Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 5887-1:2008 (ISO 4545-1 : 2005) về Vật liệu kim loại – Thử độ cứng Knoop – Phần 1: Phương pháp thử
TIÊU CHUẨN QUỐC GIA
TCVN 5887-1:2008
ISO 4545-1 : 2005
VẬT LIỆU KIM LOẠI - THỬ ĐỘ CỨNG KNOOP - PHẦN 1: PHƯƠNG PHÁP THỬ
Metallic materials - Knoop hardness test -Part 1: Test method
Lời nói đầu
TCVN 5887-1 : 2008 thay thế TCVN 5887 :1995 (ISO 4545:1993 (E)).
TCVN 5887-1 : 2008 hoàn toàn tương đương với ISO 4545-1 : 2005.
TCVN 5887-1 : 2008 do Ban kỹ thuật tiêu chuẩn Quốc gia TCVN/TC 164 Thử cơ lý kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
TCVN 5887 Vật liệu kim loại - Thử độ cứng Knoop bao gồm bốn phần sau:
TCVN 5887-1 : 2008 (ISO 4545-1 : 2005) - Phần 1: Phương pháp thử;
TCVN 5887-2 : 2008 (ISO 4545-2 : 2005) - Phần 2: Kiểm định và hiệu chuẩn máy thử;
TCVN 5887-3 : 2008 (ISO 4545-3 : 2005) - Phần 3: Hiệu chuẩn tấm chuẩn;
TCVN 5887-4 : 2008 (ISO 4545-4 : 2005) - Phần 4: Bằng các giá trị độ cứng.
VẬT LIỆU KIM LOẠI - THỬ ĐỘ CỨNG KNOOP - PHẦN 1: PHƯƠNG PHÁP THỬ
Metallic materials - Knoop hardness test -Part 1: Test method
1. Phạm vi áp dụng
Tiêu chuẩn này qui định phương pháp thử độ cứng Knoop cho vật liệu kim loại, với lực thử từ 0,09607 N đến 19,614 N. Phương pháp này chỉ nên áp dụng cho vết lõm có đường chéo lớn hơn hoặc bằng 0,020 mm.
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất (bao gồm cả các sửa đổi).
TCVN 5887-2: 2008 (ISO 4545-2: 2005), Vật liệu kim loại - Thử độ cứng Knoop - Phần 2: Kiểm định và hiệu chuẩn máy thử;
TCVN 5887-3 : 2008 (ISO 4545-3: 2005), Vật liệu kim loại - Thử độ cứng Knoop - Phần 3: Hiệu chuẩn tấm chuẩn;
TCVN 5887-4 : 2008 (ISO 4545-4: 2005), Vật liệu kim loại - Thử độ cứng Knoop - Phần 4: Bảng các giá trị độ cứng.
3. Nguyên lý thử
Ấn mũi thử kim cương dạng hình tháp có đáy hình thoi với các góc giữa các mặt đối diện tại đỉnh a và b lần lượt bằng 172,5° và 130° lên bề mặt của mẫu thử, sau đó đo đường chéo Iớn của vết lõm để lại trên bề mặt mẫu sau khi bỏ lực thử F (xem Hình 1 và Hình 2).

Hình 1 - Nguyên lý thử và hình dạng mũi thử

Hình 2 - Vết lõm thử Knoop
Độ cứng Knoop tỉ lệ với thương số giữa lực thử và diện tích hình chiếu của vết lõm, vết lõm này có dạng hình tháp đáy hình thoi và các góc ở đỉnh bằng các góc ở đỉnh của mũi thử.
4. Ký hiệu và thuật ngữ viết tắt
4.1. Xem Bảng 1 và Hình 1, Hình 2.
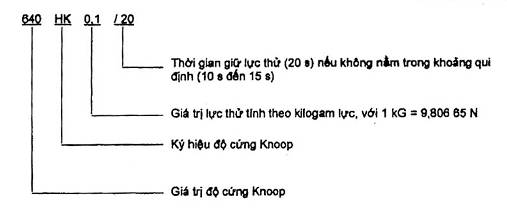
4.2. Ví dụ ký hiệu độ cứng Knoop.
Bảng 1 - Ký hiệu và thuật ngữ viết tắt
Ký hiệu/ thuật ngữ viết tắt | Tên gọi |
F | Lực thử, tính bằng Niutơn |
d | Chiều dài của đường chéo dài, tính bằng milimét |
c | Hằng số mũi thử, liên quan giữa diện tích hình chiếu của vết lõm và hình vuông có cạnh là đường chéo lớn Hằng số mũi thử, trong đó a và b là các góc giữa các mặt đối diện tại đỉnh của mũi thử kim cương hình tháp (xem Hình 1) |
HK | Độ cứng Knoop = hằng số x
|
CHÚ THÍCH: Hằng số = 0,102 = | |

5. Thiết bị
5.1. Máy thử, có khả năng tạo được lực thử đã định trước hoặc lực thử từ 0,09807 N đến 19,614 N, phù hợp với TCVN 5887-2.
5.2. Mũi thử, bằng kim cương có dạng hình tháp đáy hình thoi, được qui định trong TCVN 5887-2.
5.3. Thiết bị đo, được qui định trong TCVN 5887-2.
Phần quang của thiết bị đo phải có hệ thống chiếu sáng Kohler. Xem Phụ lục A của TCVN 5887-3 : 2008.
Độ phóng đại cần được sử dụng sao cho đường chéo vết lõm chiếm lớn hơn 25 % nhưng nhỏ hơn 75 % trường nhìn.
Thiết bị đo chiều dài đường chéo với số gia 0,1 mm.
CHÚ THÍCH: Qui trình kiến nghị cho kiểm tra máy thử do người sử dụng thực hiện được nêu ở Phụ lục A.
6. Mẫu thử
6.1. Phép thử phải được tiến hành trên bề mặt đã được đánh bóng, phải nhẵn và phẳng, không có vẩy oxit và chất bẩn khác, đặc biệt là không có dầu mỡ, trừ khi có qui định khác trong tiêu chuẩn sản phẩm. Chất lượng bề mặt phải cho phép xác định chính xác chiều dài đường chéo của vết lõm.
6.2. Việc chuẩn bị mẫu phải được tiến hành sao cho hạn chế đến mức thấp nhất mọi sự thay đổi độ cứng bề mặt, ví dụ do quá nhiệt hoặc gia công nguội.
6.3. Do chiều sâu của vết lõm thử độ cứng Knoop nhỏ nên phải chú ý đặc biệt trong khi chuẩn bị mẫu. Nên sử dụng các biện pháp đánh bóng cơ học/đánh bóng bằng điện thích hợp với vật liệu được đo.
6.4. Sau khi thử mặt dưới của mẫu thử không được có biến dạng nhìn thấy được.
6.5. Đối với mẫu thử có mặt cắt ngang nhỏ hoặc có hình dạng không bình thường, cần thiết có một số cách gá phụ thêm, ví dụ gắn mẫu thử trong vật liệu dẻo. Mẫu thử phải được gá đặt thích hợp sao cho không bị dịch chuyển trong quá trình đặt lực thử.
7. Qui trình thử
7.1. Thông thường, phép thử được tiến hành ở nhiệt độ (23 ± 5) °C. Nếu phép thử được thực hiện ở ngoài khoảng nhiệt độ này thì phải ghi vào báo cáo thử nghiệm.
7.2. Lực thử được qui định trong Bảng 2.
7.3. Mẫu thử phải được đặt trên giá đỡ cứng vững. Bề mặt giá đỡ phải sạch và không có tạp chất (vảy, dầu mỡ, các chất bẩn khác...). Điều quan trọng là mẫu thử phải được đặt chắc chắn trên giá đỡ sao cho mẫu không bị xê dịch trong khi thử.
7.4. Tiêu cự của kính hiển vi đo phải sao cho có thể quan sát được bề mặt của mẫu thử.
7.5. Đưa mũi thử tiếp xúc với bề mặt thử và tác dụng lực thử theo phương vuông góc với bề mặt, mà không gây ra va đập hoặc rung động cho tới khi lực tác dụng đạt tới giá trị đã qui định. Vận tốc tiếp cận của mũi thử phải trong khoảng từ 15 mm/s đến 70 mm/s. Thời gian từ lúc bắt đầu đặt lực cho tới khi đạt được toàn bộ lực thử không được vượt quá 10 s.
7.6. Thời gian duy trì lực thử phải từ 10 s đến 15 s trừ khi có qui định khác. Đối với một số vật liệu đặc biệt, để đạt được kết quả thích hợp có thể cần thời gian duy trì lực dài hơn; thời gian này phải được áp dụng với sai số ±2 s.
Bảng 2 - Lục thử
Ký hiệu độ cứng | Giá trị lực thử, F | |
N | Tính theo kG a | |
HK 0,01 | 0,098 07 | 0,010 |
HK 0,02 | 0,196 1 | 0,020 |
HK 0,025 | 0,245 2 | 0,025 |
HK 0,05 | 0,490 3 | 0,050 |
HK 0,1 | 0,980 7 | 0,100 |
HK 0,2 | 1,961 | 0,200 |
HK 0,3 | 2,942 | 0,300 |
HK 0,5 | 4,903 | 0,500 |
HK 1 | 9,807 | 1,000 |
HK 2 | 19,614 | 2000 |
a Không phải đơn vị Sl | ||
7.7. Trong suốt quá trình thử, thiết bị phải được bảo vệ tránh va đập hoặc rung động.
7.8. Khoảng cách nhỏ nhất từ ranh giới của vết lõm bất kỳ tới mép của mẫu thử không được nhỏ hơn 3 lần chiều dài đường chéo ngắn của vết lõm.
7.9. Khoảng cách nhỏ nhất giữa các ranh giới sát nhau của hai vết lõm liền kề không được nhỏ hơn 2,5 lần chiều dài của đường chéo ngắn. Đối với các vết lõm giáp mối, khoảng cách nhỏ nhất giữa các ranh giới của hai mũi thử liền kề không được nhỏ hơn chiều dài của đường chéo dài. Nếu hai vết lõm có kích thước khác nhau, khoảng cách nhỏ nhất phải được lấy trên cơ sở chiều dài đường chéo ngắn của vết lõm lớn hơn.
7.10. Phải đo và sử dụng chiều dài của đường chéo lớn để tính độ cứng Knoop. Đối với toàn bộ phép thử, đường bao ngoài của vết lõm phải được xác định rõ ràng trong phạm vi trường nhìn của kính hiển vi.
CHÚ THÍCH: Nói chung, giảm lực thử làm tăng sự phân tán kết quả của phép đo. Điều này đặc biệt đúng đối với thử độ cứng Knoop với lực thử thấp ở đó sự hạn chế chủ yếu sẽ bắt nguồn trong phép đo đường chéo dài của vết lõm. Đối với độ cứng Knoop, độ chính xác của sự xác định chiều dài đường chéo dài tốt nhất là ± 0,001 mm.
Phải sử dụng độ phóng đại sao cho đường chéo vết lõm chiếm lớn hơn 25 % nhưng nhỏ hơn 75 % trường nhìn.
7.11. Giá trị độ cứng Knoop phải được tính theo công thức đưa ra trong Bảng 1, hoặc sử dụng theo bảng cho trong TCVN 5887-4.
7.12. Nếu một nửa đường chéo dài sai khác nhiều hơn 10 % so với nửa kia thì phải kiểm tra độ song song giữa mặt phẳng đỡ và mặt phẳng đo mẫu và cuối cùng là điều chỉnh độ thẳng của mũi thử hướng tới mẫu thử. Kết quả thử có sai lệch lớn hơn 10 % phải được loại bỏ.
8. Độ không đảm bảo của kết quả thử
Độ không đảm bảo phải được đánh giá tổng hợp theo Hướng dẫn thể hiện độ không đảm bảo đo [Guide to the expression of Uncertainty in measurement) (GUM)] [1].
Không phụ thuộc loại nguồn độ không đảm bảo, đối với độ cứng có hai khả năng để xác định độ không đảm bảo.
- Một là khả năng trên cơ sở đánh giá tất cả các nguồn độ không đảm bảo có liên quan xuất hiện trong khi hiệu chuẩn trực tiếp có thể tham khảo hướng dẫn EA [2].
- Hai là khả năng khác trên cơ sở hiệu chuẩn gián tiếp khi sử dụng tấm độ cứng [viết tắt là CRM (vât liệu chuẩn đã được chứng nhận)] (xem [3-5] trong Thư mục tài liệu tham khảo). Hướng dẫn đối với việc xác định cho trong Phụ lục B.
Không phải lúc nào cũng có thể định lượng được tất cả các thành phần gây ra độ không đảm bảo. Trong trường hợp này việc đánh giá độ không đảm bảo chuẩn loại A có thể nhận được từ việc phân tích thống kê các vết lõm lặp lại trên mẫu thử. Cần phải cẩn thận khi tính độ không đảm bảo chuẩn loại A và B để các thành phần đó không bị tính hai lần (xem Điều 4 của GUM: 1993).
9. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm thông tin sau:
a) viện dẫn tiêu chuẩn này, TCVN 5887-1;
b) tất cả thông tin cần thiết để nhận biết mẫu thử;
c) kết quả thử;
d) các thao tác không được qui định trong tiêu chuẩn này hoặc được xem là không bắt buộc;
e) chi tiết của bất kỳ sự việc nào có ảnh hưởng đến kết quả thử;
f) nhiệt độ thử, nếu ở ngoài khoảng được qui định trong 7.1.
Không có phương pháp chung để chuyển đổi chính xác giá trị độ cứng Knoop sang các thang độ cứng khác hoặc sang giới hạn bền kéo. Do đó nên tránh các chuyển đổi này, trừ khi có cơ sở đáng tin cậy để chuyển đổi có thể nhận được bằng các phép thử so sánh.
CHÚ THÍCH: Chỉ có thể so sánh chính xác các trị số độ cứng ở lực thử như nhau.
PHỤ LỤC A
(tham khảo)
QUI TRÌNH KIỂM TRA ĐỊNH KỲ MÁY THỬ DO NGƯỜI SỬ DỤNG THỰC HIỆN
Tiến hành kiểm tra máy thử mỗi ngày khi máy được sử dụng, tại từng mức độ cứng xấp xỉ nhau và đối với từng phạm vi hoặc thang đo được sử dụng.
Trước khi tiến hành kiểm tra, hệ thống đo phải được kiểm định gián tiếp (đối với từng phạm vi/thang đo và mức độ cứng) bằng vết lõm chuẩn trên tấm chuẩn độ cứng, được hiệu chuẩn phù hợp với TCVN 5887-3. Kích thước đo được phải phù hợp với giá trị được chứng nhận trong khoảng lớn hơn 0,5 % và 0,4 mm. Nếu hệ thống đo không đạt phép thử này, cần phải có các hành động thích hợp.
Việc kiểm tra bao gồm tạo ít nhất một vết lõm trên tấm chuẩn độ cứng, đã được hiệu chuẩn phù hợp với TCVN 5887-3. Nếu sự khác nhau giữa độ cứng trung bình đo được và độ cứng của tấm chuẩn đã được hiệu chuẩn nằm trong giới hạn sai số cho phép trong 5.8 của TCVN 5887-2: 2008 thì máy thử được coi là thỏa mãn yêu cầu. Nếu không phải tiến hành kiểm định gián tiếp.
Hồ sơ của các kết quả này phải được lưu giữ theo chu kỳ và được sử dụng để đo khả năng tái sản xuất và giám sát sự sai lệch của máy thử.
PHỤ LỤC B
(tham khảo)
ĐỘ KHÔNG ĐẢM BẢO CỦA GIÁ TRỊ ĐỘ CỨNG ĐO ĐƯỢC
B.1. Yêu cầu chung
Cách xác định độ không đảm bảo trong phụ lục này chỉ xem xét các độ không đảm bảo liên quan đến toàn bộ việc tiến hành đo của các máy thử độ cứng đối với các tấm chuần độ cứng (sau đây được viết tắt là CRM). Độ không đảm bảo của các hoạt động đó phản ánh kết quả tổng hợp của các độ không đảm bảo riêng lẻ (kiểm định gián tiếp). Đối với cách tiếp cận này điều rất quan trọng là các bộ phận của máy thử hoạt động trong khoảng dung sai. Đây là yêu cầu cần thiết để qui trình này được áp dụng lâu nhất là một năm sau khi kiểm định trực tiếp đạt yêu cầu.
Hình B.1 trình bày cấu trúc bốn mức của sơ đồ chuỗi đo cần thiết để xác định và phân chia thang độ cứng. Chuỗi này bắt đầu ở mức quốc tế, sử dụng các định nghĩa của các thang độ cứng khác nhau để tiến hành so sánh. Máy chuẩn đầu về độ cứng ở mức quốc gia “tạo ra” các tấm chuẩn độ cứng đầu để hiệu chuẩn ở mức phòng thử nghiệm. Đương nhiên việc hiệu chuẩn và kiểm định trực tiếp các máy thử này cần được thực hiện ở độ chính xác cao nhất có thể.
Hình B.1 - Cấu trúc chuỗi đo để xác định và phân chia thang độ cứng
B.2. Qui trình chung
Qui trình tính độ không đảm bảo tổng hợp uI theo phương phép căn bậc hai của tổng (RSS) từ các nguồn độ không đảm bảo khác nhau cho trong Bảng B.1. Độ không đảm bảo mở rộng, U, nhận được từ uI bằng cách nhân với hệ số bao quát (tầm hoạt động) k = 2. Bảng B.1 bao gồm tất cả các ký hiệu được sử dụng và tên gọi của chúng.
B.3. Độ lệch của máy thử
Độ lệch, b, của máy thử độ cứng (cũng được gọi là sai số) được xác định từ sự khác nhau giữa
- giá trị trung bình của năm vết lõm trong khi hiệu chuẩn máy thử độ cứng, và
- giá trị hiệu chuẩn của tấm chuẩn độ cứng.
có thể được thực hiện theo các cách khác nhau để xác định độ không đảm bảo.
B.4. Qui trình tính độ không đảm bảo: các giá trị đo độ cứng
B.4.1. Qui trình không có độ lệch (phương pháp 1)
Phương pháp 1 (viết tắt là M1) là phương pháp đơn giản có thể sử dụng mà không có sự xem xét sai số hệ thống của máy thử độ cứng.
Trong M1, giới hạn sai số, nghĩa là phạm vi trong đó máy thử được phép sai khác so với tiêu chuẩn viện dẫn được sử dụng để xác định nguồn uE của độ không đảm bảo. Ở đây không có sự hiệu chỉnh các giá trị độ cứng thể hiện sai số này.
Qui trình để xác định U được giải thích trong Bảng B.1 (xem [1] và [2] trong Thư mục tài liệu tham khảo).
![]() (B.1)
(B.1)
trong đó kết quả đo được cho bởi
![]() (B.2)
(B.2)
B.4.2. Qui trình có độ lệch (phương pháp 2)
Cũng như cách lựa chọn đối với M1, phương pháp 2 (viết tắt là M2) có thể được sử dụng, điều này tương quan với chỉ dẫn của sơ đồ kiểm soát. M2 dẫn tới giá trị độ không đảm bảo nhỏ hơn.
Sai số b (bước 10) thể hiện tác động mang tính hệ thống.Trong GUM khuyến nghị sử dụng sự hiệu chỉnh để bù cho các tác động mang tính hệ thống này. Đó là cơ sở của M2. Sai số không còn tham gia vào việc tính độ không đảm bảo, nhưng tất cả các giá trị độ cứng đã xác định cần phải được hiệu chỉnh theo b hoặc Ucorr phải tăng thêm b. Qui trình đó xác định Ucorr được giải thích trong Bảng B.1 (xem [4] và [5] trong Thư mục tài liệu tham khảo).
![]() (B.3)
(B.3)
trong đó kết quả đo được cho bởi
![]() (B.4)
(B.4)
hoặc bằng
![]() (B.5)
(B.5)
phụ thuộc vào việc sai lệch (sai số) ![]() là một phần của giá trị trung bình hoặc của độ không đảm bảo.
là một phần của giá trị trung bình hoặc của độ không đảm bảo.
B.5. Thể hiện kết quả đo
Đối với việc thể hiện kết quả đo, phải chỉ dẫn phương pháp đã sử dụng. Nói chung, nên sử dụng phương pháp 1 [Công thức B.2] (xem thêm Bảng B.1, bước 12) như là kết quả đo.
Bảng B.1 - Xác định độ không đảm bảo mở rộng tương ứng với phương pháp M1 và M2
Bước | Nguồn của độ không đảm bảo | Ký hiệu | Công thức | Tài liệu/Chứng chỉ | Ví dụ [...] = HV1 |
1 M1 | Độ không đảm bảo chuẩn tương ứng với sai số cho phép lớn nhất | uE |
| Sai số cho phép uE,2r theo TCVN 5887-2, liên quan đến d. Xem chú thích 1 |
|
2 M2 | Độ không đảm bảo chuẩn và độ cứng trung bình của CRM (tính toán chi tiết, xem Bảng B.4 của TCVN 5887-3: 2008) | uCRM
|
| UCRM, Xem Chú thích 2 |
|
3 M1 M2 | Giá trị trung bình ( |
sH |
| Hi tương ứng với Điều 5 của TCVN 5887-2:2008. Khi tính giá trị sH, sẽ lấy giá trị sH1 và sH2 lớn hơn |
|
4 M1 M2 | Độ không đảm bảo chuẩn của máy thử độ cứng khi đo CRM |
|
| t = 1,14 khi n = 5 |
|
5 M1 M2 | Giá tri trung bình ( |
sx |
| n = 5 Đo 5 lần trên mẫu thử. Xem Chú thích 3. Nếu n = 1, thì sx = 0 Chứng nhận phải nêu rõ độ không đảm bảo chỉ áp dụng cho giá trị đọc cụ thể chứ không áp dụng cho toàn bộ mẫu thử |
|
6 M1 M2 | Độ không đảm bảo chuẩn khi đo mẫu thử |
|
| t = 1,14 đối với n = 5 |
|
7 M2 | Độ không đảm bảo chuẩn tương ứng với khả năng phân giải của hệ thống đo chiều dài | ums |
| dms = 0,000 5 mm H = 410,0 HK d = 0,186 mm |
|
8 M2 | Sai lệch của máy thử độ cứng so với các giá trị hiệu chuẩn |
|
| Bước 2 và 3 Xem Chú thích 4. |
|
9 M2 | Độ lệch chuẩn của sai lệch b | sb |
| Bước 8 khi nm = 2 số lượng lần đo |
|
10 M2 | Độ không đảm bảo chuẩn của việc xác định b. Chỉ được xác định sau loạt đo lần thứ hai | ub |
| Bước 9 Xem Chú thích 5 |
|
11 M1 | Xác định độ không đảm bảo mở rộng | U |
| Bước 1 đến bước 7 |
|
12 M1 | Kết quả đo |
|
| Bước 5 và bước 11 |
|
13 M2 | Xác định độ không đảm bảo mở rộng đã hiệu chỉnh | Ucorr |
| Bước 2 đến bước 7 và bước 10 |
|
14 M2 | Kết quả đo với giá trị trung bình đã hiệu chỉnh |
|
| Bước 5, 8 và bước 13 |
|
15 M2 | Kết quả đo với độ không đảm bảo đã hiệu chỉnh |
|
| Bước 5, 8 và bước 13 |
|
CHÚ THÍCH 1: Hệ số 2,8 được rút ra từ việc xác định độ không đảm bảo chuẩn có phân bố hình chữ nhật. CHÚ THÍCH 2: Khi cần thiết, phải xem xét sự thay đổi độ cứng của CRM. CHÚ THÍCH 3: Nếu giữa các lần đo CRM và mẫu thử phải thay kính thì cần xem xét sự ảnh hưởng liên quan. CHÚ THÍCH 4: Nếu 0,8 uE,2r < b=""><><>E,2r, cần xem xét mối quan hệ của các giá trị độ cứng của CRM và mẫu thử. CHÚ THÍCH 5: Khi nm = 2, do không có ảnh hưởng của sự thay đổi dài hạn của b trong độ không đảm bảo ub cần tăng số lần đo nm đối với các ứng dụng tới hạn. | |||||




THƯ MỤC TÀI LIỆU THAM KHẢO
[1] BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML Guide to the Expression of Uncertainty in Measurement, (GUM), 19931) (Hướng dẫn biểu diễn độ không đảm bảo đo (GUM) 1993).
[2] EA 10-16, Guidelines on the Estimation of Uncertainty in Hardness Measurements, 2001 (Nguyên tắc ước lượng độ không đảm bảo trong phép đo độ cứng).
[3] GABAUER, W, Manual of codes of practice for the determination of uncertainties in mechanical tests on metallic materials. The estimation of uncertalnties in hardness measurements, Project, No. SMT4- CT97- 2165, UNCERT COP 14: 2000 (Quy tắc thực hành bằng tay để xác định độ không đảm bảo trong phép thử cơ học về vật liệu kim loại, sự ước lượng độ không đảm bảo trong phép đo độ cứng).
[4] GABAUER W., BINDER O., Abschatzung der Messunsicherheit in der Harteprufung unter Verwendung der indirekten Kalibriermethode, DVM Werkstoffprufung, Tagungsband 2000, S. pp. 255-261.
[5] POLZIN T and SCHWENK D., Estimation of Uncertainty of Hardness Testing; PC file for determination, Materialprufung , 3, 2002 (44), pp. 64- 71 (Sự ước lượng độ không đảm bảo của phép thử độ cứng).
1) Đã được chỉnh sửa và tái bản lại: 1995.