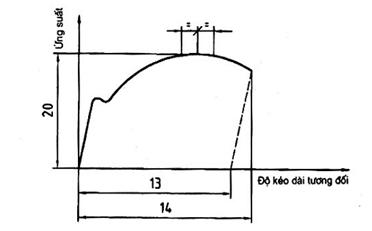
A
Hiệu giữa chiều dài cữ cuối và chiều dài chữ ban đầu (Lu - Lo), được tính bằng phần trăm của chiều dài cữ ban đầu (Lo)
Xem Hình 1.
3.6.3
Độ giãn dài tương đối tổng cộng sau khi đứt (percentage total elongation at fracture)
At
Độ giãn dài tổng (độ giãn dài đàn hồi cộng với độ giãn dài dẻo) của chiều dài cữ của mẫu thử tại thời điểm đứt, tính bằng phần trăm của chiều dài cữ ban đầu (Lo).
3.7
Độ thắt tương đối (percentage reduction of area)
Z
Hiệu giữa diện tích mặt cắt ngang ban đầu và cuối (So - Su), được tính bằng phần trăm của diện tích mặt cắt ngang ban đầu So.
Xem Hình 1.
3.8
Lực lớn nhất (maximum force)
Fm
lực lớn nhất mà mẫu thử chịu được trong quá trình thử
Xem Hình 5
CHÚ THÍCH: Xem giải thích Phụ lục F.
3.9
Ứng suất (stress)
Lực thử chia cho diện tích mặt cắt ngang ban đầu (So) của mẫu thử tại một thời điểm bất kỳ trong quá trình thử
3.9.1
Giới hạn bền kéo (tensile strength)
Fm
Ứng suất tương ứng với lực lớn nhất (Fm)
Xem Hình 5
3.9.2
Giới hạn bền chảy (yield strength)
Khi vật liệu kim loại có hiện tượng chảy thì trong quá trình thử ở thời điểm đó xuất hiện biến dạng dẻo mà lực thử không tăng.
CHÚ THÍCH: Cần phân biệt giữa các độ bền được xác định trong 3.9.2.1 và 3.9.2.2
3.9.2.1
Giới hạn bền chảy trên (upper yield strength)
ReH
Giá trị ứng suất tại thời điểm khi xuất hiện sự giảm đầu tiên của lực thử
Xem Hình 2
3.9.2.2
Giới hạn bền chảy dưới (lower yield strength)
ReL
Giá trị ứng suất nhỏ nhất trong quá trình chảy dẻo không tính đến bất kỳ hiệu ứng chuyển tiếp ban đầu nào.
Xem Hình 2
3.9.3
Giới hạn dẻo qui ước với độ giãn dài không tỷ lệ (proof strength, non-proportional extention)
Rp
Ứng suất tại đó độ giãn dài không tỷ lệ bằng với phần quy định của chiều dài cữ cho dụng cụ đo độ giãn
Le
Xem Hình 3
CHÚ THÍCH: Ký hiệu được dùng có bổ sung thêm số chỉ dưới dòng biểu thị cho số phần trăm qui định, ví dụ Rpo.2
4 Ký hiệu và ý nghĩa
Các ký hiệu được dùng trong tiêu chuẩn này và ý nghĩa của chúng được cho trong Bảng 1.
Bảng 1 - Các ký hiệu và ý nghĩa
Số tra cứu a | Ký hiệu | Đơn vị | Ý nghĩa |
|
|
| Mẫu thử |
- | q | oC | Nhiệt độ xác định |
- | qi | oC | Nhiệt độ đo được |
1 | ab | mm | Chiều dày của mẫu thử phẳng hoặc chiều dày thành ống của mẫu thử ống bẹt |
2 | b | mm
mm | Chiều rộng phần song song của mẫu thử phẳng hoặc chiều rộng trung bình của dải cắt dọc theo ống hoặc chiều rộng của dây dẹt. Đường kính phần song song của mẫu thử tròn hoặc đường kính trong của ống. |
3 | d | mm | Đường kính ngoài của ống |
4 | D | mm | Chiều dài cữ ban đầu |
5 | Lo | mm | Chiều dài của phần song song |
6 | Lc | mm | Chiều dài cữ để đo độ giãn |
- | Le | mm | Chiều dài tổng của mẫu thử |
7 | Lt | mm | Chiều dài cữ lúc cuối sau khi đứt |
8 | Lu | mm2 | Diện tích mặt cắt ngang ban đầu của phần song song |
9 | So | mm2 | Diện tích mặt cắt ngang nhỏ nhất của mẫu thử sau khi đứt |
10 | Su | - | Hệ số tỷ lệ |
- | k | %
- | Độ thắt tương đối x 100 Các đầu kẹp |
- | Z | ||
11 | - | mm
% | Độ giãn dài Độ giãn dài sau khi đứt: Lu - Lo Độ giãn dài tương đối sau khi đứt: x100 |
12 | - | ||
13 | Ac | % | Tổng độ giãn dài tương đối sau khi đứt |
14 | At | % | Độ giãn dài tương đối qui định |
15 | - | % | Độ giãn dài tương đối không tỷ lệ quy định |
16 | - | N | Lực Lực tối đa Độ bền suất chảy - Ứng suất thử - Giới hạn bền kéo |
17 | Fm | ||
18 | ReH | N/mm2d | Giới hạn chảy trên |
19 | ReL | N/mm2 | Giới hạn chảy dưới |
20 | Rm | N/mm2 | Giới hạn bền kéo |
21 | Rp | N/mm2 | Giới hạn dẻo qui ước với độ giãn dài không tỷ lệ |
a Xem các Hình từ 1 đến 10 b Ký hiệu T cũng được sử dụng trong các tiêu chuẩn sản phẩm ống thép. c Trong trường hợp mẫu thử tỷ lệ, chỉ nếu chiều dài cữ ban đầu lớn hơn 5,65 A11,3 = phần trăm độ giãn dài tương đối của chiều dài cữ ban đầu (Lo) là 11,3 Trong trường hợp mẫu thử không tỷ lệ, tỷ lệ A sẽ được bổ sung bằng một ký hiệu của độ dài cữ ban đầu sử dụng, đơn vị tính mm, ví dụ: A80mm = phần trăm độ giãn dài tương đối của chiều dài cữ ban đầu (Lo) là 80 mm. d 1N/mm2 = 1Mpa | |||
5 Nguyên lý thử
Phép thử bao gồm việc kéo một mẫu thử với lực kéo cho tới khi mẫu thử đứt để xác định một hoặc nhiều tính chất cơ học đã quy định trong điều 3.
Phép thử được thực hiện ở nhiệt độ qui định, lớn hơn nhiệt độ của môi trường xung quanh.
6 Thiết bị
6.1 Máy thử
Máy thử phải được điều chỉnh phù hợp với ISO 7500-1 và ít nhất đạt cấp 1 nếu không có quy định nào khác trong tiêu chuẩn sản phẩm.
6.2 Dụng cụ đo độ giãn
Khi dùng giãn kế để đo độ giãn dài, giãn kế phải đạt cấp 1 (xem ISO 9513) đối với ứng suất chảy trên và dưới và đối với ứng suất thử cho độ giãn dài không tỷ lệ: đối với các đặc trưng khác (có độ giãn cao hơn) có thể dùng giãn kế cấp 2 (xem ISO 9513).
Chiều dài cữ cho giãn kế không được nhỏ hơn 10 mm và phải nằm ở giữa chiều dài cữ của phần mẫu có cạnh song song. Giãn kế nên có kiểu thích hợp để có thể đo được ở cả hai mặt của mẫu thử và cho phép lấy giá trị trung bình của hai số đọc.
Bất cứ bộ phận nào của giãn kế chìa về phía lò nung phải được thiết kế hoặc bảo vệ tránh gió nóng sao cho độ dao động của nhiệt độ môi trường chỉ ảnh hưởng ở mức tối thiểu đến số đọc. Cần duy trì độ ổn định thích hợp của nhiệt độ và vận tốc không khí xung quanh máy thử.
6.3 Lò nung
6.3.1 Sai số cho phép của nhiệt độ
Lò nung mẫu thử phải đảm bảo sao cho mẫu thử được nung nóng đến nhiệt độ qui định q
Sai số cho phép giữa nhiệt độ qui định q và nhiệt độ chỉ thị qi như trong Bảng 2.
Bảng 2 - Sai số cho phép của nhiệt độ qui định, q và nhiệt độ chỉ thị, qi
Nhiệt độ xác định oC | Sai số cho phép giữa q và qi oC | Gradient nhiệt độ oC |
q £ 600 | ± 3 | 3 |
600 <>q £ 800 | ± 4 | 4 |
800<>q £ 1000 | ± 5 | 5 |
Đối với nhiệt độ qui định cao hơn 1000oC sai lệch cho phép sẽ được xác định bằng sự thỏa thuận giữa các bên có liên quan.
Nhiệt độ chỉ thị qi là nhiệt độ được đo tại bề mặt của chiều dài có cạnh song song của mẫu thử.
Sai số cho phép của nhiệt độ phải được tuân thủ trên chiều dài cữ ban đầu Lo, ít nhất là cũng phải được tuân thủ tới thời điểm tương ứng với ứng suất thử cho độ giãn dài không tỷ lệ.
6.3.2 Đo nhiệt độ
Thiết bị đo nhiệt độ có thang đo được chia ít nhất đến 1oC và phải có độ chính xác ± 0,004 oC hoặc ± 2oC.
Khi chiều dài cữ nhỏ hơn 50 mm, phải được đặt một cặp nhiệt ở mỗi đầu của đoạn mẫu có cạnh song song.
Khi chiều dài cữ bằng hoặc dài hơn 50 mm, một cặp nhiệt thứ ba phải được đặt ở gần tâm của đoạn song song.
Số lượng các can nhiệt này có thể giảm đi nếu như bằng kinh nghiệm bố trí sắp xếp lò nung và mẫu thử có thể đảm bảo được sai số nhiệt độ trên mẫu thử không vượt khỏi sai số cho phép được qui định trong 6.3.1.
Các phần nối của can nhiệt phải bảo đảm sự tiếp xúc tốt về nhiệt độ với bề mặt của mẫu thử và phải được che chắn thích hợp chống sự bức xạ trực tiếp từ thành vách của lò nung.
6.3.3 Kiểm tra hệ thống đo nhiệt độ
Toàn bộ các phần của hệ thống đo nhiệt độ, gồm các cảm biến và thiết bị đọc, phải kiểm tra dãy nhiệt độ làm việc ba tháng một lần, sai số phải được ghi trong báo cáo kiểm tra. Việc kiểm tra hệ thống đo nhiệt độ phải được thực hiện bằng phương pháp vạch dấu theo đơn vị quốc tế SI.
7 Mẫu thử
7.1 Hình dạng và kích thước
7.1.1 Qui định chung
Hình dạng và kích thước của các mẫu thử phụ thuộc vào hình dạng và kích thước của sản phẩm kim loại được lấy làm mẫu thử.
Mẫu thử thường được chế tạo bằng cách gia công cơ từ phôi từ sản phẩm hoặc gia công từ phôi ép hoặc phôi đúc. Tuy nhiên, các sản phẩm có mặt cắt ngang không thay đổi (các mẫu ghép hình, thanh, dây, ...) và các thanh đúc dùng để thử (gang dẻo, gang trắng, hợp kim màu) có thể được thử ngay không qua gia công.
Mặt cắt ngang của các mẫu thử có thể là tròn, vuông, hình chữ nhật, hình vành khăn hoặc trong một số trường hợp đặc biệt có các hình dạng khác.
CHÚ THÍCH: Mẫu thử với đầu mặt cắt dạng cung tròn/hình khuyên trong phần song song có thể được sử dụng.
Các mẫu thử có chiều dài cữ ban đầu liên quan đến diện tích mặt cắt ngang ban đầu theo phương trình Lo = k![]() được gọi là các mẫu thử tỷ lệ. Giá trị k = 5,65 được quốc tế chấp nhận. Chiều dài cữ ban đầu không được nhỏ hơn 20 mm. Nếu diện tích mặt cắt ngang của mẫu thử quá nhỏ, không đáp ứng được yêu cầu này với hệ số k=5,65, có thể dùng giá trị của hệ số k lớn hơn (tốt nhất là k = 11,3) hoặc dùng mẫu thử không tỷ lệ.
được gọi là các mẫu thử tỷ lệ. Giá trị k = 5,65 được quốc tế chấp nhận. Chiều dài cữ ban đầu không được nhỏ hơn 20 mm. Nếu diện tích mặt cắt ngang của mẫu thử quá nhỏ, không đáp ứng được yêu cầu này với hệ số k=5,65, có thể dùng giá trị của hệ số k lớn hơn (tốt nhất là k = 11,3) hoặc dùng mẫu thử không tỷ lệ.
Trong trường hợp các mẫu thử không tỷ lệ, chiều dài cữ ban đầu (Lo) được lấy độc lập với diện tích mặt cắt ngang ban đầu (So).
Dung sai kích thước của các mẫu thử phải phù hợp với các phụ lục tương ứng (xem 7.2).
7.1.2 Mẫu thử gia công cơ
Các mẫu thử qua gia công cơ phải có mặt cong chuyển tiếp giữa các đầu để kẹp và phần có các cạnh song song nếu chúng có kích thước khác nhau. Kích thước của các bán kính cong chuyển tiếp này rất quan trọng và thường được xác định trong đặc tính kỹ thuật của vật liệu nếu chúng không được cho trong các phụ lục tương ứng (xem 7.2).
Các đầu để kẹp chặt có thể có hình dạng nào đó phù hợp với mỏ kẹp của máy thử. Các trục của mẫu thử phải trùng với hoặc song song với phương tác dụng lực.
Chiều dài của phần mẫu có cạnh song song (Lc), hoặc là trong trường hợp mẫu thử không có phần cong chuyển tiếp, chiều dài tự do giữa các má kẹp phụ thuộc vào chiều dài cữ ban đầu (Lo).
7.1.3 Mẫu thử không gia công cơ
Nếu mẫu thử là một đoạn dài của sản phẩm không qua gia công cơ hoặc một thanh thử không qua gia công thì chiều dài tự do giữa các má kẹp phải đủ để đánh dấu cữ ở khoảng cách theo qui định từ má kẹp (xem các phụ lục).
7.2 Kiểu mẫu thử
Các kiểu chính của mẫu thử được cho trong các Phụ lục từ A đến D tùy theo hình dạng và kiểu sản phẩm như đã cho trong Bảng 3. Có thể sử dụng các kiểu mẫu thử khác nếu chúng đã được qui định trong các tiêu chuẩn sản phẩm.
Bảng 3 - Các dạng sản phẩm
Dạng sản phẩm | Phụ lục tương ứng | |
|
|
|
0,1 £ chiều dày <> | - | A |
- | <> | B |
≥ 3 | ≥ 4 | C |
Ống | D | |

7.3 Chuẩn bị mẫu thử
Các mẫu thử này phải được chuẩn bị theo các yêu cầu của tiêu chuẩn tương ứng cho các loại vật liệu khác nhau (ví dụ: TCVN 4398 : 2001 (ISO 377 : 1997) đối với thép và các sản phẩm thép, ISO 2142 đối với nhôm biến dạng, manhê và các hợp kim của chúng).
8 Điều kiện thử
8.1 Nung nóng mẫu thử
Mẫu thử phải được nung nóng tới nhiệt độ qui định q và được giữ ở nhiệt độ này ít nhất là 10 min trước khi kéo. Việc kéo chỉ được bắt đầu sau khi chỉ thị của thiết bị đo độ giãn dài đã ổn định.
CHÚ THÍCH: Thời gian dài hơn thường được yêu cầu để làm nhiệt độ ở tâm mặt cắt ngang của vật liệu đạt đến nhiệt độ quy định.
Trong quá trình nung nóng, nhiệt độ của mẫu thử tại bất cứ thời điểm nào cũng không được vượt quá dung sai nhiệt độ đã quy định, trừ khi có sự thỏa thuận riêng giữa các bên có liên quan.
Khi mẫu thử đã đạt tới nhiệt độ qui định, giãn kế phải được điều chỉnh về không (0).
8.2 Kéo mẫu thử
Phải tác dụng lực để tạo ra sự biến dạng tăng dần của mẫu thử mà không gây ra va đập hoặc rung động bất thường. Lực phải được tác dụng dọc theo đường trục của mẫu thử để hiện tượng uốn hoặc xoắn trên chiều dài đo của mẫu là ít nhất 1).
8.3 Tốc độ gia tải
8.3.1 Xác định ứng suất chảy
Xác định ứng suất chảy trên và dưới, ứng suất thử cho độ giãn dài không tỉ lệ.
Tốc độ biến dạng của phần chiều dài có các cạnh song song của mẫu thử từ lúc bắt đầu thử cho tới khi đạt được ứng suất chảy phải nằm giữa 0,001/min và 0,005/min.
Trong trường hợp máy thử không thể đạt được tốc độ kéo qui định, phải đặt tốc độ kéo để cho tốc độ biến dạng nhỏ hơn 0,003/min phù hợp với phạm vi đàn hồi. Không có trường hợp nào mà tốc độ ứng suất trong phạm vi biến dạng đàn hồi vượt quá 300 MPa/min.
8.3.2 Xác định giới hạn bền kéo
Nếu chỉ xác định giới hạn bền kéo thì tốc độ biến dạng của mẫu thử phải ở trong khoảng 0,02/min đến 0,20/min.
Nếu ứng suất chảy cũng được xác định trên cùng một mẫu thử thì việc chuyển đổi từ tốc độ ứng suất đã quy định trong 8.3.1 sang tốc độ đã xác định ở trên phải đều đặn.
9 Tiến hành thử
9.1 Xác định diện tích mặt cắt ngang ban đầu (So)
Diện tích mặt cắt ngang ban đầu phải được tính từ các kích thước tương ứng. Độ chính xác của phép tính này phụ thuộc vào đặc tính và kiểu mẫu thử. Giới hạn của sai số trong các mặt cắt ngang của các loại mẫu thử khác nhau nêu trong các Phụ lục từ A đến D.
9.2 Đánh dấu chiều dài cữ ban đầu (Lo)
Chiều dài cữ ban đầu phải được đánh dấu bằng, các nét viết hoặc vạch nhưng không được dùng các vết khía có thể gây đứt sớm của mẫu thử.
CHÚ THÍCH: Một số vật liệu không dễ khía. Cho phép sử dụng máy đánh dấu trên các vật liệu này.
Đối với các mẫu thử tỷ lệ, kết quả tính toán của chiều dài cữ ban đầu được làm tròn đến 5 mm sao cho hiệu số giữa chiều dài cữ và chiều dài cữ đánh dấu nhỏ hơn 10% Lo.
Nếu chiều dài của phần song song Lc lớn hơn nhiều so với chiều dài cữ ban đầu, ví dụ như các mẫu thử không gia công cơ, phải đánh dấu một loạt các chiều dài cữ trong đó một số có thể kéo dài tới các mỏ kẹp.
Trong một số trường hợp, để giúp cho việc đánh dấu các chiều dài cữ, vẽ một đường song song với trục trên bề mặt của mẫu thử, dọc theo nó đánh dấu chiều dài cữ.
Trên máy thử tự động, chiều dài cữ được xác định bằng khoảng cách giữa hai lưỡi dao của máy đo độ giãn (giãn kế).
9.3 Xác định độ giãn dài tương đối sau khi đứt, A
Độ giãn dài tươngđối sau khi đứt phải được xác định phù hợp với định nghĩa 3.6.2.
Để xác định độ giãn dài tương đối sau khi đứt, phải lắp cẩn thận hai mẫu gãy của mẩu thử với nhau sao cho đường trục của chúng nằm trên cùng một đường thẳng.
Cần đặc biệt chú ý để đảm bảo có sự tiếp xúc khít giữa hai phần đã gãy của mẫu thử khi đo chiều dài cữ lúc cuối. Vấn đề này đặc biệt quan trọng trong trường hợp các mẫu thử có mặt cắt ngang nhỏ và các mẫu thử có giá trị độ giãn dài thấp.
Phải xác định độ giãn dài sau khi đứt (Lu - Lo) tới 0,25 mm gần nhất bằng thiết bị đo phù hợp và giá trị độ giãn dài tương đối sau khi đứt được làm tròn đến 0,5%. Khi sử dụng tiêu chuẩn này để xác định độ giãn dài nhỏ hơn 5%, việc đo độ giãn dài sẽ được thực hiện bằng giãn kế.
Về nguyên tắc, phép đo này chỉ có giá trị nếu khoảng cách giữa chỗ đứt và vạch dấu gần nhất không nhỏ hơn 1/3 chiều dài cữ ban đầu (Lo). Tuy nhiên phép đo có giá trị không phụ thuộc vị trí của vết gãy, nếu độ giãn dài tương đối sau khi đứt bằng hoặc lớn hơn giá trị qui định.
Nếu tiêu chuẩn của sản phẩm cho phép, độ giãn dài có thể được đo trên một chiều dài cữ cố định và được quy đổi sang chiều dài cữ tỷ lệ bằng cách dùng công thức biến đổi hoặc bảng trong ISO 2566-1 và ISO 2566-2.
Khi dùng một giãn kế để đo độ giãn dài sau khi đứt và độ giãn dài tổng lúc đứt, chiều dài cữ cho giãn kế Le phải bằng chiều dài cữ ban đầu Lo.
Nếu sử dụng máy đo độ giãn dài tự động thì không cần phải có các vạch dấu để đo. Trong trường hợp này, độ giãn dài đo được là độ giãn dài tổng, do đó cần phải trừ đi độ giãn đàn hồi để có độ giãn dài tương đối sau khi đứt.
CHÚ THÍCH: Chỉ có thể thực hiện các so sánh về độ giãn dài tương đối khi chiều dài cữ hoặc chiều dài cữ cho máy đo độ giãn, hình dạng và diện tích mặt cắt ngang là như nhau hoặc khi hệ số tỷ lệ (k) là như nhau.
9.4 Xác định giới hạn bền dẻo qui ước với độ giãn dài không tỷ lệ (Rp).
Xác định ứng suất thử (có độ kéo dài không tỷ lệ) từ đồ thị lực/ độ giãn dài bằng cách vẽ một đường song song với phần thẳng của đường cong và ở khoảng cách tương ứng với số phần trăm không tỷ lệ đã quy định, ví dụ bằng 0,2%. Giao điểm giữa đường song song này với đường cong sẽ cho lực tương ứng với giới hạn dẻo yêu cầu (độ kéo dài không tỷ lệ). Giới hạn dẻo này nhận được bằng cách chia lực này cho diện tích mặt cắt ngang ban đầu của mẫu thử (So) (xem Hình 3).
Phải đảm bảo độ chính xác khi vẽ đồ thị/ lực giãn dài. Có thể vẽ đường cong bằng phương pháp ghi tự động hoặc bằng tay.
Nếu đoạn thẳng của đồ thị/độ giãn kéo dài không được xác định rõ ràng, khiến cho việc vẽ đường song song không đủ chính xác thì nên tiến hành theo qui trình sau (xem Hình 4).
Khi giới hạn dẻo được xem là đã vượt quá, cần giảm lực đi một giá trị bằng khoảng 10% của lực đã đạt được. Sau đó lại tăng lực lên tới khi nó vượt quá giá trị đã đạt được ban đầu. Để xác định giới hạn dẻo mong muốn, vẽ một đường đi qua vòng trễ. Sau đó vẽ một đường song song với đường trên cách gốc tọa độ của đường cong một khoảng được đo dọc theo trục hoành bằng giá trị đã quy định của độ kéo dài không tỷ lệ. Giao điểm của đường song song này với đường cong lực/độ kéo dài là lực tương ứng với giới hạn dẻo. Giới hạn này bằng lực chia cho diện tích mặt cắt ngang ban đầu So của mẫu thử (xem Hình 4).
Có thể xác định được tính chất này mà không cần phải vẽ đường cong lực/độ kéo dài bằng cách sử dụng các cơ cấu thích hợp (thiết bị vi xử lý, v.v...).
Khi chiều dài cữ cho giãn kế Le khác với với chiều dài cữ ban đầu Lo thì độ kéo dài đo được phải biểu thị bằng phần trăm của chiều dài cữ cho giãn kế Le.
9.5 Kiểm tra độ kéo dài dư tương đối qui định(Rr).
Sau khi mẫu thử đã được nung nóng tới nhiệt độ quy định (xem 8.1), cho tác dụng lực một cách đều đặn như đã quy định trong tiêu chuẩn sản phẩm, nếu như việc kiểm tra này được qui định, phù hợp với các điều kiện đã xác định trong 8.3.1. Duy trì lực này theo quy tắc chung từ 10 s đến 12 s nếu như không có quy định khác trong tiêu chuẩn sản phẩm. Sau khi thôi tác dụng lực cần kiểm tra xem độ kéo dài dư (xem 3.6.1) có nhỏ hơn số phần trăm đã quy định hay không.
10 Báo cáo thử
Báo cáo thử ít nhất phải bao gồm các thông tin sau:
a) số hiệu của tiêu chuẩn;
b) số hiệu để nhận biết mẫu thử;
c) tính chất của vật liệu, nếu biết;
d) dạng mẫu thử;
e) nhiệt độ qui định và nhiệt độ đo được và/hoặc gradien nếu vượt ra ngoài các giới hạn cho phép;
f) các tính chất và kết quả đo được.
CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
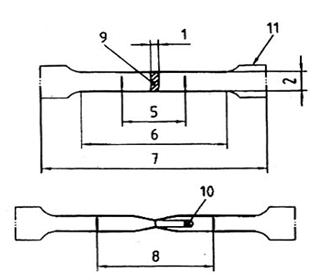
Hình 1 - Định nghĩa độ kéo dài
CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
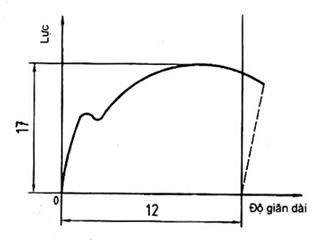
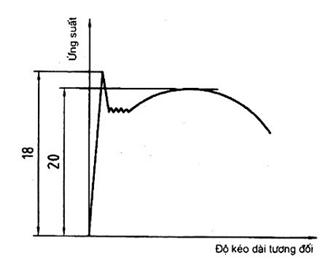
Hình 2 - Định nghĩa độ bền chảy trên và dưới trong các loại đường cong khác nhau

CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
Hình 3 - Giới hạn bền dẻo qui ước với độ giãn dài không tỷ lệ (Rp)

Hình 4 - Giới hạn bền dẻo qui ước với độ giãn dài không tỷ lệ (Rp) (xem 9.4)
CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
Hình 5 - Lực lớn nhất

CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
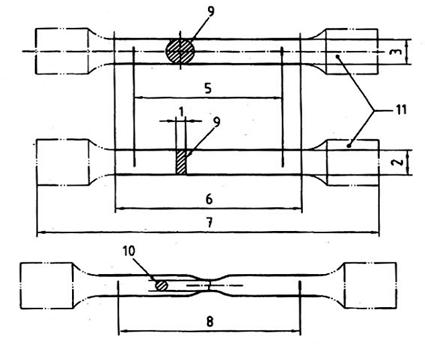
Hình 6 - Mẫu thử gia công cơ có mặt cắt ngang hình chữ nhật
(xem Phụ lục A)
CHÚ THÍCH 1: Hình dạng các đầu mẫu thử chỉ có tính chất tham khảo
CHÚ THÍCH 2: Để giải thích các số trên xem Bảng 1.
Hình 7 - Các mẫu thử bao gồm phần không gia công cơ của sản phẩm (xem Phụ lục B)
CHÚ THÍCH 1: Hình dạng các đầu mẫu thử chỉ có tính chất tham khảo.
CHÚ THÍCH 2: Để giải thích các số trên xem Bảng 1.
Hình 8 - Các mẫu thử tỷ lệ (xem Phụ lục C)
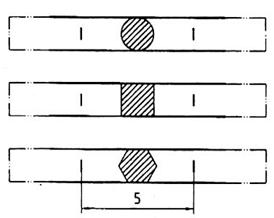
CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
Hình 9 - Các mẫu thử nguyên ống (xem Phụ lục D)
CHÚ THÍCH 1: Hình dạng các đầu mẫu thử chỉ có tính chất tham khảo.
CHÚ THÍCH 2: Để giải thích các số trên xem Bảng 1.
Hình 10 - Mẫu thử cắt từ ống (xem phụ lục D)
Phụ lục A
(qui định)
Các kiểu mẫu thử được dùng cho các sản phẩm mỏng: lá, băng và tấm mỏng có chiều dày giữa 0,1 mm và 3 mm
Đối với các sản phẩm có chiều dày nhỏ hơn 0,5 mm cần thiết phải có biện pháp thận trọng đặc biệt .
A.1 Hình dạng của mẫu thử
Thông thường, mẫu thử phải có các đầu để kẹp rộng hơn phần có các cạnh song song. Phần có các cạnh song song (Lo) được nối với các đầu này bằng mặt cong chuyển tiếp có bán kính cong tối thiểu là 20 mm (xem Hình 6). Chiều rộng của các đầu kẹp này ít nhất phải bằng 20 mm và không lớn hơn 40 mm.
Theo thỏa thuận, mẫu thử cũng có thể là một băng có các cạnh song song. Đối với các sản phẩm có chiều rộng bằng hoặc nhỏ hơn 20 mm, chiều rộng của mẫu thử có thể bằng chiều rộng của sản phẩm.
A.2 Kích thước của mẫu thử
Chiều dài của phần mẫu có cạnh song song không nhỏ hơn Lo + b/2.
Trong trường hợp có sự tranh cãi phải dùng chiều dài Lo + 2b trừ khi vật liệu để chế tạo mẫu thử không có đủ kích thước.
Trong trường hợp các mẫu thử có phần song song với chiều rộng nhỏ hơn 20 mm và nếu tiêu chuẩn của sản phẩm không có quy định nào khác thì chiều dài cữ ban đầu (Lo) phải bằng 50 mm. Đối với kiểu mẫu thử này, chiều dài tự do giữa các chỗ để kẹp phải bằng Lo + 3b.
Có 2 kiểu mẫu thử không tỷ lệ với các kích thước được cho trong Bảng A.1
Khi đó các kích thước của mỗi mẫu thử cần áp dụng dung sai hình dạng được cho trong Bảng A.2.
Trong trường hợp các mẫu thử có chiều rộng bằng chiều rộng của sản phẩm thì diện tích mặt cắt ngang ban đầu (So). (So) phải được tính trên cơ sở các kích thước đo được của mẫu thử.
Chiều rộng danh nghĩa của mẫu thử có thể được chấp nhận nếu bảo đảm rằng dung sai gia công và dung sai hình dạng phù hợp với chỉ dẫn trong Bảng A.2 để tránh phải đo chiều rộng của mẫu thử tại lúc
Bảng A.1 - Kích thước của mẫu thử
Kích thước tính bằng milimet
Kiểu mẫu thử | Chiều rộng b | Chiều dài cữ ban đầu Lc | Chiều dài phần song song Lc | Chiều dài tự do giữa các chỗ kẹp của mẫu thử có phần song song |
1 | 12,5 ± 1 | 50 | 75 | 87,5 |
2 | 20 ± 1 | 80 | 120 | 140 |
Bảng A.2 - Dung sai chiều rộng mẫu thử
Kích thước và dung sai tính bằng mm
Chiều rộng danh nghĩa của mẫu thử | Dung sai gia công a) | Dung sai hình dạng b) |
12,5 | ± 0,09 | 0,04 |
20 | ± 0,10 | 0,05 |
a Miền dung sai js12 theo TCVN 2256-77 (ISO 286-2). Dung sai này có thể áp dụng được nếu giá trị danh nghĩa của diện tích mặt cắt ngang ban đầu (So) được đưa vào tính toán mà không cần phải đo lại. b Cấp dung sai IT9 theo TCVN 2256-77 (ISO 286-2). | ||
A.3 Chuẩn bị mẫu thử
Các mẫu thử phải được chuẩn bị để không làm ảnh hưởng đến các tính chất của kim loại. Bất cứ diện tích bề mặt nào đã bị biến cứng do cắt hoặc ép đều phải được loại bỏ bằng gia công.
Đối với vật liệu rất mỏng, các băng có chiều rộng như nhau nên được cắt và xếp lại thành bó và giữa các băng có lót giấy chịu dầu lúc cắt gọt. Ở mỗi mặt của một bó nhỏ các băng kim loại có lắp một băng kim loại dày hơn trước khi gia công để đạt tới kích thước cuối cùng của mẫu thử.
A.4 Xác định diện tích mặt cắt ngang ban đầu (So)
Diện tích mặt cắt ngang ban đầu phải được tính từ các số đo các kích thước của mẫu thử.
Sai số trong việc xác định diện tích mặt cắt ngang ban đầu không được vượt quá ± 2% vì phần lớn nhất của sai số này thường do phép đo chiều dày của mẫu thử nên sai số đo chiều rộng không được vượt quá ± 0,2%.
Phục lục B
(qui định)
Các kiểu mẫu thử được dùng trong trường hợp là dây, thanh, vật cán hình có đường kính hoặc chiều dày nhỏ hơn 4 mm.
B.1 Hình dạng của mẫu thử.
Mẫu thử thường là phần không qua gia công cơ của sản phẩm (xem Hình 7).
B.2 Kích thước của mẫu thử
Chiều dài cữ ban đầu Lo phải lấy là 200 mm ± 2 mm hoặc 100 mm ± 1 mm. Khoảng cách giữa các má kẹp của máy ít nhất phải bằng Lo + 50 mm nghĩa là bằng 250 mm và 150 mm, trừ trường hợp đối với dây có đường kính nhỏ thì khoảng cách này được lấy bằng Lo.
CHÚ THÍCH: Trong trường hợp độ giãn dài tương đối sau khi đứt không xác định được, có thể dùng khoảng cách giữa các má kẹp tối thiểu là 50 mm.
B.3 Chuẩn bị mẫu thử
Nếu sản phẩm được giao hàng dưới dạng cuộn thì mẫu thử cần phải được nắn thẳng cẩn thận.
B.4 Xác định diện tích mặt cắt ngang ban đầu So.
Diện tích mặt cắt ngang ban đầu (So) phải được xác định với độ chính xác ± 1%.
Đối với các sản phẩm có mặt cắt ngang tròn, diện tích mặt cắt ngang ban đầu có thể được tính bằng trung bình cộng của hai số đo được tiến hành trên hai phương vuông góc với nhau.
Diện tích mặt cắt ngang ban đầu (So) có thể được xác định từ khối lượng của một đoạn chiều dài đã biết và tỷ trọng của nó.
Phụ lục C
(qui đinh)
Các mẫu thử được dùng trong trường hợp là tấm, tấm mỏng có chiều dày bằng hoặc lớn hơn 3 mm; dây, thanh, vật cán định hình có đường kính hoặc chiều dày bằng hoặc lớn hơn 4 mm.
C.1 Hình dạng của mẫu thử
Thông thường, mẫu thử phải được gia công và phần song song phải được nối với các má kẹp chặt bởi mặt cong chuyển tiếp, các má để kẹp chặt này phải có hình dạng thích hợp với các má kẹp của máy thử (xem Hình 8), sự thay đổi bán kính tối thiểu góc lượn đầu kẹp và phần song song phải là:
- 0,75 d (d là đường kính của phần mẫu có cạnh song song) cho mẫu thử hình trụ;
- 12 mm cho mẫu thử hình lăng trụ.
Các vật cán định hình, các thanh .v.v... có thể được thử mà không qua gia công nếu có yêu cầu.
Mặt cắt ngang của mẫu thử có thể là tròn, vuông, chữ nhật hoặc trong trường hợp đặc biệt, có thể có hình dạng khác.
Đối với các mẫu thử có mặt cắt ngang hình chữ nhật thì tỷ số giữa chiều rộng của mẫu thử và chiều dày của nó không vượt quá 8:1.
Thông thường, đường kính của phần có cạnh song song của mẫu thử hình trụ tròn qua gia công cơ không được nhỏ hơn 4 mm.
C.2 Kích thước của mẫu thử
C.2.1 Chiều dài phần có cạnh song song của mẫu thử qua gia công cơ
Chiều dài phần mẫu có cạnh song song (Lc) tối thiểu phải bằng
a) Lo + d/2 trong trường hợp mẫu thử có mặt cắt tròn;
b) Lo + 1,5 ![]() trong trường hợp mẫu thử hình lăng trụ.
trong trường hợp mẫu thử hình lăng trụ.
Tùy theo kiểu mẫu thử , chiều dài Lo + 2d hoặc Lo + 2![]() phải được thỏa thuận khi sử dụng trừ khi vật liệu không có đủ kích thước.
phải được thỏa thuận khi sử dụng trừ khi vật liệu không có đủ kích thước.
C.2.2 Chiều dài của mẫu thử không qua gia công
Khoảng cách tự do giữa các má kẹp của máy phải thích hợp để cho giữa các vạch cữ và các má kẹp có một khoảng cách hợp lý.
C.2.3 Chiều dài cữ ban đầu, (Lo)
C.2.3.1 Mẫu thử tỷ lệ
Theo quy tắc chung, dùng mẫu thử tỷ lệ khi chiều dài cữ ban đầu (Lo) có quan hệ với diện tích mặt cắt ngang ban đầu So theo phương trình Lc = k![]() .
.
Trong đó: k=5,65.
Các mẫu thử có mặt cắt ngang tròn nên theo kích thước trong Bảng C.1
Bảng C.1 - Mẫu thử có mặt cắt ngang tròn
k | Đường kính d mm | Diện tích mặt cắt ngang ban đầu So mm2 | Chiều dài cữ ban đầu Lo = k mm | Chiều dài tối thiểu phần mẫu có cạnh song song Lc mm | Chiều dài tổng Lt |
5,65 | 20 ± 0,15 | 314 | 100 ± 1,0 | 110 | Phụ thuộc vào phương pháp cố định mẫu thử trong mỏ kẹp chặt của máy. Về nguyên tắc: Lt > Lc + 2d hoặc 4d |
10 ± 0,075 | 78,5 | 50 ± 0,5 | 55 | ||
5 ± 0,04 | 19,5 | 25 ± 0,25 | 28 |
C.2.3.2 Mẫu thử không tỷ lệ
Có thể dùng mẫu thử không tỷ lệ nếu tiêu chuẩn của sản phẩm quy định.
C.3 Chuẩn bị mẫu thử
Dung sai các kích thước ngang của mẫu thử qua gia công cơ được cho trong Bảng C.2
Một ví dụ áp dụng các dung sai này được cho dưới đây.
a) Dung sai gia công
Giá trị cho trong Bảng C.2, ví dụ ± 0,075 mm cho đường kính danh nghĩa 10 mm có nghĩa là không một mẫu thử nào được có đường kính nằm ngoài hai giá trị cho dưới đây, nếu giá trị danh nghĩa của diện tích mặt cắt ngang ban đầu (So) được đưa vào tính toán mà không cần phải đo lại:
10 + 0,075 = 10,075 mm
10 - 0,075 = 9,925 mm
b) Dung sai hình dạng
Giá trị cho trong Bảng C.2, nghĩa là đối với một mẫu thử có đường kính danh nghĩa 10 mm đáp ứng điều kiện gia công đã nêu trên thì sai lệch đo được giữa đường kính lớn nhất với đường kính nhỏ nhất không vượt quá 0,04 mm.
Vì vậy, nếu đường kính nhỏ nhất của mẫu thử này là 9,99 mm thì đường kính lớn nhất của nó không được vượt quá 9,99 + 0,04 = 10,03 mm.
Bảng C.2 - Dung sai kích thước ngang của mẫu thử
Kích thước và dung sai đo bằng milimet
Tên kích thước | Kích thước ngang danh nghĩa | Dung sai gia công của kích thước danh nghĩa a | Dung sai hình dạng |
Đường kính của mẫu thử qua gia công có mặt cắt ngang tròn | 3 | ' 0,05 | 0,025b |
> 3 £ 6 | ' 0,06 | 0,03b | |
> 6 £ 10 | ' 0,075 | 0,036b | |
> 10 £ 18 | ' 0,09 | 0,043b | |
> 18 £ 30 | ' 0,105 | 0,052b | |
Kích thước ngang của mẫu thử có mặt cắt ngang hình chữ nhật được gia công cả bốn mặt | Có cùng một dung sai như dung sai đường kính của mẫu thử có mặt cắt ngang tròn | ||
Kích thước ngang của mẫu thử có mặt cắt ngang hình chữ nhật chỉ được gia công trên hai mặt đối diện. | 3 |
| 0,14c |
> 3 £ 6 |
| 0,18c | |
> 6 £ 10 |
| 0,22c | |
> 10 £ 18 |
| 0,27c | |
> 18 £ 30 |
| 0,33c | |
> 30 £ 50 |
| 0,39c | |
a Miền dung sai js theo TCVN 2256-77 (ISO 286-2). Dung sai này có thể áp dụng được nếu giá trị danh nghĩa của diện tích mặt cắt ngang ban đầu (So) được đưa vào tính toán mà không cần phải đo lại. b Cấp dung sai IT9 sai lệch lớn nhất giữa các số đo của một kích thước ngang đã quy định c Cấp dung sai IT13 dọc theo phần có các cạnh hoàn toàn song song (Lc) của mẫu. | |||
C.4 Xác định diện tích mặt cắt ngang (So)
Đường kính danh nghĩa được dùng để tính diện tích mặt cắt ngang ban đầu của mẫu thử có mặt cắt ngang tròn đáp ứng được dung sai đã cho trong Bảng C.2. Đối với các mẫu thử có hình dạng khác, diện tích mặt cắt ngang ban đầu phải được tính từ các số đo của các kích thước thích hợp với sai số của mỗi kích thước không vượt quá ± 0,5%.
Phụ lục D
(qui định)
Các mẫu thử được dùng đối với ống
D.1 Hình dạng mẫu thử
Mẫu thử phải bao gồm hoặc là một đoạn chiều dài ống hoặc là một dải được cắt dọc hoặc ngang của ống có chiều dày bằng chiều dày thành ống (xem Hình 9 và 10), hoặc là một mẫu thử có mặt cắt ngang tròn được gia công từ thành ống.
Các mẫu thử được gia công từ chiều ngang, chiều dọc ống hoặc các mẫu thử có mặt cắt ngang tròn được chế tạo từ thành ống, được mô tả trong Phụ lục A đối với chiều dày thành ống nhỏ hơn 3mm, và trong Phụ lục C đối với chiều dày bằng hoặc lớn hơn 3 mm. Dải cắt dọc ống thường chỉ dùng cho các ống có chiều dày thành lớn hơn 0,5 mm.
D.2 Kích thước mẫu thữ
D.2.1 Đoạn chiều dài ống
Đoạn chiều dài ống có thể được đậy nút ở cả hai đầu. Khoảng cách tự do giữa mỗi đầu nút và vạch cữ gần nhất phải vượt qua D/4. Trong trường hợp có sự tranh cãi, giá trị D phải được dùng càng dài càng tốt nếu như vật liệu có đủ kích thước.
Chiều dài của nút chĩa về phía các má kẹp chặt của máy theo phương của các vạch cữ không được vượt quá đường kính ngoài (D) của ống và hình dạng của nút phải sao cho không ảnh hưởng đến độ giãn của chiều dài cữ.
D.2.2 Dải được cắt dọc hoặc ngang ống
Phần có cạnh song song (Lc) của các dải được cắt dọc ống không được đập bẹt nhưng cần làm phẳng các đầu kẹp của mẫu để có thể kẹp chặt trên máy thử.
Kích thước của các mẫu thử được làm từ các mẫu ngang hoặc dọc khác với các kích thước cho trong các Phụ lục A và C cần được quy định trong tiêu chuẩn sản phẩm.
Cần đặc biệt cẩn thận trong việc nắn thẳng các mẫu thử ngang.
D.2.3 Mặt cắt ngang tròn gia công từ thành ống
Việc lấy mẫu các mẫu thử phải được quy định trong tiêu chuẩn sản phẩm.
D.3 Xác định diện tích mặt cắt ngang ban đầu (So).
Diện tích mặt cắt ngang ban đầu So của mẫu thử phải được xác định với sai số ± 1%.
Diện tích mặt cắt ngang ban đầu (So) của đoạn chiều dài ống hoặc các dải cắt dọc hoặc ngang ống có thể được xác định từ khối lượng, chiều dài và tỷ trọng của mẫu thử.
Diện tích mặt cắt ngang ban đầu So của một mẫu thử được làm từ một dải cắt dọc ống phải được tính theo công thức sau:
![]()
trong đó a là chiều dày thành ống
b là chiều rộng trung bình của các dải cắt
D là đường kính ngoài.
Có thể dùng các công thức đơn giản hóa sau đây cho các mẫu thử từ các dải cắt dọc ống:
 khi
khi ![]()
![]() khi
khi ![]() <>
<>
Trong trường hợp mẫu thử là một đoạn ống thì diện tích mặt cắt ngang ban đầu So phải được tính như sau:
So = pa (D - a)
Phụ lục E
(qui định)
Đo độ kéo dài tương đối sau khi đứt dựa trên việc chia nhỏ chiều dài cữ ban đầu
Để tránh phải loại bỏ mẫu thử, khi vị trí của vết đứt gãy không phù hợp với các điều kiện theo 9.3 theo thỏa thuận có thể dùng phương pháp sau đây:
a) trước khi thử, chia nhỏ chiều dài cữ ban đầu Lo thành N phần bằng nhau;
b) sau khi thử, dùng ký hiệu X để chỉ vạch dấu trên mảnh ngắn hơn của mẫu thử và ký hiệu Y để chỉ dấu phân chia trên mảnh dài hơn của mẫu thử sao cho khoảng cách từ Y đến vết gãy cũng bằng khoảng cách từ X đến vết đứt gãy.
Nếu n là số khoảng giữa X và Y thì độ giãn dài sau khi đứt được xác định như sau:
1) Nếu N - n là một số chẵn [xem Hình E.1a)] đo khoảng cách giữa X và Y và khoảng cách từ Y tới một vạch chia Z đã xác định bằng
![]() đó là các khoảng ở ngoài Y
đó là các khoảng ở ngoài Y
tính độ kéo dài tương đối sau khi đứt theo công thức:
![]() x 100
x 100
2) Nếu N - n là một số lẻ [xem Hình E.1b)] đo khoảng cách giữa X và Y và khoảng cách từ Y tới các vạch chia Z và Z" đã xác định bằng
![]() và
và ![]()
đó là các khoảng ở ngoài Y.
Tính độ kéo dài tương đối sau khi đứt theo công thức:
![]() x 100
x 100

CHÚ THÍCH: Hình dạng của các đầu mẫu chỉ có tính chất tham khảo
Hình E.1 - Đo độ kéo dài tương đối sau khi đứt dựa trên việc chia nhỏ chiều dài cữ ban đầu
Phụ lục F
(tham khảo)
Lưu ý khi đo độ bền kéo của vật liệu có trạng thái chảy đặc biệt
Đối với vật liệu có trạng thái chảy đặc biệt, ứng suất tương ứng với điểm giới hạn chảy trên ReH có thể cao hơn tất cả các ứng suất sau điểm này (cực đại thứ 2, xem Hình F1). Trong trường hợp này cần chọn một trong hai giá trị cực đại để tính độ bền kéo.
Giá trị cực đại được chọn nên được quy định trong tiêu chuẩn của sản phẩm hoặc theo sự thỏa thuận giữa các bên liên quan.
CHÚ THÍCH: Để giải thích các số trên xem Bảng 1.
Hình F.1 - Độ bền kéo của vật liệu có trạng thái chảy đặc biệt
MỤC LỤC
1 Phạm vi áp dụng
2 Tiêu chuẩn viện dẫn
3 Thuật ngữ và định nghĩa
4 Ký hiệu và ý nghĩa
5 Nguyên lý thử
6 Thiết bị
6.1 Máy thử
6.2 Dụng cụ đo độ giãn
6.3 Lò nung
7 Mẫu thử
7.1 Hình dạng và kích thước
7.2 Kiểu mẫu thử
7.3 Chuẩn bị mẫu thử
8 Điều kiện thử
8.1 Nung nóng mẫu thử
8.2 Kéo mẫu thử
8.3 Tốc độ gia tải
9 Tiến hành thử
9.1 Xác định diện tích mặt cắt ngang ban đầu (So)
9.2 Đánh dấu chiều dài cữ ban đầu (Lo)
9.3 Xác định độ giãn dài tương đối sau khi đứt, A
9.4 Xác định giới hạn bền dẻo qui ước với độ giãn dài không tỷ lệ (Rp)
9.5 Kiểm tra độ kéo dài dư tương đối qui định (Rr)
10 Báo cáo thử
Phụ lục A (qui định) - Các kiểu mẫu thử được dùng cho các sản phẩm mỏng: lá, băng và tấm mỏng có chiều dày giữa 0,1 mm và 3 mm
Phụ lục B (qui định) - Các kiểu mẫu thử được dùng trong trường hợp là dây, thanh, vật cán hình có đường kính hoặc chiều dày nhỏ hơn 4 mm.
Phụ lục C (qui định) - Các mẫu thử được dùng trong trường hợp là tấm, tấm mỏng có chiều dày bằng hoặc lớn hơn 3 mm; dây, thanh, vật cán định hình có đường kính hoặc chiều dày bằng hoặc lớn hơn 4 mm.
Phụ lục D (qui định) - Các mẫu thử được dùng đối với ống
Phụ lục E (qui định) - Đo độ kéo dài tương đối sau khi đứt dựa trên việc chia nhỏ chiều dài cữ ban đầu
Phụ lục F (tham khảo) - Lưu ý khi đo độ bền kéo của vật liệu có trạng thái chảy đặc biệt