Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6480-1:2008 (IEC 60669-1:2007) Thiết bị đóng cắt dùng cho hệ thống lắp đặt điện cố định trong gia đình và các hệ thống tương tự - Phần 1: Yêu cầu chung
TIÊU CHUẨN QUỐC GIA
TCVN 6480-1 : 2008
THIẾT BỊ ĐÓNG CẮT DÙNG CHO HỆ THỐNG LẮP ĐẶT ĐIỆN CỐ ĐỊNH TRONG GIA ĐÌNH VÀ CÁC HỆ THỐNG TƯƠNG TỰ - PHẦN 1: YÊU CẦU CHUNG
Switches for household and similar fixed-electrical installations - Part 1: General requirements
Lời nói đầu
TCVN 6480-1 : 2008 thay thế TCVN 6480 :1999;
TCVN 6480-1 : 2008 hoàn toàn tương đương với IEC 60669-1 : 2007;
TCVN 6480-1 : 2008 do ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC/E1 Máy điện và khí cụ điện biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THIẾT BỊ ĐÓNG CẮT DÙNG CHO HỆ THỐNG LẮP ĐẶT ĐIỆN CỐ ĐỊNH TRONG GIA ĐÌNH VÀ CÁC HỆ THỐNG TƯƠNG TỰ - PHẦN 1: YÊU CẦU CHUNG
Switches for household and similar fixed-electrical installations - Part 1: General requirements
1. Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho các thiết bị đóng cắt thông dụng thao tác bằng tay, đặt trong nhà hoặc ngoài trời, chỉ để đóng cắt mạch điện xoay chiều, điện áp danh định không vượt quá 440 V, dòng điện danh định không vượt quá 63 A, dùng cho hệ thống lắp đặt điện cố định trong gia đình và các hệ thống tương tự.
Đối với các thiết bị đóng cắt có đầu nối không bắt ren, dòng điện danh định được giới hạn đến 16 A.
Thiết bị đóng cắt thuộc phạm vi áp dụng của tiêu chuẩn này được thiết kế để điều khiển các mạch điện dưới đây, trong điều kiện sử dụng bình thường:
- mạch điện dùng cho tải là bóng đèn sợi đốt vônfram; hoặc
- mạch điện dùng cho tải là bóng đèn huỳnh quang (kể cả balát điện tử); hoặc
- mạch điện dùng cho tải về cơ bản là thuần trở có hệ số công suất không nhỏ hơn 0,95; hoặc
- mạch điện một pha dùng cho tải là động cơ có dòng điện danh định đến 10 A và hệ số công suất không nhỏ hơn 0,6; hoặc
- tổ hợp của các mạch điện trên.
CHÚ THÍCH 1: Việc mở rộng phạm vi áp dụng đối với thiết bị đóng cắt có điện áp danh định lớn hơn 440 V đang được xem xét.
CHÚ THÍCH 2: Việc tăng dòng điện đanh định 10 A đối với tải là động cơ đang được xem xét.
CHÚ THÍCH 3: Hiện nay, thiết bị đóng cắt có dòng điện danh định lớn hơn 10 A được coi là dòng điện 10 A đối với thiết bị đóng cắt có tải là động cơ.
Tiêu chuẩn này cũng áp dụng cho các hộp lắp thiết bị đóng cắt, trừ các hộp lắp đặt dành cho các thiết bị đóng cắt kiểu lắp chìm.
CHÚ THÍCH 4: Các yêu cầu chung đối với hộp lắp thiết bị đóng cắt kiểu lắp chìm được nêu trong IEC 60670.
Tiêu chuẩn này cũng áp dụng cho các thiết bị đóng cắt sau:
- thiết bị đóng cắt có đèn báo;
- thiết bị đóng cắt có điều khiển từ xa kiểu điện từ (các yêu cầu cụ thể được cho trong Phần 2 liên quan);
- thiết bị đóng cắt có cơ cấu hẹn giờ (các yêu cầu cụ thể được cho trong Phần 2 liên quan);
- thiết bị đóng cắt có phối hợp với các chức năng khác (trừ phối hợp với cầu chảy);
- thiết bị đóng cắt điện tử (yêu cầu cụ thể qui định trong Phần 2 liên quan);
- thiết bị đóng cắt có các chi tiết để luồn và giữ chặt cáp mềm (xem Phụ lục B);
- thiết bị đóng cắt cách ly (yêu cầu cụ thể được cho trong Phần 2 liên quan).
CHÚ THÍCH 5: Chiều dài nhỏ nhất của cáp mềm được sử dụng với thiết bị đóng cắt này phải theo qui định hiện hành.
Các thiết bị đóng cắt phù hợp với tiêu chuẩn này cũng thích hợp để sử dụng ở môi trường có nhiệt độ bình thường không quá 25 °C, nhưng đôi khi lên đến 35 °C.
CHÚ THÍCH 6: Các thiết bị đóng cắt phù hợp tiêu chuẩn này chỉ thích hợp để kết hợp trong thiết bị theo cách và ở vị trí mà nhiệt độ môi trường xung quanh thiết bị đóng cắt ít có khả năng vượt quá 35 °C.
Ở các vị trí có điều kiện đặc biệt chiếm ưu thế như trên tàu thủy, xe cộ và phương tiện tương tự và các nơi nguy hiểm, ví dụ các nơi dễ xảy ra nổ thì có thể yêu cầu thiết bị đóng cắt có kết cấu đặc biệt.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu ghi năm công bố thì áp dụng các bản được nêu. Đối với các tài liệu không ghi năm công bố, thì áp dụng bản mới nhất, bao gồm cả các sửa đổi.
TCVN 4255 : 2007 (IEC 60529 : 1989), cấp bảo vệ bằng vỏ ngoài (Mã IP)
TCVN 6610-1 : 2007 (IEC 60227-1: 1993), Cáp cách điện bằng PVC có điện áp danh định đến và bằng 450/750 V - Phần 1: Yêu cầu chung
TCVN 6610-3 : 2000 (IEC 60227-3 :1993), Cáp cách điện bằng PVC có điện áp danh định đến và bằng 450/750 V - Phần 3: Cáp không có vỏ bọc ngoài dùng cho lắp đặt cố định
TCVN 6610-4 : 2000 (IEC 60227-4:1992), Cáp cách điện bằng PVC có điện áp danh định đến và bằng 450/750 V - Phần 4: Cáp có vỏ bọc ngoài dùng cho lắp đặt cố định
TCVN 6610-5 : 2007 (IEC 60227-5 : 1979, sửa đổi 1: 1987), Cáp cách điện bằng PVC có điện áp danh định đến và bằng 450/750 V - Phần 5: Cáp mềm
IEC 60050(442) : 1998, International Electrotechnical Vocabulary (IEV) - Chapter 442: Electrical accessories (Thuật ngữ kỹ thuật điện quốc tế (IEV) - Chương 442 : Khí cụ điện)
IEC 60112 : 1979, Method for determining the comparative and the proof tracking indices of solid insulating materials under moist conditions (Phương pháp xác định các chỉ số phóng điện tương đối và phóng điện bề mặt của vật liệu cách điện rắn trong điều kiện ẩm)
IEC 60212 : 1971, Standard conditions for use prior to and during the testing of solid electrical insulation materials (Các điều kiện tiêu chuẩn sử dụng trước và trong khi thử nghiệm vật liệu cách điện rắn)
IEC 60245-1 : 1994, Rubber insulated cables - Rated voltages up to and including 450/750 V - Part 1: General requirements (Cáp cách điện bằng cao su có điện áp danh định đến và bằng 450/750 V - Phần 1: Yêu cầu chung)
IEC 60245-4 : 1994, Rubber insulated cables - Rated voltages up to and including 450/750 V - Part 4: Cords and flexible cables (Cáp cách điện bằng cao su có điện áp danh định đến và bằng 450/750 V - Phần 4: Dây và cáp mềm)
lEC 60364-4-46 : 1981, Electrical installations of buildings - Part 4: Protection for safety - Chapter 46: Isolation and switching (Hệ thống lắp đặt điện trong các tòa nhà - Phần 4: Bảo vệ an toàn - Chương 46: Cách ly và đóng cắt)
IEC 60417 : 1973, Graphical symbols for use on equipment (Ký hiệu bằng hình vẽ trên thiết bị)
IEC 60670 : 1989, General requirements for enclosures for accessories for household and similar fixed-electrical installations (Yêu cầu chung đối với các vỏ ngoài của khí cụ điện dùng cho hệ thống điện cố định trong gia đình và trong các hệ thống điện cố định tương tự)
IEC 60695-2-1:1991, Fire hazard testing - Part 2: Test methods - Section 1: Glow-wire test and guidance (Thử nghiệm nguy cơ cháy - Phần 2: Phương pháp thử nghiệm - Mục 1: Thử nghiệm sợi dây nóng đỏ và hướng dẫn)
IEC 60998, Connecting devices for low voltage circuits for household and similar purposes (Thiết bị đấu nối dùng cho mạch điện hạ áp sử dụng trong gia đình và các mục đích tương tự)
IEC 60998-1 : 1990, Connecting devices for low voltage circuits for household and similar purposes - Part 1 : General requirements (Thiết bị đấu nối dùng cho mạch điện hạ áp sử dụng trong gia đình và các mục đích tương tự - Phần 1: Yêu cầu chung)
IEC 60998-2-1 : 1990, Connecting devices for low voltage circuits for household and similar purposes - Part 2-1 : Particular requirements for connecting devices as separate entities with screw-type clamping units (Thiết bị đấu nối dùng cho mạch điện hạ áp sử dụng trong gia đình và các mục đích tương tự - Phần 2-1: Yêu cầu cụ thể đối với thiết bị đấu nối là một thiết bị riêng rẽ có bộ kẹp kiểu bắt ren)
IEC 60998-2-2 : 1991, Connecting devices for low voltage circuits for household and similar purposes - Part 2-2 : Particular requirements for connecting devices as separate entities with screwless-type clamping units (Cơ cấu đấu nối đối với mạch điện hạ áp dùng trong gia đình và các mục đích tương tự - Phần 2-2: Yêu cầu cụ thể đối với thiết bị đấu nối là một thiết bị riêng rẽ có bộ kẹp kiểu không bắt ren)
IEC 60999-1 : 1990, Connecting devices - Safety requirements for screw type and screwless-type clamping units for electrical copper conductors - Part 1: General requirements for conductors from 0,5 mm2 up to 35 mm2 (included) (Thiết bị đấu nối - Yêu cầu an toàn đối với bộ kẹp kiểu bắt ren và kiểu không bắt ren dùng cho ruột dẫn đồng - Phần 1: Yêu cầu chung đối với ruột dẫn có đường kính từ 0,5 mm2 đến và bằng 35 mm2)
ISO 1456 : 1988, Metallic coatings - Electrodeposited coatings of nikel plus chromium and of copper plus nickel plus chromium (Lớp phủ kim loại - Lớp mạ niken crôm và lớp mạ đồng, niken, crôm bằng phương pháp mạ điện)
ISO 2039-2 : 1987, Plastics - Determination of hardness - Part 2: Rockwell hardness (Chất dẻo - Xác định độ cứng - Phần 2: Độ cứng Rockwell)
ISO 2081 : 1986, Metallic coatings - Electroplated coatings of zinc on iron or steel (Lớp phủ kim loại - Mạ kẽm trên sắt hoặc thép bằng phương pháp mạ điện)
ISO 2093 : 1986, Electroplated coatings of tin - Specification and test methods (Lớp phủ thiếc bằng phương pháp mạ điện - Yêu cầu kỹ thuật và phương pháp thử nghiệm)
3. Định nghĩa
Tiêu chuẩn này áp dụng các định nghĩa dưới dây.
Các thuật ngữ “điện áp” và “dòng điện” biểu thị giá trị hiệu dụng, nếu không có qui định khác.
3.1. Thiết bị đóng cắt (switch)
Thiết bị dùng để đóng hoặc cắt dòng điện của một hay nhiều mạch điện.
3.1.1. Thiết bị đóng cắt kiểu nút ấn (push-button svvitch)
Thiết bị đóng cắt được điều khiển bằng một nút ấn được tác động bằng lực của một bộ phận cơ thể con người, thường là ngón tay hoặc lòng bàn tay, và trở về nhờ năng lượng dự trữ, ví dụ như lò xo.
3.1.2. Thiết bị đóng cắt tiếp xúc tức thời (momentary contact switch)
Cơ cấu đóng cắt tự động trở về trạng thái ban đầu sau khi thao tác.
CHÚ THÍCH: Thiết bị đóng cắt tiếp xúc tức thời được dùng để điều khiển chuông điện, thiết bị đóng cắt điều khiển từ xa kiểu điện từ hoặc thiết bị đóng cắt có hẹn giờ.
3.1.3. Thiết bị đóng cắt tiếp xúc tạm thời kiểu nút ấn (momentary push-button switch)
Thiết bị đóng cắt kiểu nút ấn, tự động trở về trạng thái ban đầu sau khi thao tác.
3.1.4. Thiết bị đóng cắt kiểu dây giật (cord-operated switch)
Thiết bị đóng cắt có phương tiện thao tác là một sợi dây mà mỗi lần kéo dây sẽ làm thay đổi trạng thái tiếp xúc.
3.1.5. Thiết bị đóng cắt có kết cấu khe hở tiếp điểm bình thường (switch of normal (gap) construction)
Kết cấu của thiết bị đóng cắt có khe hở giữa các tiếp điểm mở là 3 mm hoặc lớn hơn và đáp ứng các yêu cầu về tính năng đối với kết cấu khe hở bình thường.
3.1.6. Thiết bị đóng cắt có kết cấu khe hở tiếp điểm nhỏ (switch of mini-gap construction)
Kết cấu của thiết bị đóng cắt có khe hở giữa các tiếp điểm mở là 1,2. mm hoặc lớn hơn và đáp ứng các yêu cầu về tính năng đối với kết cấu khe hở nhỏ.
3.1.7. Thiết bị đóng cắt có kết cấu khe hở tiếp điểm rất nhỏ (switch of micro-gap construction)
Kết cấu của thiết bị đóng cắt không qui định khe hở giữa các tiếp điểm mở và đáp ứng các yêu cầu về tính năng đối với kết cấu khe hở rất nhỏ.
3.2. Một thao tác (one operation)
Sự di chuyển các tiếp điểm động từ vị trí làm việc này sang vị trí làm việc khác.
3.3. Đầu nối (terminal)
Phần dẫn của một cực, gồm một hay nhiều bộ kẹp và được cách điện nếu cần thiết.
3.4. Bộ kẹp (clamping unit)
Một phần hoặc các phần của đầu nối dùng để kẹp cơ học và nối điện (các) ruột dẫn.
3.5. Đầu nối có kẹp bắt ren (terminal with screw clamping)
Đầu nối để đấu nối chỉ bằng cách kẹp (các) ruột dẫn cứng hoặc mềm bên ngoài.
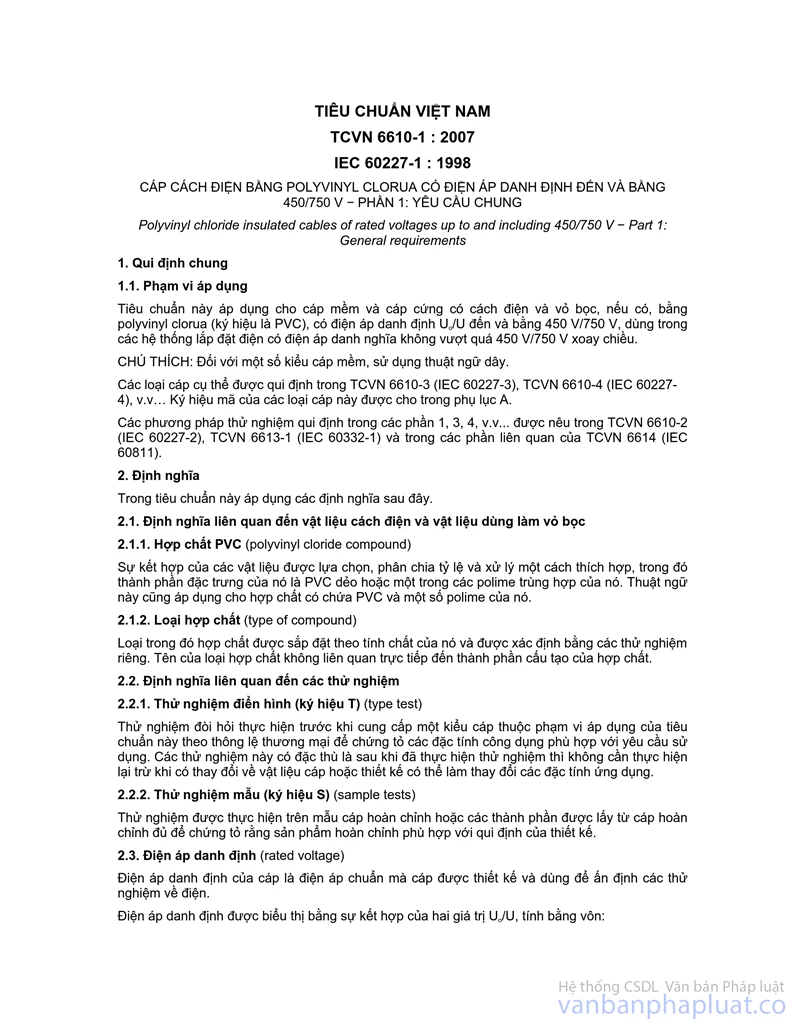
3.6. Đầu nối kiểu trụ (pillar terminal)
Đầu nối có kẹp bắt ren, trong đó ruột dẫn được luồn vào trong một lỗ hoặc hốc và được kẹp bên dưới đầu vít. Lực kẹp có thể do đầu vít ép trực tiếp hoặc thông qua một chi tiết kẹp trung gian chịu lực ép của đầu vít.
CHÚ THÍCH: Ví dụ về đầu nối kiểu trụ được cho trên Hình 1.
3.7. Đầu nối bắt vít (screw terminal)
Đầu nối có kẹp bắt ren, trong đó ruột dẫn được kẹp bên dưới mũ vít. Lực kẹp có thể do mũ vít ép trực tiếp hoặc thông qua chi tiết trung gian ví dụ như vòng đệm, lá kẹp hoặc cơ cấu chống tở dây.
CHÚ THÍCH: Ví dụ về đầu nối bắt vít được cho trên Hình 2.
3.8. Đầu nối bắt bulông (stud terminal)
Đầu nối có kẹp bắt ren, trong đó ruột dẫn được kẹp bên dưới đai ốc. Lực kẹp có thể ép trực tiếp nhờ đai ốc có hình dạng thích hợp hoặc thông qua chi tiết trung gian như vòng đệm, lá kẹp hoặc cơ cấu chống tở dây.
CHÚ THÍCH: Ví dụ về đầu nối bắt bulông được cho trên Hình 2.
3.9. Đầu nối kiểu yên ngựa (saddle terminal)
Đầu nối có kẹp bắt ren, trong đó ruột dẫn được đặt dưới một tấm kẹp hình yên ngựa và được kẹp bởi hai hoặc nhiều vít hoặc đai ốc.
CHÚ THÍCH: Ví dụ về đầu nối kiểu yên ngựa được cho trên Hình 3.
3.10. Đầu nối kiểu lỗ (lug terminal)
Đầu nối bắt vít hoặc đầu nối bắt bulông được thiết kế để kẹp đầu cốt của cáp hoặc kẹp thanh dẫn bằng vít hoặc đai ốc.
CHÚ THÍCH: Ví dụ về đầu nối kiểu lỗ được cho trên Hình 4.
3.11. Đầu nối măng sông (mantle terminal)
Đầu nối có kẹp bắt ren, trong đó ruột dẫn được kẹp áp vào đáy của một rãnh trong bulông bắt ren bằng một đai ốc. Ruột dẫn được kẹp chặt áp xuống đáy rãnh bằng một vòng đệm có hình dạng thích hợp đặt dưới đai ốc hay một cái nêm nếu là đai ốc có mũ hoặc bằng chi tiết có hiệu quả tương đương để truyền lực ép từ đai ốc lên ruột dẫn bên trong rãnh.
CHÚ THÍCH: Ví dụ về đầu nối măng sông được cho trên Hình 5.
3.12. Đầu nối không bắt ren (screwless terminal)
Cơ cấu dùng để nối và sau này có thể tháo rời ruột dẫn cứng (một sợi hoặc bện) hoặc ruột dẫn mềm, hoặc để nối liên kết hai ruột dẫn có khả năng bị rời ra. Việc đấu nối này được thực hiện trực tiếp hoặc gián tiếp nhờ lò xo, nêm, chi tiết dạng cam và côn, v.v... mà không cần có sự chuẩn bị đặc biệt đối với ruột dẫn cần đấu nối, ngoài việc bóc lớp cách điện.
3.13. Vít tạo ren (thread-forming screw)
Vít có ren liên tục, khi bắt vít vào, vít tạo nên ren bằng cách dồn nén vật liệu.
CHÚ THÍCH: Ví dụ về vít tạo ren được cho trên Hình 6.
3.14. Vít cắt ren (thread-cutting screw)
Vít có ren cắt dọc, khi bắt vít vào, vít tạo nên ren bằng cách cắt gọt vật liệu.
CHÚ THÍCH: Ví dụ về vít cắt ren được cho trên Hình 7.
3.15. Cơ cấu hẹn giờ kiểu cơ khí (mechanical time-delay device)
Cơ cấu, mà nhờ vào bộ phận cơ khí, sẽ tác động sau một thời gian qui định nào đó tính từ thời điểm thiết lập các điều kiện khiến cơ cấu đó tác động.
3.16. Đế (base)
Phần của thiết bị đóng cắt để giữ chặt các phần mang dòng điện và, nói chung, giữ cơ cấu truyền động vào đúng vị trí.
3.17. Điện áp danh định (rated voltage)
Điện áp được nhà chế tạo ấn định cho thiết bị đóng cắt.
3.18. Dòng điện danh định (rated current)
Dòng điện được nhà chế tạo ấn định cho thiết bị đóng cắt.
3.19. Bộ phận điều khiển (operating member)
Phần của thiết bị đóng cắt kiểu dây giật được liên hệ với cơ cấu truyền động bên trong bằng sợi dây. Sợi dây này thường được buộc vào cơ cấu tác động của thiết bị đóng cắt.
3.20. Cực (của thiết bị đóng cắt) (pole (of a switch))
Phần của thiết bị đóng cắt kết hợp với một đường dẫn của mạch điện có các tiếp điểm để nối và ngắt mạch điện nhưng không kể đến các đoạn có phương tiện nối và thao tác các cực với nhau.
Một đường dẫn có thể được tạo thành bởi đoạn chung với các đường dẫn khác trong thiết bị đóng cắt.
3.21. Cơ cấu tác động (actuating member)
Bộ phận được kéo ra, ấn vào, xoay hoặc chuyển động bất kỳ khác để thực hiện một thao tác của thiết bị đóng cắt.
[IEV 442-04-14]
3.22. Đèn báo (pilot light)
Thiết bị có nguồn sáng tích hợp hoặc được thiết kế để lắp đặt với thiết bị đóng cắt và được dự kiến để đưa ra, ví dụ, một chỉ thị trạng thái của thiết bị đóng cắt hoặc chỉ ra vị trí của thiết bị đóng cắt.
4. Yêu cầu chung
Các thiết bị đóng cắt và các hộp phải được thiết kế và chế tạo sao cho chúng hoạt động tin cậy trong sử dụng bình thường và không gây nguy hiểm cho người sử dụng và môi trường xung quanh.
Kiểm tra sự phù hợp bằng cách thực hiện tất cả các yêu cầu liên quan và các thử nghiệm qui định.
5. Lưu ý chung đối với các thử nghiệm
5.1. Các thử nghiệm theo tiêu chuẩn này là thử nghiệm điển hình.
5.2. Nếu không có qui định nào khác thì các mẫu được thử nghiệm như khi được đưa đến và ở điều kiện sử dụng bình thường.
Thiết bị đóng cắt có đèn báo phải được thử nghiệm với các đèn báo được lắp vào, nếu không có qui định khác. Kết quả của các thử nghiệm phải được xem xét để áp dụng cho các thiết bị đóng cắt cùng loại nhưng không có phương tiện này.
Các thiết bị đóng cắt kiểu chìm không phù hợp với bất cứ tờ rời tiêu chuẩn được chấp nhận nào thì được thử nghiệm cùng với hộp tương ứng.
5.3. Nếu không có qui định nào khác, thử nghiệm được thực hiện theo thứ tự của các điều, ở nhiệt độ môi trường từ 15 °C đến 35 °C.
Trong trường hợp có nghi ngờ, các thử nghiệm được thực hiện ở nhiệt độ môi trường bằng 20 °C ± 5 °C.
5.4. Đối với các thiết bị đóng cắt được ghi nhãn một điện áp danh định và một dòng điện danh định, cần có chín mẫu thử nghiệm.
Ba mẫu được dùng cho tất cả các thử nghiệm, trừ các thử nghiệm 19.2 trong đó sử dụng một bộ ba mẫu (hoặc hai bộ mẫu nữa nếu thiết bị đóng cắt thuộc mã số 2) và sử dụng ba mẫu khác cho thử nghiệm ở Điều 24.
Đối với các thử nghiệm ở 24.2 có thể yêu cầu thêm ba mẫu.
Đối với các thử nghiệm ở 12.3.2, cần bổ sung thêm ba mẫu thiết bị đóng cắt.
Đối với các thử nghiệm ở 12.3.11, yêu cầu thêm các mẫu thiết bị đóng cắt để tổng số các đầu nối không bắt ren tối thiểu là năm.
Đối với các thử nghiệm ở 12.3.12, cần bổ sung thêm ba mẫu thiết bị đóng cắt; trong mỗi mẫu phải thử nghiệm một bộ kẹp.
Đối với từng thử nghiệm ở 13.15.1 và 13.15.2, yêu cầu bổ sung thêm ba mẫu màng lót riêng biệt hoặc là ba mẫu thiết bị đóng cắt có màng lót.
Đối với các thử nghiệm ở Điều 16, có thể yêu cầu thêm ba mẫu trong trường hợp thiết bị đóng cắt có lắp đèn báo.
Đối với các thiết bị đóng cắt kiểu dây giật, sử dụng thêm ba mẫu nữa cho thử nghiệm ở 20.9.
Đối với các thiết bị đóng cắt có ghi trên nhãn hai giá trị điện áp danh định và tương ứng là hai giá trị dòng điện danh định, cần phải có 15 mẫu cho các thử nghiệm.
Đối với mỗi cặp trong hai cặp giá trị điện áp và dòng điện danh định ghi trên nhãn thiết bị đóng cắt, sử dụng ba mẫu cho tất cả các thử nghiệm, riêng thử nghiệm ở 19.2 sử dụng hai bộ ba mẫu nữa (hoặc bốn bộ ba mẫu nữa đối với thiết bị đóng cắt của mã số 2).
Các thiết bị đóng cắt có ghi trên nhãn 250/380 V được thử nghiệm như thiết bị đóng cắt 380 V.
Các thiết bị đóng cắt tiếp xúc tức thời dùng cho chuông điện, thiết bị đóng cắt điều khiển từ xa kiểu điện từ hoặc các thiết bị đóng cắt có hẹn giờ không phải chịu các thử nghiệm ở 18.2 và 19.2.
CHÚ THÍCH: Trong Phụ lục A có một bảng ghi số lượng mẫu cần thiết cho các thử nghiệm này.
5.5. Các mẫu được đưa đến cho tất cả các thử nghiệm liên quan và được coi là đạt các yêu cầu nếu thỏa mãn tất cả các thử nghiệm.
Nếu có một mẫu không đạt một thử nghiệm vì lý do lắp ráp hoặc sai sót chế tạo thì phải lặp lại thử nghiệm đó và bất kỳ thử nghiệm nào trước đó mà có thể làm ảnh hưởng đến kết quả thử nghiệm và ngoài ra các thử nghiệm tiếp theo sẽ phải thực hiện theo trình tự yêu cầu trên bộ mẫu đầy đủ khác, tất cả các mẫu đó phải phù hợp yêu cầu.
CHÚ THÍCH: Người yêu cầu thử nghiệm có thể đưa đến, ngoài số lượng mẫu qui định trong 5.4, bộ mẫu bổ sung có thể cần thiết khi một mẫu không đạt, Nơi thử nghiệm tiến hành thử nghiệm trên mẫu bổ sung và chỉ loại bỏ nếu xuất hiện thêm hỏng hóc. Nếu bộ mẫu bổ sung không được đưa đến đồng thời thì chỉ một mẫu bị hỏng cũng dẫn đến loại bỏ.
6. Thông số đặc trưng
6.1. Các thiết bị đóng cắt phải có các giá trị điện áp danh định ưu tiên là 130 V, 230 V, 250 V, 277 V, 380 V, 400 V, 415 V và 440 V.
Đối với thiết bị đóng cắt tiếp xúc tức thời dùng cho chuông điện, thiết bị đóng cắt điều khiển từ xa kiểu điện từ hoặc thiết bị đóng cắt có hẹn giờ, điện áp danh định tiêu chuẩn là 130 V và 250 V.
Nếu sử dụng thông số điện áp khác thì không được nhỏ hơn 120 V.
6.2. Các thiết bị đóng cắt có các giá trị dòng điện danh định ưu tiên là: 6 A, 10 A, 16 A, 20 A, 25 A, 32 A, 40 A, 45 A, 50 A và 63 A.
Giá trị dòng điện danh định không được nhỏ hơn 6 A, riêng các thiết bị đóng cắt tiếp xúc tức thời dùng cho chuông điện, thiết bị đóng cắt điều khiển từ xa kiểu điện từ hoặc thiết bị đóng cắt có hẹn giờ cho phép có dòng điện danh định là 1 A, 2 A và 4 A.
Các thiết bị đóng cắt có dòng điện danh định không lớn hơn 16 A, trừ các thiết bị đóng cắt trong mã số 3 và 03 và thiết bị đóng cắt tiếp xúc tức thời, phải có giá trị dòng điện bóng đèn huỳnh quang bằng với dòng điện danh định.
Đối với các thiết bị đóng cắt có dòng điện danh định lớn hơn 16 A đến và bằng 25 A, không bắt buộc phải thực hiện thử nghiệm với bóng đèn huỳnh quang.
Kiểm tra sự phù hợp với các yêu cầu của 6.1 và 6,2 bằng cách xem xét nhãn.
6.3. Các thiết bị đóng cắt phải có cấp bảo vệ bằng vỏ ngoài ưu tiên là IP20, IP40, IP44, IP54 hoặc IP55.
7. Phân loại
7.1. Thiết bị đóng cắt được phân loại:
7.1.1 Theo khả năng đấu nối (xem Hình 8)
Mã số
- thiết bị đóng cắt một cực ........................................................................................................... 1
- thiết bị đóng cắt hai cực ............................................................................................................ 2
- thiết bị đóng cắt ba cực ............................................................................................................. 3
- thiết bị đóng cắt ba cực cộng đóng cắt trung tính ..................................................................... 03
- thiết bị đóng cắt hai ngả ............................................................................................................ 6
- thiết bị đóng cắt hai mạch điện có dây vào chung ....................................................................... 5
- thiết bị đóng cắt hai ngả có một vị trí mở .................................................................................... 4
- thiết bị đóng cắt hai ngả hai cực .............................................................................................. 6/2
- thiết bị đóng cắt hai ngả có đổi chiều (hoặc thiết bị đóng cắt có vị trí trung gian) .......................... 7
CHÚ THÍCH 1: Hai hay nhiều thiết bị đóng cắt có mã số giống nhau hoặc khác nhau có thể lắp trên cùng một đế.
CHÚ THÍCH 2: Đối với các mã số cần xem xét vị trí mở, phân loại trên cũng liên quan đến thiết bị đóng cắt kiểu nút ấn và thiết bị đóng cắt tiếp xúc tức thời.
7.1.2. theo khe hở tiếp điểm và tính năng của thiết bị đóng cắt:
- thiết bị đóng cắt có khe hở bình thường;
- thiết bị đóng cắt có khe hở nhỏ;
- thiết bị đóng cắt có khe hở rất nhỏ;
- thiết bị đóng cắt không có khe hở tiếp điểm (cơ cấu đóng cắt bán dẫn).
CHÚ THÍCH 1: Thiết bị đóng cắt có cơ cấu đóng cắt bán dẫn không có khe hở tiếp điểm.
CHÚ THÍCH 2: Thiết bị đóng cắt phù hợp với tiêu chuẩn này được thiết kế để sử dụng vào các mục đích chức năng.
7.1.3. Để trống
7.1.4. theo cấp bảo vệ chống sự xâm nhập có hại của nước:
- IPX0: thiết bị đóng cắt không có bảo vệ chống sự xâm nhập của nước;
- IPX4: thiết bị đóng cắt chống tóe nước;
- IPX5: thiết bị đóng cắt chống phun nước.
CHÚ THÍCH: Giải nghĩa mã IP, xem trong TCVN 4255 (IEC 60529).
7.1.5. theo phương pháp tác động thiết bị đóng cắt:
- kiểu xoay;
- kiểu lật;
- kiểu bập bênh;
- kiểu nút ấn;
- kiểu dây giật.
7.1.6. theo phương pháp lắp đặt thiết bị đóng cắt:
- kiểu lắp nổi;
- kiểu lắp chìm;
- kiểu lắp nửa chìm;
- kiểu lắp trên bảng điện;
- kiểu trang trí.
7.1.7. theo phương pháp lắp đặt là hệ quả của thiết kế thiết bị đóng cắt:
- thiết bị đóng cắt có nắp đậy hoặc tấm đậy có thể tháo rời được mà không cần dịch chuyển ruột dẫn (thiết kế A);
- thiết bị đóng cắt có nắp đậy hay tấm đậy không thể tháo rời được nếu không dịch chuyển ruột dẫn (thiết kế B).
CHÚ THÍCH: Nếu thiết bị đóng cắt có đế (phần chính) không thể tách khỏi nắp đậy hoặc tấm đậy và yêu cầu phải có tấm bổ sung để phù hợp với tiêu chuẩn, tấm bổ sung này có thể tháo rời được để trang trí lại tường mà không cần phải dịch chuyển ruột dẫn thì thiết bị đóng cắt đó được coi là thuộc thiết kế A, với điều kiện tấm bổ sung phù hợp yêu cầu qui định đối với nắp đậy và tấm đậy.
7.1.8. theo loại đầu nối:
- thiết bị đóng cắt có đầu nối kiểu bắt ren;
- thiết bị đóng cắt có đầu nối không bắt ren chỉ dùng cho ruột dẫn cứng;
- thiết bị đóng cắt có đầu nối không bắt ren dùng cho ruột dẫn cứng và mềm.
7.1.9. theo cấp bảo vệ chống tiếp cận với các bộ phận nguy hiểm và chống các ảnh hưởng có hại do sự xâm nhập của vật rắn bên ngoài:
- IP2X: thiết bị đóng cắt được bảo vệ chống tiếp cận với các bộ phận nguy hiểm bằng ngón tay và chống các ảnh hưởng có hại do vật rắn bên ngoài xâm nhập có đường kính 12,5 mm và lớn hơn;
- IP4X: thiết bị đóng cắt được bảo vệ chống tiếp cận với các bộ phận nguy hiểm bằng sợi dây và chống các ảnh hưởng có hại do vật rắn bên ngoài xâm nhập có đường kính 1,0 mm và lớn hơn;
- IP5X: thiết bị đóng cắt được bảo vệ chống tiếp cận với các bộ phận nguy hiểm bằng sợi dây và được bảo vệ chống bụi.
7.2. Sự kết hợp ưu tiên giữa số cực và các thông số đặc trưng được cho trong Bảng 1.
Bảng 1 - Sự kết hợp ưu tiên giữa số cực và thông số đặc trưng
Dòng điện danh định A | Số cực | |
Điện áp danh định từ 120 V đến và bằng 250 V | Điện áp danh định lớn hơn 250 V | |
1; 2 và 4 | 1 | - |
6 | 1 | 1 |
| 2 | 2 |
10 | 1 | 1 |
| 2 | 2 |
|
| 3 |
|
| 4 |
16; 20; 25; 32; 40; 45; 50 và 63 | 1 | 1 |
2 3 | 2 3 | |
4 | 4 | |
8. Ghi nhãn
8.1. Thiết bị đóng cắt phải được ghi nhãn với các nội dung sau:
- dòng điện danh định tính bằng ampe (A) hoặc dòng điện danh định của mạch đèn huỳnh quang tính bằng ampe (AX) hoặc cả hai nếu hai giá trị danh định này khác nhau (xem 6.2 và các ví dụ về ghi nhãn trong 8.2);
- điện áp danh định tính bằng vôn (V);
- ký hiệu tính chất nguồn cung cấp;
- tên nhà chế tạo hoặc tên đại lý được ủy quyền, thương hiệu hoặc nhãn nhận biết của nhà chế tạo hoặc đại lý được ủy quyền;
- kiểu tham chiếu, có thể là số catalô;
- ký hiệu đối với khe hở nhỏ, nếu thuộc đối tượng áp dụng;
- ký hiệu đối với khe hở rất nhỏ, nếu thuộc đối tượng áp dụng;
- ký hiệu đối với cơ cấu đóng cắt bán dẫn, nếu thuộc đối tượng áp dụng;
- chữ số đặc trưng thứ nhất đối với bảo vệ chống tiếp cận với các bộ phận nguy hiểm và chống các ảnh hưởng có hại do sự xâm nhập của vật rắn bên ngoài, nếu được công bố là lớn hơn 2, trong trường hợp đó phải ghi nhãn cả chữ số đặc trưng thứ hai;
- chữ số đặc trưng thứ hai đối với cấp bảo vệ bằng vỏ ngoài chống các ảnh hưởng có hại do sự xâm nhập của nước, nếu được công bố là lớn hơn 0, trong trường hợp đó phải ghi nhãn cả chữ số đặc trưng thứ nhất.
CHÚ THÍCH 1: Mã số cho trong 7.1.1 nên được thể hiện trên nhãn nếu việc đấu nối là không rõ ràng khi xem xét thiết bị đóng cắt; mã số này có thể là một phần của kiểu tham chiếu.
CHÚ THÍCH 2: Nếu trên một đế có lắp hai hay nhiều thiết bị đóng cắt có cơ cấu tác động riêng rẽ thì nên ghi nhãn các mã số, ví dụ như 1+6 hoặc 1+1+1.
Ngoài ra, các thiết bị đóng cắt có đầu nối không bắt ren phải được ghi nhãn chỉ ra rằng chỉ thích hợp với ruột dẫn cứng, đối với các thiết bị có hạn chế này. Thông tin này có thể ghi trên thiết bị đóng cắt và/hoặc trên bao bì.
8.2. Các ký hiệu thường được sử dụng
Ampe (dòng điện của đèn huỳnh quang) .............................................................................. AX
(dòng điện khác) ................................................................................................................... A
Vôn ...................................................................................................................................... V
Dòng điện xoay chiều ............................................................................................................ ~
Trung tính ............................................................................................................................. N
Dây pha ................................................................................................................................ L
Nối đất ............................................................................................................................... ![]()
Vị trí cắt ............................................................................................................................... O
Vị trí đóng .............................................................................................................................. l
Khe hở nhỏ .......................................................................................................................... m
Khe hở rất nhỏ ...................................................................................................................... m
Không có khe hở tiếp điểm (cơ cấu đóng cắt bán dẫn) ............................................................ e
CHÚ THÍCH 1: Ký hiệu “O” chỉ được sử dụng với thiết bị đóng cắt có khe hở bình thường
Cấp bảo vệ, khi có liên quan ............................................................................................ IPXX
CHÚ THÍCH 2: Chi tiết về hình dạng của các ký hiệu được cho trong IEC 60417.
CHÚ THÍCH 3: Trong ký hiệu mã IP, chữ cái “X” được thay bằng chữ số tương ứng.
CHÚ THÍCH 4: Đường kẻ được tạo ra do kết cấu của dụng cụ không được coi là một phần của nhãn.
Đối với nhãn có ghi dòng điện mạch đèn huỳnh quang, ký hiệu “AX” có thể thay bằng ký hiệu “X”. Đối với các giá trị dòng điện danh định và điện áp danh định, có thể chỉ cần ghi các con số.
Ký hiệu tính chất nguồn phải ghi ngay sau các giá trị dòng điện danh định và điện áp danh định.
CHÚ THÍCH 5: Các ví dụ về ghi nhãn các giá trị dòng điên, điện áp và tính chất nguồn cung cấp như sau:
10 AX 250 V ~ | hoặc | 10X /250 ~ | hoặc |
|
20 A -16AX 250 V ~ | hoặc | 20 - 16 X/250 ~ | hoặc |
|
10 AX 400 V ~ | hoặc | 10X/400 ~ | hoặc |
|
25 AX 400 V ~ | hoặc | 25 X/400 ~ | hoặc |
|
25 A 250 V ~ | hoặc | 25/250 ~ | hoặc |
|
25 AX 440 V ~ | hoặc | 25 X/440 ~ | hoặc |
|
8.3. Các nội dung ghi nhãn dưới đây phải được đặt trên phần chính của thiết bị đóng cắt:
- dòng điện danh định, điện áp danh định và tính chất nguồn cung cấp;
- tên, thương hiệu hoặc nhãn nhận biết của nhà chế tạo hoặc đại lý được ủy quyền;
- chiều dài đoạn cách điện cần loại bỏ trước khi luồn ruột dẫn vào đầu nối không bắt ren, nếu có;
- ký hiệu đối với khe hở nhỏ, khe hở rất nhỏ hoặc cơ cấu đóng cắt bán dẫn, nếu thuộc đối tượng áp dụng;
- kiểu tham chiếu.
CHÚ THÍCH 1: Kiểu tham chiếu có thể chỉ là số sêri.
Các chi tiết như tấm đậy, cần thiết cho mục đích an toàn và dự kiến để bán riêng, phải được ghi tên nhà chế tạo hoặc tên đại lý được ủy quyền, thương hiệu hoặc nhãn hiệu nhận biết và kiểu tham chiếu.
Mã IP, nếu đưa vào, phải được ghi nhãn sao cho dễ dàng đọc được khi thiết bị đóng cắt đã được lắp đặt và đi dây như trong sử dụng bình thường.
Nhãn phải ghi sao cho dễ dàng đọc được bằng mắt thường hoặc kính điều chỉnh thị lực, không cần đến kính phóng đại, nhãn phải được ghi ở mặt trước của thiết bị đóng cắt hoặc phần bên trong của vỏ lắp cùng hoặc trên phần chính của thiết bị đóng cắt sao cho vẫn đọc được chúng một cách rõ ràng khi tháo rời bất cứ nắp đậy hay tấm đậy của thiết bị đóng cắt để lắp đặt hoặc đi dây như trong sử dụng bình thường. Các nhân này phải được đặt trên các phần không thể tháo rời khi không sử dụng dụng cụ.
CHÚ THÍCH 2: Kiểu tham chiếu có thể ghi thêm trên phần chính hoặc trên mặt ngoài hoặc mặt trong của vỏ lắp cùng.
CHÚ THÍCH 3: Thuật ngữ “phần chính” có nghĩa là phần chứa các tiếp điểm và bất kỳ phần nào lắp liền với tiếp điểm; phần chính không bao gồm nút bấm, tay cầm hoặc tương tự, hoặc các phần có thể bán riêng.
8.4. Các đầu nối dùng để nối các dây pha (dây nguồn) sẽ phải phân biệt được, trừ khi phương pháp nối dây là không quan trọng, là hiển nhiên hoặc được cho trên sơ đồ đấu dây. Việc phân biệt này có thể sử dụng chữ cái L hoặc trong trường hợp có nhiều đầu nối loại này thì dùng các chữ L1, L2, L3, v.v... mỗi chữ cái cần có một hoặc nhiều mũi tên đi kèm để chỉ ra đầu nối hoặc các đầu nối liên quan.
Các dấu hiệu nhận biết này không được đặt trên các vít hoặc bất kỳ phần dễ tháo rời nào khác.
Ngoài ra, bề mặt của các đầu nối này phải là đồng đỏ hoặc đồng thau trần, các đầu nối khác được phủ một lớp kim loại có màu khác.
Đối với các thiết bị đóng cắt thuộc mã số 2, 3, 03 và 6/2 các đầu nối kết hợp với một cực bất kỳ phải có ký hiệu giống nhau, nếu thuộc đối tượng áp dụng, phân biệt với đầu nối cực khác, trừ khi liên hệ giữa chúng là hiển nhiên.
CHÚ THÍCH 1: Sơ đồ đấu dây có thể là một tờ hướng dẫn rời, kèm theo thiết bị đóng cắt.
CHÚ THÍCH 2: “Phần dễ tháo rời” là một phần có thể tháo rời trong lắp đặt bình thường của thiết bị đóng cắt.
8.5. Các đầu nối dành riêng để nối dây trung tính được ký hiệu bằng chữ N.
Nối đất phải được thể hiện bằng ký hiệu ![]() .
.
Ký hiệu này không được đặt trên vít hoặc trên bất kỳ phần dễ tháo rời nào khác.
Các đầu nối dùng để nối dây dẫn nhưng không phải là bộ phận chức năng chính của thiết bị đóng cắt phải được nhận biết một cách rõ ràng, trừ khi tự chúng đã rõ ràng, hoặc được chỉ ra trên sơ đồ đấu dây gắn cố định với khí cụ điện.
Có thể nhận biết các đầu nối của khí cụ điện bằng cách:
- ghi các ký hiệu bằng hình vẽ theo IEC 60417 hoặc màu sắc và/hoặc hệ thống chữ số;
- kích thước của đầu nối hoặc vị trí đặt liên quan.
Các dây dẫn của đèn neon hoặc bộ chỉ thị không được coi là dây dẫn với mục đích của 8.5.
8.6. Nếu các thiết bị đóng cắt có nhãn để chỉ ra vị trí đóng cắt thì chúng phải được ghi sao cho hướng chuyển động của cơ cấu thao tác đến các vị trí khác nhau hoặc vị trí thực của nó được chỉ ra một cách rõ ràng. Đối với các thiết bị đóng cắt có nhiều hơn một cơ cấu thao tác, nhãn phải chỉ ra hiệu quả đạt được từ thao tác đó, đối với từng cơ cấu thao tác.
Nhãn phải được ghi rõ ràng ở mặt trước của thiết bị đóng cắt khi được lắp với nắp đậy hoặc tấm đậy của thiết bị đóng cắt.
Nếu nhãn đặt trên nắp đậy hoặc tấm đậy hoặc cơ cấu thao tác có thể tháo rời được thì không cho phép lắp các chi tiết này vào vị trí có thể làm cho nhãn bị hiểu sai.
Các ký hiệu “đóng” và “cắt” không được sử dụng để chỉ vị trí đóng cắt trừ khi đồng thời chúng chỉ thị rõ ràng hướng chuyển dịch của cơ cấu thao tác.
CHÚ THÍCH 1: Các phương tiện thích hợp khác có thể sử dụng để chỉ thị vị trí đóng cắt, ví dụ chỉ thị bằng bóng đèn chỉ thị.
Một đường kẻ ngắn thể hiện vị trí “đóng” phải hướng vào tâm đối với thiết bị đóng cắt kiểu xoay, vuông góc với trục quay đối với giá đỡ thiết bị đóng cắt kiểu lật và kiểu bập bênh và thẳng đứng đối với thiết bị đóng cắt kiểu nút ấn khi lắp thẳng đứng.
Yêu cầu này không áp dụng đối với thiết bị đóng cắt kiểu dây giật và thiết bị đóng cắt thuộc mã số 6, 6/2 và 7.
CHÚ THÍCH 2: Thiết bị đóng cắt kiểu nút ấn không cần có chỉ thị như trên.
Kiểm tra sự phù hợp với các yêu cầu của các điều từ 8.1 đến 8.6 bằng cách xem xét.
8.7. Nút ấn chỉ được có màu đỏ nếu núm này dùng để cắt mạch điện cần điều khiển. Ngoài ra, nút ấn có thể dùng để đóng tiếp điểm phụ của mạch điều khiển, đèn báo, v.v...
8.8. Nếu cần phải có các biện pháp phòng ngừa đặc biệt khi lắp đặt thiết bị đóng cắt thì phải mô tả chi tiết bằng bản hướng dẫn đi kèm thiết bị đóng cắt.
Bản hướng dẫn phải được viết bằng (các) ngôn ngữ chính thống của quốc gia nơi tiêu thụ thiết bị đóng cắt.
Kiểm tra sự phù hợp với các yêu cầu của 8.7 và 8.8 bằng cách xem xét.
CHÚ THÍCH 1: Các biện pháp phòng ngừa đặc biệt có thể cần thiết ví dụ cho các thiết bị đóng cắt không kín và thiết bị đóng cắt lắp trên bảng điện.
CHÚ THÍCH 2: Để đảm bảo sau khi lắp đặt vẫn đạt được các điều kiện cần thiết để đáp ứng các yêu cầu của tiêu chuẩn này, bản hướng dẫn cần có các thông tin rõ ràng về:
- các kích thước không gian của mỗi thiết bị đóng cắt;
- các kích thước và vị trí của phương tiện đỡ và cố định thiết bị đóng cắt trong không gian đó;
- khe hở không khí nhỏ nhất giữa các phần khác nhau của thiết bị đóng cắt với các phần xung quanh nơi lắp đặt thiết bị;
- kích thước tối thiểu của lỗ thông gió, nếu cần, và sự sắp xếp hợp lý chúng;
- mô tả chi tiết của các bóng đèn cần sử dụng trong trường hợp thiết bị đóng cắt có các đèn báo thay thế được.
8.9. Nhãn phải bền và dễ đọc.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm sau.
Dùng giẻ thấm đẫm nước chà xát bằng tay lên nhãn trong 15 s và sau đó dùng giẻ thấm đẫm xăng chà xát thêm 15 s nữa.
CHÚ THÍCH 1: Các nhãn được chế tạo theo phưong pháp khắc, đúc, ép hoặc khắc chìm không phải chịu thử nghiệm này.
CHÚ THÍCH 2: Nên sử dụng xăng gồm dung môi hexan với hàm lượng chất thơm tối đa là 0,1 % theo thể tích, giá trị kauri butanol xấp xỉ 29 và điểm sôi ban đầu xấp xỉ 65 °C, điểm khô xấp xỉ 69 °C, khối lượng riêng xấp xỉ 0,68 g/cm3.
9. Kiểm tra kích thước
Các thiết bị đóng cắt và hộp phải phù hợp với tờ rời tiêu chuẩn thích hợp, nếu có.
Kiểm tra sự phù hợp bằng cách đo.
10. Bảo vệ chống điện giật
10.1. Thiết bị đóng cắt phải được thiết kế sao cho khi lắp đặt và đấu dây như trong sử dụng bình thường, không chạm đến được các phần mang điện ngay cả khi tháo rời các phần có thể tháo được mà không cần sử dụng dụng cụ.
Thiết bị đóng cắt được thiết kế để lắp với các đèn báo được cấp nguồn ở điện áp không phải điện áp cực thấp thì phải có phương tiện để ngăn tiếp xúc trực tiếp với bóng đèn.
Kiểm tra sự phù hợp bằng cách xem xét và nếu cần, bằng thử nghiệm sau:
Mẫu thử được lắp đặt như trong sử dụng bình thường và lắp với ruột dẫn có diện tích mặt cắt nhỏ nhất qui định trong Điều 12; thử nghiệm được lặp lại với ruột dẫn có diện tích mặt cắt lớn nhất qui định trong Điều 12.
Đầu dò thử nghiệm tiêu chuẩn được thể hiện trên Hình 1 của TCVN 4255 (IEC 60529) được đặt vào mọi vị trí có thể, dùng một bộ chỉ thị điện có điện áp từ 40 V đến 50 V để thể hiện có sự tiếp xúc với các phần có liên quan.
Các thiết bị đóng cắt có vỏ hoặc nắp đậy là vật liệu nhựa nhiệt dẻo hoặc cao su tổng hợp phải chịu thêm một thử nghiệm ở nhiệt độ môi trường là 35 °C ± 2 °C, các thiết bị đóng cắt cũng ở nhiệt độ này.
Trong thử nghiệm bổ sung này, thiết bị đóng cắt phải chịu được một lực 75 N trong 1 min được đặt vào thông qua đầu của đầu dò thử nghiệm thẳng không có khớp có cùng kích thước với đầu dò thử nghiệm tiêu chuẩn.
Đầu dò thử nghiệm này cùng với bộ chỉ thị điện như đã nói ở trên được đặt vào tất cả các vị trí mà vật liệu cách điện khi lún xuống có thể làm mất an toàn của thiết bị đóng cắt, nhưng không đặt vào màng lót hoặc chi tiết tương tự, và chỉ được đặt vào các vách đột với lực 10 N.
Trong quá trình thử nghiệm, thiết bị đóng cắt và phương tiện lắp đặt liên quan không được biến dạng đến mức đầu dò thử nghiệm không có khớp có thể chạm đến các bộ phận mang điện.
CHÚ THÍCH: Màng lót hoặc chi tiết tương tự chỉ thử nghiệm theo 13.15.1.
10.2. Nút bấm, cần thao tác, nút ấn, tay gạt và chi tiết tương tự phải là vật liệu cách điện, trừ khi các phần kim loại chạm tới được của các chi tiết này được cách ly với các phần kim loại của cơ cấu truyền động bằng cách điện kép hoặc cách điện tăng cường hoặc chúng phải được nối đất chắc chắn.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở Điều 16 và Điều 23.
CHÚ THÍCH: Yêu cầu này không áp dụng đối với các chìa khóa tháo rời được hoặc các bộ phận trung gian như dây xích hoặc thanh truyền.
10.3. Bộ phận chạm tới được của các thiết bị đóng cắt có dòng điện danh định không vượt quá 16 A phải là vật liệu cách điện trừ các bộ phận sau đây:
a) các vít loại nhỏ và các chi tiết tương tự cách ly với các phần mang điện và được dùng để cố định đế, nắp đậy hoặc tấm đậy;
b) cơ cấu tác động phù hợp với 10.2;
c) nắp đậy hoặc tấm đậy bằng kim loại phù hợp với các yêu cầu của 10.3.1 hoặc 10.3.2.
10.3.1. Các nắp đậy hoặc tấm đậy bằng kim loại phải được bảo vệ bằng cách điện bổ sung làm từ lớp lót cách điện hoặc các tấm chắn cách diện. Lớp lót cách điện hoặc tấm chắn cách điện phải được:
- cố định vào nắp đậy hoặc tấm đậy hoặc vào thân thiết bị đóng cắt, sao cho nếu tháo rời chúng thì sẽ bị hỏng;
- hoặc được thiết kế sao cho:
● không thể lắp vào được nếu không đúng vị trí;
● nếu quên không lắp chúng, thiết bị đóng cắt sẽ không làm việc hoặc thấy rõ là không hoàn chỉnh;
● không có rủi ro tiếp xúc ngẫu nhiên giữa phần mang điện với nắp đậy hoặc tấm đậy bằng kim loại, ví dụ thông qua vít cố định chúng, thậm chí ngay cả khi ruột dẫn tuột ra khỏi đầu nối;
● biện pháp phòng ngừa cần thực hiện không để chiều dài đường rò hoặc khe hở không khí nhỏ hơn giá trị qui định trong Điều 23.
Kiểm tra sự phù hợp bằng cách xem xét.
Lớp lót hoặc tấm chắn nêu trên phải chịu được các thử nghiệm ở Điều 16 và Điều 23.
CHÚ THÍCH: Lớp phủ cách điện được phun ở bên trong hoặc bên ngoài của nắp đậy hoặc tấm đậy bằng kim loại không được coi là lớp lót hoặc tấm chắn cách điện đối với mục đích của 10.3.1.
10.3.2. Việc nối đất các nắp đậy hoặc tấm đậy bằng kim loại được thực hiện khi cố định chúng và có thể được thực hiện chỉ bằng phương tiện cố định; chỗ nối phải có điện trở nhỏ.
CHÚ THÍCH: Cho phép dùng vít cố định hoặc bằng phương tiện khác.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở 11.4.
10.4. Các bộ phận kim loại thuộc cơ cấu truyền động như trục xoay hoặc chốt của loại giá đỡ hoặc loại bập bênh, nếu không được cách điện với phần mang điện thì không được nhô ra ngoài vỏ.
Tuy nhiên, đối với các thiết bị đóng cắt được thao tác bằng các phương tiện như chìa vặn có thể rút ra được hay cơ cấu tương tự thì các bộ phận kim loại của cơ cấu truyền động phải được cách điện với các phần mang điện.
Kiểm tra sự phù hợp bằng cách xem xét, nếu cần, sau khi cơ cấu tác động được tháo hoặc bị hỏng.
CHÚ THÍCH: Nếu cơ cấu tác động bị hỏng, kiểm tra sự phù hợp bằng thử nghiệm ở Điều 23.
10.5. Phần kim loại thuộc cơ cấu truyền động như trục xoay hoặc chốt của loại giá đỡ hoặc loại bập bênh phải không thể tiếp cận được khi thiết bị đóng cắt được cố định như trong sử dụng bình thường.
Ngoài ra, chúng phải được cách điện với các phần kim loại chạm tới được, kể cả khung kim loại đỡ đế của thiết bị đóng cắt kiểu lắp chìm, có khả năng được lắp đặt trong hộp kim loại và với các vít cố định đế vào giá đỡ.
Không áp dụng yêu cầu bổ sung này nếu các phần kim loại của cơ cấu truyền động được cách ly với phần mang điện sao cho chiều dài đường rò và khe hở không khí ít nhất bằng hai lần giá trị qui định trong Điều 23 hoặc được nối đất tin cậy.
Kiểm tra sự phù hợp bằng cách xem xét, nếu cần, kiểm tra bằng cách đo và bằng các thử nghiệm ở Điều 10 và Điều 16.
CHÚ THÍCH 1: Khi kiểm tra khả năng chạm tới được của các bộ phận kim loại thuộc cơ cấu truyền động của thiết bị đóng cắt không có vỏ bọc hoặc thiết bị đóng cắt kiểu trang trí, cần xem xét bảo vệ bằng cách lắp đặt thông thường thiết bị đóng cắt.
CHÚ THÍCH 2: Đối với các thiết bị đóng cắt kiểu trang trí không có vỏ bọc có một trục xoay kim loại chốt trong một tấm đế kim loại, yêu cầu bổ sung có nghĩa là chiều dài đường rò và khe hở giữa phần mang điện với trục xoay và giữa phần kim loại của cơ cấu với tấm đế phải ít nhất là gấp hai lần giá trị qui định trong Điều 23.
10.6. Các thiết bị đóng cắt thao tác bằng các phương tiện như chìa vặn tháo rời được hoặc bộ phận trung gian như dây xích, dây kéo hoặc thanh truyền, phải được thiết kế sao cho chìa vặn hoặc bộ phận trung gian chỉ có thể chạm vào các bộ phận được cách điện với phần mang điện.
Chìa vặn hoặc bộ phận trung gian phải được cách điện với phần kim loại của cơ cấu truyền động, trừ khi chiều dài đường rò và khe hở không khí giữa phần mang điện và phần kim loại của cơ cấu truyền động có giá trị ít nhất là gấp hai lần giá trị qui định trong Điều 23.
Kiểm tra sự phù hợp bằng cách xem xét, bằng các thử nghiệm ở 16.2 và nếu cần, bằng cách đo.
CHÚ THÍCH: Lớp sơn hoặc lớp men không được coi là vật liệu cách điện với mục đích của các điều từ 10.1 đến 10.6.
10.7. Các thiết bị đóng cắt kiểu dây giật, được thiết kế có dây kéo mà người sử dụng có thể lắp hoặc thay, phải được thiết kế sao cho không thể chạm vào các phần mang điện khi lắp hoặc thay dây kéo theo cách thông thường.
Kiểm tra sự phù hợp bằng cách xem xét.
11. Yêu cầu nối đất
11.1. Các phần kim loại chạm tới được nếu có thể trở nên mang điện trong trường hợp hỏng cách điện thì phải được nối đất vĩnh viễn hoặc nối đất tin cậy đến đầu nối đất.
CHÚ THÍCH 1: Yêu cầu này không áp dụng cho tấm đậy bằng kim loại đề cập trong 10.3.1.
CHÚ THÍCH 2: Đối với yêu cầu này, các vít nhỏ và chi tiết tương tự đã được cách ly với phần mang điện, dùng để cố định đế, tấm đậy hoặc nắp đậy thì không được coi là phần tiếp cận được và có thể mang điện trong trường hợp hỏng cách điện.
11.2. Các đầu nối dùng để nối đất phải là loại đầu nối có kẹp bắt ren hoặc đầu nối không bắt ren và phải phù hợp các yêu cầu cụ thể của Điều 12.
Đầu nối đất phải có cùng kích cỡ đối với các đầu nối tương ứng dùng cho dây dẫn nguồn, riêng các đầu nối đất phụ bên ngoài phải có kích cỡ thích hợp đối với ruột dẫn tối thiểu là 6 mm2.
11.3. Các thiết bị đóng cắt kiểu lắp nổi có vỏ là vật liệu cách điện, có mã IP cao hơn IPX0 và có nhiều hơn một đường cáp vào phải có đầu nối đất cố định bên trong hoặc không gian thích hợp cho đầu nối không cố định cho phép đầu nối một dây dẫn vào và một dây dẫn ra tạo thành mạch nối đất liên tục.
Điều 12 không áp dụng cho các đầu nối không cố định.
Kiểm tra sự phù hợp với các yêu cầu của 11.1 đến 11.3 bằng cách xem xét và bằng các thử nghiệm ở Điều 12. Kiểm tra sự phù hợp của yêu cầu không gian thích hợp cho đầu nối không cố định bằng cách thực hiện đầu nối thử nghiệm sử dụng kiểu đầu nối do nhà chế tạo qui định.
11.4. Dây nối giữa đầu nối đất với phần kim loại tiếp cận được cần nối phải có điện trở nhỏ.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Một bộ nguồn xoay chiều, điện áp không tải không quá 12 V và có khả năng tạo ra dòng điện bằng 1,5 lần dòng điện danh định hoặc 25 A, chọn trị số nào lớn hơn, được đặt giữa đầu nối đất và lần lượt các phần kim loại tiếp cận được.
Đo điện áp rơi giữa đầu nối đất và các phần kim loại chạm tới được rồi tính điện trở theo dòng điện và điện áp rơi trên các điểm đo.
Trong mọi trường hợp, điện trở không được vượt quá 0,05 Ω.
CHÚ THÍCH: Cần chú ý để điện trở tiếp xúc giữa đầu que đo và phần kim loại cần thủ nghiệm không ảnh hưởng đến kết quả thử nghiệm.
12. Đầu nối
12.1. Qui định chung
Thiết bị đóng cắt phải có các đầu nối kiểu kẹp bắt ren hoặc đầu nối không bắt ren.
Phương tiện để kẹp ruột dẫn vào đầu nối không được dùng để cố định bộ phận hợp thành nào khác, cho dù chúng có thể giữ chặt đầu nối hoặc chống xoay cho đầu nối.
Mọi thử nghiệm trên đầu nối, trừ thử nghiệm 12.3.11, đều phải thực hiện sau thử nghiệm ở 15.1.
Kiểm tra sự phù hợp bằng cách xem xét hoặc bằng các thử nghiệm ở 12.2 hoặc 12.3, tùy từng trường hợp.
12.2. Đầu nối có kẹp bắt ren sử dụng cho ruột dẫn bằng đồng bên ngoài
12.2.1. Thiết bị đóng cắt phải có các đầu nối cho phép nối đúng các ruột dẫn bằng đồng có diện tích mặt cắt trong Bảng 2.
Bảng 2 - Quan hệ giữa dòng điện danh định và diện tích mặt cắt có thể đấu nối của ruột dẫn bằng đồng
Dãy dòng diện danh định A | Ruột dẫn cứng (một sợi hoặc bện)3) | |
Diện tích danh nghĩa của mặt cắt mm2 | Đường kính lớn nhất của ruột dẫn mm | |
Đến và bằng 4 1) | - | - |
Lớn hơn 4 đến và bằng 6 | Từ 0,75 đến và bằng 1,5 | 1,45 |
Lớn hơn 6 đến và bằng 10 2) | Từ 1 đến và bằng 2,5 | 2,13 |
Lớn hơn 10 đến và bằng 16 2) | Từ 1,5 đến và bằng 4 | 2,72 |
Lớn hơn 16 đến và bằng 25 | Từ 2,5 đến và bằng 6 | 3,34 |
Lớn hơn 25 đến và bằng 32 | Từ 4 đến và bằng 10 | 4,34 |
Lớn hơn 32 đến và bằng 50 | Từ 6 đến và bằng 16 | 5,46 |
Lớn hơn 50 đến và bằng 63 | Từ 10 đến và bằng 25 | 6,85 |
1) Dùng cho các mục đích đặc biệt ví dụ như các ứng dụng với điện áp cực thấp, khi đó sử dụng ruột dẫn mềm (diện tích mặt cắt từ 0,5 mm2 đến và bằng 1 mm2). 2) Mỗi đầu nối nguồn của thiết bị đóng cắt, không kể mã số 3, 03 và 7, phải cho phép tra được hai ruột dẫn 2,5 mm2. Đối với thiết bị đóng cắt có điện áp danh định không quá 250 V, đầu nối phải có lỗ tròn tra được hai ruột dẫn 2,5 mm2. 3) Cho phép sử dụng ruột dẫn mềm. | ||
Không gian cho ruột dẫn ít nhất phải theo qui định trong các Hình 1, 2, 3, 4 và 5.
Kiểm tra sự phù hợp bằng cách xem xét và bằng cách lắp các ruột dẫn có diện tích mặt cắt nhỏ nhất và lớn nhất theo qui định.
Đầu nối có kẹp bắt ren phải cho phép nối được ruột dẫn mà không cần chuẩn bị đặc biệt.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH: Thuật ngữ “chuẩn bị đặc biệt” bao gồm việc hàn thiếc các sợi của ruột dẫn, sử dụng các đầu kẹp cáp, tạo ra các lỗ, v.v... nhưng không phải là nắn sửa ruột dẫn trước khi đưa vào đầu nối hoặc xoắn ruột dẫn mềm để làm chắc đầu dây.
12.2.3. Đầu nối có kẹp bắt ren phải có đủ độ bền cơ.
Vít và đai ốc dùng để kẹp ruột dẫn phải có ren hệ mét ISO hoặc ren có bước và độ bền cơ tương đương.
Vít không được làm bằng kim loại mềm hoặc dễ bị trượt như nhôm hoặc kẽm.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở 12.2.6 và 12.2.8.
CHÚ THÍCH: Các ren hệ SI, BA và UN tạm thời được coi là có bước ren và độ bền cơ tương đương với ren hệ mét ISO.
12.2.4. Đầu nối có kẹp bắt ren phải chịu được ăn mòn.
Đầu nối mà thân của nó được làm từ đồng hoặc hợp kim đồng như qui định ở 22.5 được xem là phù hợp với yêu cầu này.
12.2.5. Các đầu nối kiểu bắt ren phải được thiết kế và có kết cấu sao cho kẹp được (các) ruột dẫn mà không làm hỏng (các) ruột dẫn.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Đầu nối được lắp vào thiết bị thử nghiệm cho trên Hình 10 và lắp chặt với (các) ruột dẫn (một sợi hoặc bện) theo Bảng 2, đầu tiên thực hiện với ruột dẫn có diện tích mặt cắt nhỏ nhất, sau đó với ruột dẫn có diện tích mặt cắt lớn nhất, (các) vít kẹp hoặc (các) đai ốc được xiết chặt với mômen cho trong Bảng 3.
Bảng 3 - Mômen xiết dùng để kiểm tra độ bền cơ của đầu nối kiểu bắt ren
Đường kính danh nghĩa của ren mm | Mômen Nm | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
Đến và bằng 2,8 | 0,2 | - | 0,4 | - | 0,4 | - |
Lớn hơn 2,8 đến và bằng 3,0 | 0,25 | - | 0,5 | - | 0,5 | - |
Lớn hơn 3,0 đến và bằng 3,2 | 0,3 | - | 0,6 | - | 0,6 | - |
Lớn hơn 3,2 đến và bằng 3,6 | 0,4 | - | 0,8 | - | 0,8 | - |
Lớn hơn 3,6 đến và bằng 4,1 | 0,7 | 1,2 | 1,2 | 1,2 | 1,2 | - |
Lớn hơn 4,1 đến và bằng 4,7 | 0,8 | 1,2 | 1,8 | 1,8 | 1,8 | - |
Lớn hơn 4,7 đến và bằng 5,3 | 0,8 | 1,4 | 2,0 | 2,0 | 2,0 | - |
Lớn hơn 5,3 đến và bằng 6,0 | - | 1,8 | 2,5 | 3,0 | 3,0 | - |
Lớn hơn 6 | - | - | - | - | - | 0,8 |
CHÚ THÍCH 1: Cột 1 áp dụng cho vít không có mũ vít nếu vít đó khi xiết chặt không nhô ra khỏi lỗ, và áp dụng cho các vít khác không thể xiết chặt bằng tuốcnơvít có lưỡi rộng hơn đường kính vít. Cột 2 áp dụng cho đai ốc của các đầu nối kiểu măng sông được xiết chặt bằng tuốcnơvít. Cột 3 áp dụng cho các vít khác được xiết chặt bằng tuốcnơvít. Cột 4 áp dụng cho các đai ốc của các đầu nối kiểu măng sông ở đó đai ốc được xiết chặt không phải bằng tuốcnơvit. Cột 5 áp dụng cho vít hoặc đai ốc, không phải đai ốc dùng cho đầu nối kiểu măng sông, được xiết chặt không phải bằng tuốcnơvit. Cột 6 áp dụng cho đai ốc của thiết bị đóng cắt có lỗ cố định ở tâm. Khi vít có mũ vít sáu cạnh có khe để xiết chặt bằng tuốcnơvít và giá trị của cột 3 và 5 là khác nhau thì thử nghiệm được thực hiện hai lần, lần đầu đặt mômen qui định trong cột 5 lên mũ vít sáu cạnh và sau đó đặt mômen qui định trong cột 3 vào bằng tuốcnơvít. Nếu giá trị của cột 3 và cột 5 là như nhau thì chỉ thực hiện một thử nghiệm với tuốcnơvít. CHÚ THÍCH 2: Đối với đầu nối kiểu măng sông, đường kính danh nghĩa qui định là giá trị của đinh tán có rãnh. CHÚ THÍCH 3: Hình dạng của lưỡi tuốcnơvít thử nghiệm cần phù hợp với mũ vít cần thử nghiệm. CHÚ THÍCH 4: Vít và đai ốc cần xiết chặt nhưng không giật. CHÚ THÍCH 5: Giá trị trong Bảng 3 là các giá trị tạm thời. | ||||||
Chiều dài của ruột dẫn thử nghiệm phải lớn hơn độ cao (H) qui định trong Bảng 4 là 75 mm.
Cho đầu ruột dẫn xuyên qua một ống lót thích hợp đặt trong một tấm phẳng và ở độ cao (H) bên dưới thiết bị như cho trong Bảng 4. Ống lót được đặt trong mặt phẳng nằm ngang sao cho đường tâm của nó vẽ nên một đường tròn có đường kính là 75 mm và đồng tâm với tâm của bộ kẹp trên mặt phẳng nằm ngang; sau đó tấm phẳng được quay với tốc độ (10 ± 2) r/min.
Khoảng cách giữa miệng của bộ kẹp và mặt trên của ống lót phải bằng độ cao trong Bảng 4 với dung sai ±15 mm. Ống lót có thể được bôi trơn để tránh kẹt, vặn xoắn hoặc xoay ruột dẫn cách điện.
Một vật nặng như qui định trong Bảng 4 được treo vào một đầu ruột dẫn. Thời gian thử nghiệm xấp xỉ 15 min.
Trong quá trình thử nghiệm, ruột dẫn không được tuột khỏi bộ kẹp và không bị nứt ở xung quanh bộ kẹp hay hỏng ruột dẫn đến mức không sử dụng tiếp được.
Nếu ban đầu thử nghiệm được thực hiện với ruột dẫn cứng bện thì thử nghiệm phải được lặp lại với ruột dẫn cứng một sợi trong trường hợp có qui định trong tiêu chuẩn IEC liên quan. Trong trường hợp không có qui định ruột dẫn bện thì thử nghiệm có thể chỉ thực hiện với ruột dẫn cứng một sợi.
Bảng 4 - Giá trị thử nghiệm uốn và kéo đối với ruột dẫn đồng
Diện tích mặt cắt của ruột dẫn 1) mm2 | Đường kính trong của ống lót 2) mm | Độ cao H 3) mm | Khối lượng treo vào dây dẫn kg |
0,5 | 6,5 | 260 | 0,3 |
0,75 | 6,5 | 260 | 0,4 |
1,0 | 6,5 | 260 | 0,4 |
1,5 | 6,5 | 260 | 0,4 |
2,5 | 9,5 | 280 | 0,7 |
4,0 | 9,5 | 280 | 0,9 |
6,0 | 9,5 | 280 | 1,4 |
10,0 | 9,5 | 280 | 2,0 |
16,0 | 13,0 | 300 | 2,9 |
25,0 | 13,0 | 300 | 4,5 |
1) Kích cỡ theo AWG tương ứng với mm2 có thể tham khảo trong IEC 60999. 2) Nếu đường kính trong của ống lót không đủ lớn để tra vừa các ruột dẫn mà không bị kẹt thì có thể sử dụng ống lót có đường kính trong lớn hơn liền kề. 3) Dung sai của độ cao H là ±15 mm. | |||
12.2.6. Đầu nối có kẹp bắt ren phải được thiết kế để kẹp được ruột dẫn một cách chắc chắn giữa các bề mặt kim loại.
Kiểm tra sự phù hợp bằng cách xem xét và bằng thử nghiệm sau:
Đầu nối được lắp với ruột dẫn cứng bện có diện tích mặt cắt lớn nhất và nhỏ nhất cho trong Bảng 2, các vít của đầu nối được xiết với mômen bằng 2/3 mômen cho trong cột tương ứng của Bảng 3.
Nếu vít có mũ vít sáu cạnh có xẻ rãnh thì mômen đặt vào bằng 2/3 mômen cho trong cột 3, Bảng 3.
Sau đó, mỗi ruột dẫn phải chịu lực kéo qui định trong Bảng 5, lực đặt từ từ không giật, trong thời gian 1 min theo hướng trục của không gian dành cho ruột dẫn.
Bảng 5 - Giá trị thử nghiệm dùng cho thử nghiệm kéo
Mặt cắt của ruột dẫn phù hợp với đầu nối mm2 | Từ 0,5 đến và bằng 1 | Từ 0,75 đến và bằng 1,5 | Từ 1,5 đến và bằng 2,5 | Từ 2,5 đến và bằng 4 | Từ 4 đến và bằng 6 | Từ 6 đến và bằng 10 | Từ 10 đến và bằng 16 | Từ 16 đến và bằng 25 |
Lực kéo N | 30 | 40 | 50 | 50 | 60 | 80 | 90 | 100 |
Nếu kẹp dùng cho hai ruột dẫn thì lực kéo tương ứng được đặt lần lượt vào từng ruột dẫn.
Trong quá trình thử nghiệm, ruột dẫn phải không được dịch chuyển đến mức có thể nhận thấy được trong đầu nối.
Nếu kẹp dùng cho nhiều hơn hai ruột dẫn, thử nghiệm cần tham khảo các yêu cầu cho trong phần thích hợp của IEC60998.
Nếu ban đầu thử nghiệm được thực hiện với ruột dẫn cứng bện thì thử nghiệm phải được lặp lại với ruột dẫn cứng một sợi trong trường hợp có qui định trong tiêu chuẩn IEC liên quan. Trong trường hợp không có qui định ruột dẫn bện thì thử nghiệm có thể chỉ thực hiện với ruột dẫn cứng một sợi.
CHÚ THÍCH: Ở Thụy Điển, đầu nối cho phép nối được hai ruột dẫn phải được thử nghiệm thêm với một ruột dẫn cứng một sợi và một ruột dẫn cứng bện có diện tích mặt cắt như nhau được nối cùng một lúc.
12.2.7. Đầu nối có kẹp bắt ren phải được thiết kế và định vị sao cho không để ruột dẫn cứng một sợi hoặc một sợi của ruột dẫn bện có thể trượt ra ngoài khi vít hoặc đai ốc được xiết chặt.
Yêu cầu này không áp dụng đối với các đầu nối kiểu lỗ.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Đầu nối được lắp với ruột dẫn có diện tích mặt cắt lớn nhất qui định trong Bảng 2.
Đầu nối được kiểm tra với cả ruột dẫn một sợi và ruột dẫn bện.
Các đầu nối dùng cho mạch có hai hoặc ba ruột dẫn, khi kiểm tra sẽ phải lắp với số lượng ruột dẫn cho phép tiếp nhận.
Đầu nối được lắp với các ruột dẫn có thành phần cho trong Bảng 6.
Bảng 6 - Thành phần của ruột dẫn
Diện tích mặt cắt của ruột dẫn mm2 | Số lượng sợi dây và đường kính danh nghĩa của sợi dây mm | |
Ruột dẫn một sợi | Ruột dẫn bện | |
1 | 1 x 1,13 | 7 x 0,42 |
1,5 | 1 x 1,38 | 7 x 0,52 |
2,5 | 1 x 1,78 | 7 x 0,67 |
4 | 1 x 2,25 | 7 x 0,86 |
6 | 1 x 2,76 | 7 x 1,05 |
10 | 1 x 3,57 | 7 x 1,35 |
16 | - | 7 x 1,70 |
25 | - | 7 x 2,14 |
Trước khi đặt vào cơ cấu kẹp của đầu nối, các sợi dây của ruột dẫn cứng (một sợi hoặc bện) phải được nắn thẳng và ngoài ra các ruột dẫn cứng bện có thể xoắn để lấy lại hình dạng ban đầu.
Ruột dẫn được luồn vào cơ cấu kẹp của đầu nối một khoảng tối thiểu theo qui định. Khi không có qui định về khoảng này, luồn ruột dẫn vào cơ cấu kẹp cho đến khi nó vừa nhô ra khỏi phía bên kia của đầu nối và ở vị trí mà sợi dây dễ bị tuột ra nhất. Vít kẹp sau đó được xiết với một lực bằng 2/3 mômen cho trong cột tương ứng của Bảng 3.
Sau thử nghiệm, không có sợi dây nào của ruột dẫn được tuột ra khỏi bộ kẹp đến mức làm giảm chiều dài đường rò và khe hở không khí xuống thấp hơn các giá trị cho trong Điều 23.
12.2.8. Đầu nối có kẹp bắt ren phải được cố định hoặc đặt bên trong thiết bị đóng cắt sao cho khi vít hoặc đai ốc kẹp được xiết chặt hoặc nới lỏng thì đầu nối không được dịch chuyển khỏi vị trí cố định vào thiết bị đóng cắt.
CHÚ THÍCH 1: Yêu cầu này không hàm ý đầu nối phải được thiết kế sao cho ngăn ngừa được đầu nối bị xoay hoặc dịch chuyển, nhưng bất cứ sự dịch chuyển nào phải được giới hạn dù để ngăn ngừa sự không phù hợp với tiêu chuẩn này.
CHÚ THÍCH 2: Sử dụng họp chất gắn hoặc nhựa gắn được coi là đủ để ngăn ngừa nới lỏng đầu nối với điều kiện:
- hợp chất gắn hoặc nhựa gắn không phải chịu ứng suất trong sử dụng bình thường, và
- tác dụng của keo hoặc nhựa gắn không bị ảnh hưởng do nhiệt sinh ra ở đầu nối trong các điều kiện bất lợi nhất mà tiêu chuẩn này qui định.
Kiểm tra sự phù hợp bằng cách xem xét, bằng cách đo và bằng thử nghiệm sau:
Đặt ruột dẫn cứng một sợi bằng đồng có diện tích mặt cắt lớn nhất cho trong Bảng 2 vào đầu nối.
Xiết chặt rồi nới lỏng vít và đai ốc 5 lần bằng tuốcnơvít hoặc chìa vặn phù hợp, xiết chặt với mômen cho trong cột thích hợp của Bảng 3 hoặc trong bảng thích hợp của Hình 1 đến Hình 4, chọn giá trị nào lớn hơn.
Ruột dẫn được xê dịch sau mỗi lần vít hoặc đai ốc được nới lỏng.
Trong quá trình thử nghiệm, đầu nối không được bị nới lỏng và không được xảy ra hỏng hóc như gãy vít hay hỏng mũ vít, hỏng rãnh vít, ren, vòng đệm hoặc lỗ luồn dây làm phương hại đến sử dụng tiếp theo của đầu nối.
12.2.9. Vít hoặc đai ốc kẹp của đầu nối đất kiểu có kẹp bắt ren phải được giữ chắc chắn để chống nới lỏng ngẫu nhiên và không thể nới lỏng khi không có dụng cụ.
Kiểm tra sự phù hợp bằng thử nghiệm bằng tay.
Nhìn chung, các loại đầu nối cho trong các Hình 1, 2, 3, 4 và 5 được thiết kế để có đủ độ đàn hồi phù hợp với yêu cầu này; các loại thiết kế khác cần phải có dự phòng đặc biệt như sử dụng các chi tiết có đủ đàn hồi để không bị tháo rời ngẫu nhiên.
12.2.10. Đầu nối đất có kẹp bắt ren phải sao cho không có nguy cơ bị ăn mòn do tiếp xúc giữa các bộ phận của đầu nối với dây nối đất bằng đồng hoặc bất kỳ kim loại nào khác tiếp xúc với đầu nối.
Thân của đầu nối đất phải bằng đồng thau hoặc kim loại khác có khả năng chống ăn mòn tương đương, trừ khi thân là một phần của khung hoặc vỏ kim loại, khi đó vít hoặc đai ốc phải là đồng thau hoặc một kim loại khác có khả năng chống ăn mòn không kém.
Nếu thân của đầu nối đất là một phần của khung hoặc vỏ bằng hợp kim nhôm thì phải thực hiện các biện pháp phòng ngừa để tránh nguy cơ ăn mòn do tiếp xúc giữa đồng và nhôm hoặc hợp kim của chúng.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH: Vít hoặc đai ốc bằng thép chịu được thử nghiệm ăn mòn thì được coi như tương đương với đồng thau trong việc chống ăn mòn.
12.2.11. Đối với đầu nối kiểu trụ, khoảng cách giữa vít kẹp và đầu ruột dẫn khi luồn vào hoàn toàn, ít nhất phải như qui định trong Hình 1.
CHÚ THÍCH: Khoảng cách nhỏ nhất giữa vít kẹp và đầu của ruột dẫn chỉ áp dụng đối với đầu nối kiểu trụ trong đó ruột dẫn không thể luồn xuyên qua.
Đối với đầu nối măng sông, khoảng cách giữa phần cố định và đầu của ruột dẫn khi luồn vào hoàn toàn, ít nhất phải theo qui định trong Hình 5.
Kiểm tra sự phù hợp bằng cách đo, sau khi ruột dẫn một sợi có diện tích mặt cắt lớn nhất như qui định, với dòng điện danh định tương ứng trong Bảng 2, đã được luồn và kẹp hoàn toàn.
12.2.12. Chỉ sử dụng đầu nối kiểu lỗ đối với các thiết bị đóng cắt có dòng điện danh định là 40 A hoặc lớn hơn; nếu sử dụng các đầu nối này, chúng phải có các đệm lò xo hoặc phương tiện giữ hiệu quả tương đương.
Kiểm tra sự phù hợp bằng cách xem xét.
12.3. Đầu nối không bắt ren sử dụng với ruột dẫn bằng đồng bên ngoài
12.3.1. Đầu nối không bắt ren có thể thuộc loại chỉ phù hợp với ruột dẫn cứng bằng đồng hoặc thuộc loại phù hợp với cả ruột dẫn đồng cứng và mềm.
Với loại thứ hai, thử nghiệm được tiến hành trên ruột dẫn cứng trước, sau đó lặp lại với ruột dẫn mềm.
CHÚ THÍCH: Điều này không áp dụng đối với các thiết bị đóng cắt có:
- đầu nối không bắt ren yêu cầu cơ cấu riêng cố định ruột dẫn trước khi kẹp chúng trong đầu nối không bắt ren, ví dụ ruột dẫn dạng phẳng cắm vào;
- đầu nối không bắt ren yêu cầu xoắn ruột dẫn lại, ví dụ mối nối xoắn;
- đầu nối không bắt ren tạo nên tiếp xúc trực tiếp với ruột dẫn bằng cạnh hoặc đầu nhọn xuyên qua cách điện.
12.3.2. Đầu nối không bắt ren phải có các bộ kẹp có thể nối chắc chắn các ruột dẫn cứng hoặc cả ruột dẫn cứng và ruột dẫn mềm bằng đồng có diện tích mặt cắt danh nghĩa cho trong Bảng 7.
Bảng 7 - Quan hệ giữa dòng điện danh định và diện tích mặt cắt có thể đấu nối của ruột dẫn bằng đồng đùng cho các đầu nối không bắt ren
Dòng diện danh định A | Ruột dẫn | ||
Diện tích mặt cắt danh nghĩa mm2 | Đường kính lớn nhất của ruột dẫn cứng mm | Đường kính lớn nhất của ruột dẫn mềm mm | |
4 | 0,75 đến 1 | 1,19 | - |
6 | 1 đến 1,5 | 1,45 | 1,73 |
10 đến và bằng 16 1) | 1,5 đến 2,5 | 2,13 | 2,21 |
1) Mỗi đầu nối nguồn của thiết bị đóng cắt không kể mã số 3, 03 và 7 phải cho phép nối được hai ruột dẫn 2,5 mm2. Trong trường hợp đó, phải sử dụng đầu nối có cơ cấu kẹp độc lập cho từng ruột dẫn. | |||
Kiểm tra sự phù hợp bằng cách xem xét và bằng cách lắp với các ruột dẫn có diện tích mặt cắt nhỏ nhất và lớn nhất theo qui định.
12.3.3. Đầu nối không bắt ren phải cho phép nối ruột dẫn mà không cần chuẩn bị đặc biệt.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH: Thuật ngữ “chuẩn bị đặc biệt” bao gồm việc hàn các sợi của ruột dẫn, sử dụng với các đầu cốt, v.v... không bao gồm việc nắn sửa lại ruột dẫn trước khi đấu nối hoặc xoắn lại ruột dẫn mềm để làm chắc đầu dây.
12.3.4. Phần của đầu nối không bắt ren chủ yếu để dẫn dòng điện phải được làm từ vật liệu qui định trong 22.5.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các phân tích hóa học.
CHÚ THÍCH: Lò xo, chi tiết đàn hồi, tấm kẹp và các chi tiết tương tự không được xem là bộ phận chủ yếu dùng để dẫn dòng điện.
12.3.5. Đầu nối không bắt ren phải được thiết kế sao cho chúng kẹp được ruột dẫn qui định với lực ép tiếp điểm cần thiết mà không làm hỏng quá mức ruột dẫn.
Ruột dẫn phải được kẹp giữa các bề mặt kim loại.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở 12.3.10.
12.3.6. Cách đấu nối và tháo ruột dẫn phải rõ ràng.
Việc tháo ruột dẫn phải được thực hiện bằng tay, có hoặc không có sự trợ giúp của dụng cụ, không phải là thao tác kéo ruột dẫn.
Không để có nhầm lẫn giữa lối dành cho dụng cụ trợ giúp việc nối hoặc tháo ruột dẫn với lối để luồn ruột dẫn.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở 12.3.10.
12.3.7. Các đầu nối không bắt ren dùng để nối hai hay nhiều ruột dẫn phải được thiết kế sao cho:
- trong quá trình luồn, thao tác phương tiện để kẹp một trong các ruột dẫn phải độc lập với thao tác của phương tiện kẹp (các) ruột dẫn khác;
- trong quá trình tháo, các ruột dẫn có thể được tháo đồng thời hoặc riêng lẻ;
- mỗi ruột dẫn phải được đưa vào một bộ kẹp riêng (không nhất thiết là từng lỗ riêng rẽ).
Phải có khả năng kẹp chắc chắn số lượng ruột dẫn bất kỳ đến số lượng lớn nhất theo thiết kế.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm với các ruột dẫn thích hợp.
12.3.8. Đầu nối không bắt ren phải được thiết kế để tra được ruột dẫn vào dễ dàng vừa đủ và không quá sâu.
CHÚ THÍCH: Đối với yêu cầu này, có thể ghi các ký hiệu thích hợp biểu thị chiều dài của cách điện cần được cắt bỏ trước khi luồn ruột dẫn vào đầu nối không bắt ren, ký hiệu này có thể ghi trên thiết bị đóng cắt hoặc trong tờ chỉ dẫn đi kèm thiết bị đóng cắt.
Các đầu nối không bắt ren của thiết bị đóng cắt phải được thiết kế sao cho ngăn ngừa việc luồn quá sâu ruột dẫn bằng cữ chặn nếu việc luồn quá sâu này dẫn đến làm giảm chiều dài đường rò và/hoặc khe hở không khí yêu cầu trong Bảng 20 hoặc ảnh hưởng đến cơ cấu truyền động của thiết bị đóng cắt.
Kiểm tra sự phù hợp bằng cách xem xét và bằng thử nghiệm ở 12.3.10.
12.3.9. Đầu nối không bắt ren phải được cố định chắc chắn vào thiết bị đóng cắt.
Đầu nối không được bị nới lỏng khi nối hoặc tháo ruột dẫn trong quá trình lắp đặt.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm ở 12.3.10.
Việc phù hợp chất gắn mà không sử dụng một phương tiện giữ khác là không đủ. Tuy nhiên, có thể dùng nhựa tự cứng để cố định các đầu nối mà trong sử dụng bình thường không phải chịu ứng suất cơ
12.3.10. Đầu nối không bắt ren phải chịu được các ứng suất cơ học xuất hiện trong sử dụng bình thường.
Kiểm tra sự phù hợp bằng các thử nghiệm sau, được thực hiện trên các ruột dẫn trần với một đầu nối không bắt ren của mỗi mẫu thử, sử dụng mẫu còn mới cho mỗi thử nghiệm.
Thử nghiệm được tiến hành trên ruột dẫn đồng một sợi, trước tiên được thực hiện với ruột dẫn có diện tích mặt cắt lớn nhất, sau đó thực hiện với ruột dẫn có mặt cắt nhỏ nhất qui định trong 12.3.2.
Ruột dẫn được nối vào và tháo ra năm lần, mỗi lần tiến hành trên một ruột dẫn mới, trừ lần thứ năm, khi đó ruột dẫn dùng để nối lần thứ tư được kẹp cùng một chỗ. Với mỗi lần nối, ruột dẫn phải được ấn càng sâu càng tốt vào đầu nối hoặc được luồn vào sao cho rõ ràng là đủ.
Sau mỗi lần nối, ruột dẫn phải chịu lực kéo 30 N; lực được đặt từ từ không giật trong 1 min theo phương dọc trục của không gian chứa ruột dẫn.
Trong quá trình kéo, ruột dẫn không được tuột ra khỏi đầu nối không bắt ren.
Thử nghiệm được lặp lại trên ruột dẫn đồng cứng bện có diện tích mặt cắt lớn nhất và nhỏ nhất qui định trong 12.3.2; tuy nhiên, các ruột dẫn này chỉ nối vào và tháo ra một lần.
Đầu nối không bắt ren dùng cho cả ruột dẫn cứng và mềm phải được thử nghiệm với ruột dẫn mềm với năm lần lắp vào và tháo ra.
Mỗi ruột dẫn của đầu nối không bắt ren phải chịu được trong 15 min chuyển động quay tròn với tốc độ 10 r/min ± 2 r/min sử dụng thiết bị cho trên Hình 10. Ruột dẫn phải chịu lực kéo có giá trị cho trong Bảng 4.
Trong quá trình thử nghiệm, ruột dẫn không được dịch chuyển ở mức nhận thấy được trong bộ kẹp.
Sau các thử nghiệm này, không một đầu nối hay cơ cấu kẹp nào bị nới lỏng và ruột dẫn phải không có biểu hiện biến dạng ảnh hưởng đến quá trình sử dụng tiếp theo.
12.3.11. Đầu nối không bắt ren phải chịu được ứng suất điện và nhiệt xuất hiện trong sử dụng bình thường.
Kiểm tra sự phù hợp bằng các thử nghiệm a) và b) tiến hành trên năm đầu nối không bắt ren mà chúng chưa được dùng cho bất kỳ thử nghiệm nào khác.
Cả hai thử nghiệm đều thực hiện trên ruột dẫn đồng mới.
a) Cho đầu nối không bắt ren chịu tải trong 1 h với dòng điện xoay chiều như qui định trong Bảng 8 và nối với 1 m ruột dẫn cứng một sợi có diện tích mặt cắt như qui định trong Bảng 8.
Thử nghiệm được tiến hành trên từng bộ kẹp.
Bảng 8 - Dòng điện thử nghiệm để kiểm tra ứng suất điện và nhiệt xuất hiện trong sử dụng bình thường của đầu nối không bắt ren
Dòng điện danh định A | Dòng điện thử nghiệm A | Diện tích mặt cắt của ruột dẫn mm2 |
4 | 9 | 0,75 |
6 | 13,5 | 1 |
10 | 17,5 | 1,5 |
16 | 22 | 2,5 |
CHÚ THÍCH: Đối với các thiết bị đóng cắt có dòng điện danh định khác với giá trị ưu tiên thì dòng điện thử nghiệm sẽ được xác định bằng cách nội suy giữa giá trị cao và giá trị thấp của dòng điện ưu tiên sát nó và diện tích mặt cắt của ruột dẫn sẽ chọn tương đương với diện tích mặt cắt dùng cho dòng điện ưu tiên giá trị cao hơn sát nó. | ||
Trong quá trình thử nghiệm, dòng điện không được chạy qua thiết bị đóng cắt mà chỉ chạy qua đầu nối.
Ngay sau giai đoạn này, đo điện áp rơi trên từng đầu nối không bắt ren có dòng điện danh định chạy qua.
Trong mọi trường hợp, điện áp rơi không được vượt quá 15 mV.
Phép đo được tiến hành trên từng đầu nối không bắt ren và ở càng sát chỗ tiếp xúc càng tốt.
Trong trường hợp thiết bị đóng cắt hai ngả, nếu mối nối phía sau đầu nối không tiếp cận được thì điểm nối thứ hai có thể được dùng cho dây dẫn trở về; trường hợp thiết bị đóng cắt một ngả, nhà chế tạo phải chuẩn bị mẫu thích hợp; phải thận trọng để không làm ảnh hưởng tới đặc tính của đầu nối.
Phải cẩn thận để trong suốt giai đoạn thử nghiệm kể cả trong các phép đo, ruột dẫn và phương tiện đo không được xê dịch đáng kể.
b) Đầu nối không bắt ren đã qua bước đo điện áp rơi qui định trong thử nghiệm a) phải được thử tiếp như sau:
Trong quá trình thử nghiệm, cho dòng điện bằng giá trị dòng điện thử nghiệm trong Bảng 8 chạy qua.
Toàn bộ bố trí thử nghiệm gồm cả ruột dẫn không được xê dịch cho đến khi đo xong điện áp rơi.
Đầu nối phải chịu 192 chu kỳ nhiệt độ, mỗi chu kỳ xấp xỉ 1 h và tiến hành như sau:
- cho dòng điện chạy qua trong thời gian xấp xỉ 30 min;
- sau đó ngắt dòng điện trong thời gian xấp xỉ 30 min.
Điện áp rơi trên mỗi đầu nối không bắt ren được đo như mô tả ở thử nghiệm a) sau mỗi 24 chu kỳ nhiệt độ và sau khi kết thúc 192 chu kỳ nhiệt độ.
Trong mọi trường hợp, điện áp rơi không được vượt quá 22,5 mV hoặc hai lần giá trị đo được sau chu kỳ thứ 24, lấy giá trị nào nhỏ hơn.
Sau thử nghiệm này, bằng cách xem xét và bằng mắt thường hoặc có kính điều chỉnh thị lực nhưng không phóng đại, mẫu không được có các thay đổi ảnh hưởng đến việc sử dụng tiếp theo như nứt, biến dạng hoặc tương tự.
Ngoài ra, các thử nghiệm độ bền cơ theo qui định của 12.3.10 cần phải lặp lại và tất cả các mẫu thử phải chịu được thử nghiệm này.
12.3.12. Đầu nối không bắt ren phải được thiết kế sao cho ruột dẫn cứng một sợi khi đấu nối vẫn được kẹp, ngay cả khi nó bị làm lệch trong quá trình lắp đặt bình thường, ví dụ khi lắp trong hộp và ứng suất làm lệch được truyền đến bộ kẹp.
Kiểm tra sự phù hợp bằng thử nghiệm sau được thực hiện trên 3 mẫu thiết bị đóng cắt chưa sử dụng cho bất kỳ thử nghiệm nào.
Trang bị thử nghiệm và nguyên lý làm việc được thể hiện trên Hình 11 a phải có kết cấu sao cho:
- ruột dẫn qui định được luồn hoàn toàn vào đầu nối và được làm lệch theo hướng bất kỳ trong 12 hướng, mỗi hướng lệch nhau 30° với dung sai cho mỗi hướng là ± 5°, và
- điểm bắt đầu có thể lệch 10° và 20° khỏi điểm gốc.
CHÚ THÍCH 1: Không cần qui định điểm chuẩn.
Phải thực hiện việc làm lệch ruột dẫn khỏi vị trí thẳng đến vị trí thử bằng một thiết bị thích hợp bằng cách đặt một lực qui định lên ruột dẫn tại khoảng cách nhất định tính từ đầu nối.
Thiết bị làm lệch phải được thiết kế sao cho:
- lực được đặt theo phương vuông góc với ruột dẫn chưa bị làm lệch;
- đạt được độ lệch mà không iàm xoay hoặc dịch chuyển ruột dẫn trong bộ kẹp; và
- lực vẫn được đặt vào trong khi đo điện áp rơi.
Phải dự tính sao cho có thể đo được điện áp rơi trên bộ kẹp thử nghiệm khi ruột dẫn vẫn được nối, như ví dụ thể hiện trên Hình 11b.
Mẫu thử được lắp trên phần cố định của thiết bị thử nghiệm sao cho ruột dẫn qui định luồn vào bộ kẹp cần thử nghiệm có thể được làm lệch một cách tùy ý.
Để tránh ôxy hóa, cách điện của sợi dây chỉ được loại bỏ ngay trước khi thử nghiệm.
CHÚ THÍCH 2: Nếu cần, ruột dẫn đã luồn vào có thể được uốn cố định quanh các vật cản sao cho không ảnh hưởng đến kết quả thử nghiệm.
CHÚ THÍCH 3: Trong một vài trường hợp, có thể nên dũa bỏ các phần của mẫu thử, ngoại trừ phần dẫn hướng của ruột dẫn, ngăn không cho ruột dẫn được làm lệch ứng với lực đặt vào.
Bộ kẹp được lắp như trong sử dụng bình thường với ruột dẫn đồng cứng một sợi có mặt cắt nhỏ nhất qui định trong Bảng 8 và chịu qui trình thử đầu tiên; bộ kẹp này sẽ phải chịu qui trinh thử thứ hai với ruột dẫn có mặt cắt lớn nhất, trừ khi qui trình thử đầu tiên không đạt.
Lực làm lệch ruột dẫn được qui định trong Bảng 10, khoảng cách 100 mm được đo từ mép đầu nối, bao gồm cả phần dẫn hướng ruột dẫn (nếu có) đến điểm đặt lực tác dụng lên ruột dẫn.
Thử nghiệm được thực hiện với dòng điện chạy qua liên tục (tức là không đóng và cắt dòng điện trong quá trình thử nghiệm); sử dụng nguồn điện thích hợp và lắp một điện trở phù hợp trong mạch sao cho dòng điện chỉ biến động trong phạm vi ±5 % trong suốt thời gian thử nghiệm.
Bảng 9 - Diện tích mặt cắt của ruột dẫn đồng cứng dùng cho thử nghiệm làm lệch của đầu nối không bắt ren
Dòng điện danh định của thiết bị đóng cắt A | Diện tích mặt cắt của ruột dẫn thử nghiệm mm2 | |
Qui trình thử nghiệm thứ nhất | Qui trình thử nghiệm thứ hai | |
≤ 6 | 1,0 1) | 1,5 |
Lớn hơn 6 đến và bằng 16 | 1,5 | 2,5 |
1) Chỉ đối với các nước cho phép sử dụng ruột dẫn 0,1 mm2 trong hệ thống lắp đặt cố định. | ||
Bảng 10 - Lực thử nghiệm làm lệch
Diện tích mặt cắt của ruột dẫn thử nghiệm mm2 | Lực làm lệch ruột dẫn thử nghiệm 1) |
1,0 | 0,25 |
1,5 | 0,5 |
2,5 | 1 |
1) Lực được chọn để ứng suất tạo ra trên ruột dẫn gần với giới hạn đàn hồi. | |
Cho dòng điện thử nghiệm bằng dòng điện danh định của thiết bị đóng cắt chạy qua cơ cấu kẹp cần thử nghiệm. Đặt lực có trị số cho trong Bảng 10 lên ruột dẫn thử nghiệm đã luồn trong bộ kẹp cần thử nghiệm theo một trong 12 hướng cho trên Hình 11a và đo điện áp rơi trên bộ kẹp này. Sau đó thôi đặt lực.
Lần lượt đặt lực để thử cho 11 hướng còn lại theo Hình 11a theo qui trình thử nghiệm tương tự.
Nếu một trong 12 hướng thử nghiệm có điện áp rơi đo được lớn hơn 25 mV thì phải duy trì lực trên hướng này cho đến khi điện áp rơi giảm đến giá trị nhỏ hơn 25 mV nhưng trong thời gian không quá 1 min. Sau khi điện áp rơi đã đạt được giá trị nhỏ hơn 25 mV, duy trì lực thêm 30 s nữa, trong thời gian này điện áp rơi không được tăng lên.
Hai mẫu thiết bị đóng cắt khác trong bộ mẫu được thử nghiệm theo qui trình thử nghiệm tương tự, nhưng dịch chuyển 12 hướng của lực để lệch đi xấp xỉ 10° đối với mỗi mẫu thử. Nếu một mẫu thử không đạt tại một hướng đặt lực thì thử nghiệm phải được lặp lại trên một bộ mẫu khác, tất cả phải phù hợp các thử nghiệm lặp lại.
13. Yêu cầu về kết cấu
13.1. Các lớp lót cách điện, tấm chắn cách điện hoặc chi tiết tương tự phải có đủ độ bền cơ và đủ độ tin cậy.
Kiểm tra sự phù hợp bằng cách xem xét sau thử nghiệm ở Điều 20.
13.2. Các thiết bị đóng cắt phải có kết cấu để cho phép:
- dễ dàng đưa vào và đấu nối ruột dẫn trong đầu nối;
- định vị ruột dẫn đúng vị trí;
- dễ dàng cố định thiết bị đóng cắt vào tường hoặc trong hộp;
- đủ không gian giữa mặt dưới của đế và bề mặt lắp đế hoặc giữa mặt bên của đế và vỏ bao quanh (nắp hoặc hộp) sao cho sau khi lắp đặt thiết bị đóng cắt, cách điện của ruột dẫn không ép vào phần mang điện có cực tính khác hoặc không ép vào phần chuyển động của cơ cấu truyền động như trục quay của thiết bị đóng cắt kiểu xoay.
Thiết bị đóng cắt kiểu lắp nổi phải có kết cấu sao cho phương tiện cố định không làm hỏng cách điện của cáp trong quá trình lắp đặt.
CHÚ THÍCH 1: Yêu cầu này không hàm ý rằng phần kim loại của đầu nối nhất thiết phải được bảo vệ bằng tấm chắn cách điện hoặc gờ cách điện để không tiếp xúc với cách điện của ruột dẫn do lắp đặt không đúng phần kim loại của đầu nối.
CHÚ THÍCH 2: Đối với thiết bị đóng cắt kiểu lắp nổi được lắp đặt trên một tấm lắp đặt, rãnh đặt dây có thể cần phù hợp yêu cầu này.
Ngoài ra, các thiết bị đóng cắt thuộc thiết kế A phải cho phép cố định và tháo rời nắp đậy hoặc tấm đậy một cách dễ dàng mà không cần tháo ruột dẫn.
Kiểm tra sự phù hợp bằng cách xem xét và bằng thử nghiệm lắp đặt sử dụng ruột dẫn có diện tích mặt cắt lớn nhất qui định tương ứng với dãy dòng điện danh định cho trong Bảng 2.
13.3. Nắp đậy, tấm đậy và cơ cấu tác động hoặc các bộ phận của chúng được thiết kế để bảo vệ chống điện giật phải được giữ đúng vị trí ở hai hoặc nhiều điểm bằng cơ cấu cố định hiệu quả.
Nắp đậy, tấm đậy và cơ cấu tác động hoặc các bộ phận của chúng cũng có thể được cố định bằng một cơ cấu cố định, ví dụ như vít, với điều kiện có sự hỗ trợ của phương tiện khác (ví dụ như gờ).
CHÚ THÍCH 1: Các chi tiết cố định nắp đậy, tấm đậy hoặc cơ cấu tác động cần được giữ để không bị rơi. Các vòng đệm bằng cactông mút chặt được coi là phương pháp đủ để giữ vít không bị rơi ra ngoài.
CHÚ THÍCH 2: Các phần kim loại không nối đất được cách ly với phần mang điện sao cho chiều dài đường rò và khe hở không khí có giá trị qui định trong Bảng 20 và được coi là không tiếp cận được nếu các yêu cầu của 13.3 được đáp ứng.
Trong trường hợp các chi tiết cố định nắp đậy, tấm đậy hoặc cơ cấu tác động của thiết bị đóng cắt theo thiết kế A cũng dùng để cố định đế, thì phải có phương tiện để cố định đế đúng vị trí, kể cả khi đã tháo rời nắp đậy, tấm đậy hoặc cơ cấu tác động.
Kiểm tra sự phù hợp theo 13.3.1, 13.3.2 hoặc 13.3.3.
13.3.1. Đối với nắp đậy, tấm đậy hoặc cơ cấu tác động được cố định bằng vít:
Chỉ kiểm tra bằng cách xem xét.
13.3.2. Đối với nắp đậy, tấm đậy hoặc cơ cấu tác động mà việc cố định không phụ thuộc vào vít và được tháo ra bằng cách tác dụng lực theo hướng vuông góc với bề mặt đỡ/lắp đặt (xem Bảng 11).
- khi tháo rời, có thể dùng đầu dò thử nghiệm tiêu chuẩn chạm tới phần mang điện: kiểm tra bằng thử nghiệm ở 20.4;
- khi tháo rời, có thể dùng đầu dò thử nghiệm tiêu chuẩn chạm tới các phần kim loại không nối đất được cách ly với phần mang điện theo cách để chiều dài đường rò và khe hở không khí đạt được các giá trị ghi trong Bảng 20: kiểm tra bằng thử nghiệm ở 20.5;
- khi tháo rời, dùng đầu dò thử nghiệm tiêu chuẩn chỉ có thể chạm tới:
● phần cách điện, hoặc
● phần kim loại nối đất, hoặc
● phần kim loại được cách ly với phần mang điện theo cách để chiều dài đường rò và khe hở không khí đạt gấp đôi các giá trị cho trong Bảng 20, hoặc
● phần mang điện của mạch SELV có điện áp không lớn hơn 25 V xoay chiều:
kiểm tra bằng thử nghiệm ở 20.6.
Bảng 11 - Lực cần đặt lên nắp đậy, tấm đậy hoặc cơ cấu tác động có cơ cấu cố định không phụ thuộc vào vít
Sau khi tháo nắp đậy, tấm đậy hoặc các phần của chúng, có thể dùng đầu dò thử nghiệm tiếp cận được | Thử nghiệm theo | Lực tác dụng, N | |||
Thiết bị đóng cắt phù hợp với 20.7 và 20.8 | Thiết bị đóng cắt không phù hợp với 20.7 và 20.8 | ||||
Không được rời ra | Phải rời ra | Không được rời ra | Phải rời ra | ||
Đến phần mang điện | 20.4 | 40 | 120 | 80 | 120 |
Đến phần kim loại không nối đất cách ly với phần mang điện bằng chiều dài đường rò theo Bảng 20 | 20.5 | 10 | 120 | 20 | 120 |
Đến phần cách điện, phần kim loại nối đất, phần mang điện của SELV ≤ 25 V xoay chiều hoặc phần kim loại được cách ly với phần mang diện bởi chiều dài đường rò và khe hở không khí gấp đôi các giá trị theo Bảng 20 | 20.6 | 10 | 120 | 10 | 120 |
13.3.3. Đối với nắp đậy, tấm đậy hoặc cơ cấu tác động mà việc cố định không phụ thuộc vào vít và việc tháo rời chúng phải dùng dụng cụ, theo hướng dẫn của nhà chế tạo cho trong bản hướng dẫn hoặc catalô:
Kiểm tra sự phù hợp bằng các thử nghiệm ở 13.3.2. Ngoài ra nắp đậy, tấm đậy hoặc cơ cấu tác động không được rời ra khi đặt một lực không vượt quá 120 N theo phương vuông góc với bề mặt đỡ/lắp đặt.
13.4. Các thiết bị đóng cắt phải có kết cấu sao cho khi cố định và đấu dây như trong sử dụng bình thường thì không còn lỗ hở trên vỏ bọc theo mã IP của chúng.
Kiểm tra sự phù hợp bằng cách xem xét và bằng thử nghiệm lắp đặt với ruột dẫn mềm có diện tích mặt cắt nhỏ nhất qui định trong Bảng 2.
CHÚ THÍCH: Lỗ thoát nước, khe hở nhỏ giữa hộp và ống cách điện hoặc cáp hoặc giữa vỏ và phương tiện thao tác được bỏ qua.
13.5. Tay cầm của thiết bị đóng cắt kiểu xoay sẽ phải đảm bảo gắn chắc chắn vào trục hoặc bộ phận thao tác của cơ cấu truyền động.
Kiểm tra sự phù hợp bằng thử nghiệm sau.
Tay cầm phải chịu được một lực kéo dọc trục là 100 N trong thời gian 1 min.
Sau đó, tay cầm của thiết bị đóng cắt loại chỉ xoay được theo một chiều phải xoay được một cách nhẹ nhàng 100 lần theo chiều ngược lại.
Trong quá trình thử nghiệm, tay cầm không được rời ra.
13.6. Vít hoặc các phương tiện khác dùng để lắp đặt thiết bị đóng cắt lên bề mặt, trong hộp hoặc trong vỏ bọc phải dễ dàng tiếp xúc được từ phía trước. Các phương tiện này không được sử dụng cho bất kỳ mục đích cố định nào khác.
13.7. Tổ hợp nhiều thiết bị đóng cắt hoặc tổ hợp giữa thiết bị đóng cắt và ổ cắm có đế riêng biệt phải được thiết kế để đảm bảo vị trí đúng của mỗi đế trong vỏ của nó. Việc cố định của mỗi đế phải độc lập với việc cố định của tổ hợp vào bề mặt lắp đặt.
Kiểm tra sự phù hợp với các yêu cầu của 13.6 và 13.7 bằng cách xem xét.
13.8. Các phụ kiện kết hợp với thiết bị đóng cắt phải phù hợp với tiêu chuẩn của chúng, nếu có, trừ khi có tiêu chuẩn cho cả tổ hợp.
13.9. Các thiết bị đóng cắt kiểu lắp nổi có mã IP cao hơn IP20 phải phù hợp với phân loại mã IP của chúng khi được lắp với ống hoặc cáp có bọc như trong sử dụng bình thường.
Thiết bị đóng cắt kiểu lắp nổi có cấp bảo vệ IPX4 hoặc IPX5 phải có lỗ thoát nước để hở.
Nếu thiết bị đóng cắt có lỗ thoát nước, thì lỗ này phải có đường kính không nhỏ hơn 5 mm, hoặc diện tích không nhỏ hơn 20 mm2 với chiều rộng và chiều dài không nhỏ hơn 3 mm.
Nếu thiết bị đóng cắt chỉ có thể lắp đặt ở một vị trí nào đó thì lỗ thoát nước phải có tác dụng ở vị trí đó. Nói cách khác là lỗ thoát nước phải có tác dụng ít nhất ở hai vị trí của thiết bị đóng cắt khi nó được lắp đặt trên một bức tường theo phương thẳng đứng, một lỗ cho dây dẫn đi vào từ phía trên và lỗ kia khi dây dẫn đi vào từ phía dưới.
Lò xo nắp, nếu có, phải là kim loại chống ăn mòn như hợp kim đồng hoặc thép không gỉ.
Kiểm tra sự phù hợp bằng cách xem xét, bằng phép đo và bằng các thử nghiệm liên quan của 15.2.
CHÚ THÍCH: Lỗ thoát nước ở phía sau vỏ bọc được coi là có tác dụng chỉ khi thiết kế vỏ bọc đảm bảo có khe hở không khí cách tường ít nhất 5 mm hoặc tạo ra máng thoát nước ít nhất có kích cỡ theo qui định.
13.10. Các thiết bị đóng cắt được lắp đặt trong hộp phải được thiết kế sao cho có thể chuẩn bị các đầu của ruột dẫn sau khi đã lắp hộp vào vị trí nhưng trước khi thiết bị đóng cắt được lắp vào hộp.
Ngoài ra, đế phải có đủ độ cứng vững khi lắp vào hộp.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm lắp đặt với ruột dẫn có mặt cắt lớn nhất qui định tương ứng với dòng điện cho trong Bảng 2.
13.11. Các thiết bị đóng cắt kiểu lắp nổi có mã IP cao hơn IPX0, thuộc mã số 1, 5 và 6, vỏ bọc phải có nhiều hơn một lỗ đi dây để duy trì sự liền mạch của ruột dẫn mang dòng thứ hai với một đầu nối bổ sung được cố định phù hợp với yêu cầu của Điều 12 hoặc đủ chỗ cho đầu nối không cố định.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm tương ứng của Điều 12.
13.12. Lỗ đầu vào phải đảm bảo đưa được ống cách điện hoặc vỏ bọc cáp vào để đạt được bảo vệ hoàn toàn về cơ.
Thiết bị đóng cắt kiểu lắp nổi phải có kết cấu sao cho ống cách điện hoặc vỏ bảo vệ có thể luồn vào trong vỏ bọc ít nhất 1 mm.
Trong các thiết bị đóng cắt kiểu lắp nổi, các lỗ dùng để lắp ống cách điện hoặc nếu có nhiều hơn một lỗ thì ít nhất hai trong số lỗ phải có khả năng chấp nhận cỡ ống 16, 20, 25 hoặc 32 hoặc kết hợp ít nhất hai cỡ bất kỳ trong số các cỡ này, không loại trừ hai ống thuộc cùng một cỡ.
Kiểm tra sự phù hợp bằng cách xem xét trong khi thử nghiệm ở 13.10 và bằng cách đo.
Trong thiết bị đóng cắt kiểu lắp nổi, lỗ để lắp cáp phải chứa được các cáp có đường kính theo Bảng 12 hoặc theo qui định của nhà chế tạo.
CHÚ THÍCH: Có thể đạt được kích cỡ phù hợp của lỗ đi dây bằng cách sử dụng vách đột hoặc các chi tiết chèn vào thích hợp.
Bảng 12 - Giới hạn đường kính bên ngoài đối với các thiết bị đóng cắt kiểu lắp nổi
Dòng điện danh định A | Mặt cắt của ruột dẫn mm2 | Số lượng ruột dẫn | Giới hạn đường kính ngoài của cáp | |
Nhỏ nhất, mm | Lớn nhất, mm | |||
6 | 1,5 | 2 | 7,6 | 11,5 |
3 | 12,5 | |||
4 | 13,5 | |||
5 | 15 | |||
10 | 1,5 đến và bằng 2,5 | 2 | 7,6 | 13,5 |
3 | 14,5 | |||
4 | 15,5 | |||
5 | 17 | |||
16 | 1,5 đến và bằng 4 | 2 | 7,6 | 15 |
3 | 16 | |||
4 | 18 | |||
5 | 19,5 | |||
20 25 | 2,5 đến và bằng 6 | 2 | 8,6 | 18,5 |
3 | 20 | |||
4 | 22 | |||
5 | 24,5 | |||
32 | 4 đến và bằng 10 | 2 | 9,6 | 24 |
3 | 25,5 | |||
4 | 28 | |||
5 | 30,5 | |||
40 | 6 đến và bằng 16 | 2 | 10,5 | 27,5 |
3 | 29,5 | |||
4 | 32 | |||
5 | 35,5 | |||
45 50 63 | 10 đến và bằng 25 | 2 | 13 | 31,5 |
3 | 34 | |||
4 | 37,5 | |||
5 | 41,5 | |||
CHÚ THÍCH: Giới hạn đường kính ngoài của cáp qui định trong bảng này dựa vào ruột dẫn mã 60227 IEC 10 theo TCVN 6610-4 (IEC 60227-4) và mã 60245 IEC 66 theo IEC 60245-4 và chỉ để tham khảo. | ||||
13.13. Nếu các thiết bị đóng cắt kiểu lắp nổi được thiết kế để ổng cách điện đi vào từ phía sau thì phải cho phép lắp một ống cách điện từ phía sau và vuông góc với bề mặt lắp đặt thiết bị đóng cắt.
Kiểm tra sự phù hợp bằng cách xem xét.
13.14. Nếu các thiết bị đóng cắt được thiết kế có màng lót hoặc chi tiết tương tự dùng cho lỗ đi dây thì phải có khả năng thay thế được.
Kiểm tra sự phù hợp bằng cách xem xét.
13.15. Yêu cầu đối với màng lót trong lỗ đi dây
13.15.1. Các màng lót phải được cố định tin cậy và phải không được xê dịch do ứng suất cơ và ứng suất nhiệt xuất hiện trong sử dụng bình thường.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Màng lót được thử nghiệm khi đã được lắp vào thiết bị đóng cắt.
Trước hết, các màng lót được lắp vào thiết bị đóng cắt và được xử lý như qui định trong 15.1.
Sau đó, thiết bị đóng cắt được đặt vào tủ gia nhiệt như mô tả trong 15.1 trong 2 h và nhiệt độ được duy trì ở 40 °C ± 2 °C.
Ngay sau giai đoạn này, đặt lực bằng 30 N trong 5 s lên các phấn khác nhau của màng lót bằng đầu của đầu dò thử nghiệm thẳng không khớp có cùng kích thước với đầu dò thử nghiệm tiêu chuẩn cho trong Hình 9.
Trong quá trình thử nghiệm, màng lót không được biến dạng đến mức có thể chạm tới các phần mang điện.
Đối với các màng lót có nhiều khả năng phải chịu lực kéo dọc trục trong sử dụng bình thường, đặt lực kéo 30 N trong 5 s theo chiều trục.
Trong quá trình thử nghiệm, màng lót không được rơi ra ngoài.
Sau đó, thử nghiệm được lặp lại với các màng lót chưa qua bất kỳ một xử lý nào.
13.15.2. Màng lót cần được thiết kế và chế tạo bằng vật liệu sao cho có thể đưa được cáp vào thiết bị trong điều kiện nhiệt độ môi trường thấp.
CHÚ THÍCH: ở Thụy Điển, sự phù hợp với yêu cầu này được coi là cần thiết do thực tế lắp đặt luôn trong điều kiện lạnh.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Thiết bị đóng cắt được lắp màng lót chưa qua bất kỳ xử lý lão hóa nào và chưa bị chọc thủng.
Đặt thiết bị đóng cắt trong tủ lạnh tại nhiệt độ -15 °C ± 2 °C trong 2 h.
Ngay sau khi lấy ra khỏi tủ lạnh, trong khi thiết bị đóng cắt vẫn còn lạnh, phải luồn được cáp có đường kính lớn nhất, do nhà chế tạo công bố, qua màng lót mà không cần tác lực quá mức.
Sau các thử nghiệm ở 13.15.1 và 13.15.2, màng lót không được có các biến dạng có hại như nứt hoặc hỏng tương tự dẫn đến không phù hợp với tiêu chuẩn này.
14. Cơ cấu truyền động
14.1. Cơ cấu tác động của thiết bị đóng cắt, khi thả ra, phải tự động trở về vị trí tương ứng với vị trí của tiếp điểm động, ngoài ra, đối với các thiết bị đóng cắt kiểu dây giật và kiểu một nút ấn, cơ cấu truyền động phải trở về một vị trí ổn định.
14.2. Thiết bị đóng cắt phải có kết cấu để tiếp điểm động chỉ có thể ổn định ở vị trí “đóng” hoặc “cắt”, tuy nhiên cho phép tồn tại vị trí trung gian nếu tiếp điểm tương ứng với vị trí trung gian của cơ cấu tác động và, nếu cách điện giữa tiếp điểm tĩnh và tiếp điểm động lúc đó là đủ.
Khi ở vị trí trung gian, nếu cần thiết, cách điện giữa tiếp điểm tĩnh và tiếp điểm động được kiểm tra bằng thử nghiệm độ bền điện ở 16.2, điện áp thử nghiệm được đặt vào các đầu nối có liên quan mà không cần tháo rời nắp đậy hoặc tấm đậy của thiết bị đóng cắt.
Kiểm tra sự phù hợp với các yêu cầu của 14.1 và 14.2 bằng cách xem xét và thử nghiệm bằng tay.
14.3. Thiết bị đóng cắt phải có kết cấu để không xuất hiện hồ quang quá mức khi thiết bị đóng cắt được thao tác chậm.
Kiểm tra sự phù hợp vào lúc kết thúc thử nghiệm ở 19.1, cắt mạch điện thêm 10 lần, tuy nhiên cơ cấu tác động được di chuyển từ từ bằng tay trong 2 s cho đến khi tiếp điểm động dừng lại, nếu có thể, ở vị trí trung gian, sau đó cơ cấu tác động được thả ra.
Trong quá trình thử nghiệm, không được xuất hiện hồ quang liên tục.
14.4. Thiết bị đóng cắt thuộc mã số 2, 3, 03 và 6/2 phải đóng và cắt đồng thời tất cả các cực, ngoài ra đối với các thiết bị đóng cắt thuộc mã số 03, trung tính không được đóng sau hoặc cắt trước các cực khác.
Kiểm tra sự phù hợp bằng cách xem xét và thử nghiệm bằng tay.
14.5. Hoạt động của cơ cấu truyền động, nếu nắp đậy hoặc tấm đậy có thể tháo rời được khi lắp đặt, không được phụ thuộc vào sự có mặt của nắp đậy hoặc tấm đậy.
CHÚ THÍCH: Cơ cấu tác động, trong một số kết cấu, có thể gồm cả nắp đậy.
Kiểm tra sự phù hợp bằng cách đấu nối tiếp thiết bị đóng cắt, không lắp nắp đậy hoặc tấm đậy, với một bóng đèn và bằng cách ấn vào cơ cấu tác động với lực ấn như trong sử dụng bình thường.
Trong quá trình thử nghiệm, bóng đèn không được sáng chập chờn.
14.6. Thiết bị đóng cắt kiểu dây giật phải có khả năng chuyển từ vị trí cắt sang vị trí đóng và ngược lại bằng cách đặt và nhả từ từ một lực kéo không lớn hơn 45 N theo phương thẳng đứng và lực kéo không lớn hơn 65 N ở góc 45° ± 5° so với phương thẳng đứng và trong mặt phẳng vuông góc với bề mặt lắp đặt khi thiết bị đóng cắt được lắp đặt như trong sử dụng bình thường.
Kiểm tra sự phù hợp bằng thử nghiệm bằng tay.
CHÚ THÍCH: Cụm từ “như trong sử dụng bình thường” ngụ ý là thiết bị đóng cắt được lắp đặt theo qui định của nhà chế tạo.
15. Khả năng chống lão hóa, bảo vệ bằng vỏ bọc của thiết bị đóng cắt và khả năng chịu ẩm
15.1. Khả năng chống lão hóa
Thiết bị đóng cắt phải có đủ khả năng chống lão hóa.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Thiết bị đóng cắt và hộp được lắp đặt như trong sử dụng bình thường, phải chịu thử nghiệm trong tủ gia nhiệt với không khí có thành phần và áp suất của không khí môi trường và thông gió bằng lưu thông tự nhiên.
Thiết bị đóng cắt có mã IP cao hơn IPX0 được thử nghiệm sau khi lắp đặt và lắp ráp như qui định của 15.2.1.
Nhiệt độ trong tủ là 70 °C ± 2 °C.
Mẫu thử được giữ trong tủ trong 7 ngày (168 h).
Nên dùng tủ gia nhiệt bằng điện.
Lưu thông tự nhiên bằng các lỗ trên vách tủ.
Sau khi xử lý, mẫu được lấy ra khỏi tủ và được giữ ở nhiệt độ phòng và ở độ ẩm tương đối từ 45 % đến 55 % trong ít nhất 4 ngày (96 h).
Mẫu thử phải không có vết nứt thấy được bằng mắt thường hoặc kính điều chỉnh thị lực nhưng không dùng tới kính phóng đại, vật liệu không được trở nên dính hoặc trơn, điều này được chứng tỏ như sau.
Dùng ngón tay trỏ, quấn vải thô và khô rồi ấn lên mẫu thử với lực 5 N.
Vết của vải không được lưu lại trên mẫu thử và ngược lại, vật liệu của mẫu thử không được dính vào vải.
Sau thử nghiệm, mẫu thử không được hư hại dẫn đến không phù hợp với tiêu chuẩn này.
CHÚ THÍCH: Lực 5 N có thể đạt được bằng cách sau:
Đặt mẫu thử lên một đĩa cân, đĩa cân kia đặt một khối lượng bằng khối lượng mẫu thử cộng với 500 g.
Ấn lên mẫu thử bằng ngón tay trỏ được quấn vải thô và khô đến khi cân trở lại thăng bằng.
15.2. Bảo vệ bằng vỏ bọc của thiết bị đóng cắt
Vỏ bọc của thiết bị đóng cắt phải cung cấp bảo vệ chống chạm vào các phần nguy hiểm, chống sự xâm nhập có hại của vật rắn từ bên ngoài và chống ảnh hưởng có hại của nước theo mã IP của thiết bị đóng cắt.
Kiểm tra sự phù hợp bằng các thử nghiệm ở 15.2.1 và 15.2.2.
15.2.1. Bảo vệ chống chạm vào các phần nguy hiểm và chống các ảnh hưởng có hại do sự xâm nhập của các vật rắn từ bên ngoài
Vỏ bọc của thiết bị đóng cắt phải cung cấp bảo vệ chống chạm vào các phần nguy hiểm và chống các ảnh hưởng có hại do sự xâm nhập của vật rắn từ bên ngoài theo phân loại mã IP của thiết bị đóng cắt.
Kiểm tra sự phù hợp bằng các thử nghiệm thích hợp của TCVN 4255 (IEC 60529) trong các điều kiện qui định dưới đây.
Thiết bị đóng cắt được lắp đặt như trong sử dụng bình thường.
Thiết bị đóng cắt kiểu lắp chìm và nửa chìm được lắp trong hộp thích hợp theo hướng dẫn của nhà chế tạo.
Thiết bị đóng cắt có gioăng đệm hoặc màng lót được lắp đặt và nối với cáp theo dãy thích hợp trong Bảng 2. Gioăng đệm được xiết chặt với mômen bằng 2/3 mômen đặt lên trong thử nghiệm ở 20.3.
Vít của vỏ bọc được xiết chặt với mômen bằng 2/3 giá trị cho trong Bảng 5.
Các phần có thể tháo ra mà không cần dụng cụ thì được tháo ra.
Nếu thiết bị đóng cắt đạt được thử nghiệm này thì được coi là đạt đối với phối hợp các thiết bị đóng cắt riêng rẽ.
CHÚ THÍCH: Gioăng đệm không được đổ vật liệu gắn hoặc tương tự.
15.2.1.1. Bảo vệ chống chạm vào các phần nguy hiểm
Thực hiện thử nghiệm thích hợp như qui định trong TCVN 4255 (IEC 60529) (xem thêm Điều 10).
15.2.1.2. Bảo vệ chống các ảnh hưởng có hại do sự xâm nhập của vật rắn bên ngoài
Thực hiện thử nghiệm thích hợp như qui định trong TCVN 4255 (IEC 60529).
Không đặt đầu dò thử nghiệm vào các lỗ thoát nước.
Đối với thử nghiệm chữ số đặc trưng thứ nhất là 5, vỏ bọc của thiết bị đóng cắt được coi là loại 2; bụi không được lọt vào một lượng có thể gây ảnh hưởng đến làm việc thỏa đáng hoặc làm mất an toàn.
15.2.2. Bảo vệ chống ảnh hưởng có hại do sự xâm nhập của nước
Vỏ bọc của thiết bị đóng cắt phải có cấp bảo vệ chống các ảnh hưởng có hại do sự xâm nhập của nước theo phân loại IP của chúng.
Kiểm tra sự phù hợp bằng các thử nghiệm thích hợp trong TCVN 4255 (IEC 60529) trong các điều kiện qui định dưới đây.
Các thiết bị đóng cắt kiểu lắp chìm và nửa chìm được cố định trên tường thử nghiệm đại diện cho sử dụng dự kiến, sử dụng hộp thích hợp theo hướng dẫn của nhà chế tạo.
Khi hướng dẫn của nhà chế tạo qui định các kiểu tường thử nghiệm cụ thể thì các tường thử nghiệm này cũng như các yêu cầu lắp đặt đặc biệt dùng cho thiết bị đóng cắt phải được mô tả chi tiết (xem 8.8).
Khi hướng dẫn của nhà chế tạo không qui định các kiểu tường thử nghiệm thì sử dụng tường thử nghiệm phù hợp với Hình 27. Tường này được làm bằng gạch có bề mặt phẳng và nhẵn. Khi hộp được lắp trên tường thử nghiệm thì phải lắp khít với tường sao cho nước không thể lọt vào giữa hộp và tường.
CHÚ THÍCH 1: Nếu vật liệu gắn được sử dụng để gắn hộp vào tường thì vật liệu này không được có ảnh hưởng đến đặc tính gắn của mẫu cần thử nghiệm.
CHÚ THÍCH 2: Hình 27 thể hiện ví dụ khi cạnh của hộp nằm trên mặt phẳng chuẩn. Các vị trí khác cũng có thể sử dụng theo hướng dẫn của nhà chế tạo.
Tường thử nghiệm được xây thẳng đứng.
Thiết bị đóng cắt kiểu lắp nổi được lắp như trong sử dụng bình thường trên mặt phẳng thẳng đứng và lắp với cáp có ruột dẫn có diện tích mặt cắt lớn nhất và nhỏ nhất cho trong Bảng 2, khi thích hợp với thông số của chúng.
Vít của vỏ bọc làm việc khi lắp thiết bị đóng cắt được xiết chặt với mômen bằng 2/3 giá trị thích hợp cho trong Bảng 3.
Gioăng đệm được xiết chặt với mômen bằng 2/3 giá trị thích hợp cho trong Bảng 19.
CHÚ THÍCH 3: Không được đổ vật liệu gắn hoặc tương tự vào gioăng đệm.
Các phần có thể tháo ra mà không cần dụng cụ thì được tháo ra.
Nếu vỏ bọc của thiết bị đóng cắt có mã IP nhỏ hơn IPX5 được thiết kế có lỗ thoát nước thì một lỗ thoát nước được để hở như trong sử dụng bình thường và ở vị trí thấp nhất. Nếu vỏ bọc của thiết bị đóng cắt có mã IP bằng hoặc lớn hơn IPX5 được thiết kế có lỗ thoát nước thì các lỗ thoát nước không được để hở.
Phải cẩn thận không làm xáo trộn, ví dụ gõ hoặc lắc cụm lắp ráp quá mức có thể ảnh hưởng đến các kết quả thử nghiệm.
Nếu thiết bị đóng cắt có lỗ thoát nước để hở thì phải được chứng tỏ bằng cách xem xét là nước lọt vào không đọng lại và nước được thoát đi mà không gây hại đến toàn bộ cụm lắp ráp.
Các mẫu phải chịu được thử nghiệm độ bền điện như qui định trong 16.2, thử nghiệm phải được bắt đầu trong vòng 5 min sau khi kết thúc các thử nghiệm theo 15.2.2.
15.3. Khả năng chịu ẩm
Các thiết bị đóng cắt phải chịu được ẩm có thể xuất hiện trong sử dụng bình thường.
Kiểm tra sự phù hợp bằng xử lý ẩm được mô tả trong 15.3, ngay sau đó đo điện trở cách điện và bằng thử nghiệm độ bền điện như qui định trong Điều 16.
Lỗ đầu vào, nếu có, phải để hở; nếu có vách đột thì đột một trong các vách đó.
Tháo các phần có thể tháo mà không cần đến dụng cụ và cho xử lý ẩm cùng với phần chính; các nắp lò xo được mở ra trong quá trình xử lý này.
Xử lý ẩm được thực hiện trong tủ ẩm chứa không khí có độ ẩm tương đối được duy trì trong khoảng từ 91 % đến 95 %.
Nhiệt độ không khí ở nơi đặt mẫu thử được giữ trong phạm vi ±1 °C của bất kỳ giá trị nhiệt độ t thích hợp từ 20 °C đến 30 °C.
Trước khi đặt trong tủ ẩm, mẫu thử được đưa về nhiệt độ từ t đến t + 4 °C.
Mẫu thử được giữ trong tủ:
- hai ngày (48 h) đối với thiết bị đóng cắt có cấp bảo vệ IPX0;
- bảy ngày (168 h) đối với thiết bị đóng cắt có mã IP cao hơn IPX0.
CHÚ THÍCH 1: Trong hầu hết các trường hợp, mẫu thử có thể đưa về nhiệt độ qui định bằng cách giữ nó ở nhiệt độ này ít nhất là 4 h trước khi xử lý ẩm.
CHÚ THÍCH 2: Độ ẩm từ 91 % đến 95 % có thể đạt được bằng cách đặt vào tủ ẩm dung dịch bão hòa natri sunphat (Na2SO4) hoặc kali nitrat (KNO3) trong nước có bề mặt tiếp xúc với không khí đủ rộng.
CHÚ THÍCH 3: Để đạt được điều kiện qui định bên trong tủ thử, cần đảm bảo lưu thông liên tục không khí trong tủ và nói chung cần sử dụng loại tủ cách nhiệt.
Sau xử lý này, mẫu thử không được có hư hại theo nghĩa của tiêu chuẩn này.
16. Điện trở cách điện và độ bền điện
Các thiết bị đóng cắt phải có đủ điện trở cách điện và độ bền điện.
Một cực của đèn báo được ngắt ra trong thử nghiệm của Điều này.
Kiểm tra sự phù hợp bằng các thử nghiệm sau, được thực hiện ngay sau các thử nghiệm ở 15.3, trong tủ ẩm hoặc trong phòng mà mẫu đã được đưa về nhiệt độ qui định, sau khi đã lắp lại các phần có thể tháo rời mà không cần đến dụng cụ và đã được tháo rời trước đó để thử nghiệm.
16.1. Điện trở cách điện được đo ở điện áp một chiều xấp xỉ 500 V, phép đo được thực hiện sau khi đặt điện áp 1 min.
Phép đo được thực hiện theo trình tự như chỉ ra trong Bảng 13, vị trí đóng cắt và đấu nối thích hợp với các mã số 1, 2 và 3 được nêu trong Bảng 13.
Bảng 13 - Điểm đặt điện áp thử nghiệm để kiểm tra độ bền cách điện
Mã số | Sơ đồ đấu dây | Vị trí | Điện áp đặt * | |
Giữa | ||||
Đầu nối số | Thân (B) cùng với đầu nối số | |||
1 |
| Đóng | 1 2 | B + 2 B + 1 |
Cắt | 1 - 2 | B | ||
2 |
| Đóng | 1 + 3 2 + 4 | B + 2 + 4 B + 1 + 3 |
Cắt | 1 - 2 1 - 2 + 3 - 4 | B + 3 - 4 B | ||
3 |
| Đóng | 1 + 3 + 5 2 + 4 + 6 | B + 2 + 4 + 6 B + 1 + 3 + 5 |
Cắt | 1 - 2 3 - 4 5 - 6 | B + 3 - 4 + 5 - 6 B + 1 - 2 + 5 - 6 B + 1 - 2 + 3 - 4 | ||
03 |
| Đóng | 1 + 3 + 5 + 7 2 + 4 + 6 + 8 | B + 2 + 4 + 6 + 8 B + 1 + 3 + 5 + 7 |
Cắt | 1 - 2 + 5 - 6 1 - 2 + 7 - 8 | B + 3 - 4 + 7 - 8 B + 3 - 4 + 5 - 6 | ||
4 |
| Đóng | 1 | B + 2 + 3 |
Cắt | 1 - 2 1 - 3 | B + 3 B + 2 | ||
5 |
| Đóng | 2 + 3 1 | B + 1 B + 2 + 3 |
Cắt | 1 - 3 1 - 2 - 3 | B + 2 B | ||
6 |
| - | 1 - 3 1 - 2 | B + 2 B + 3 |
6/2 |
| - | 1 - 3 + 2 - 4 1 - 2 + 2 - 6 | B + 5 + 6 B + 3 + 4 |
7 |
| - | 1 - 2 3 - 4 1 - 4 2 - 3 | B + 3 - 4 B + 1 - 2 B + 2 - 3 B + 1 - 4 |
* Dấu “-” biểu thị đấu nối điện đã có. Dấu “+” biểu thị đấu nối điện được thực hiện cho thử nghiệm. | ||||
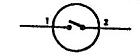



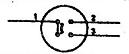

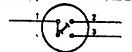
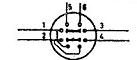
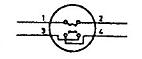
Thuật ngữ “thân” bao gồm các phần kim loại chạm tới được, các khung kim loại đỡ đế của thiết bị đóng cắt kiểu lắp chìm, chìa khóa thao tác, lá kim loại tiếp xúc với mặt ngoài của các bộ phận bên ngoài có thể chạm tới được và khóa thao tác là vật liệu cách điện, điểm buộc dây, xích hoặc cần gạt, vít cố định đế hoặc nắp đậy và tấm đậy, vít lắp ráp ở bên ngoài, đầu nối đất và bất kỳ phần kim loại nào của cơ cấu truyền động, nếu có yêu cầu cách điện với phần mang điện (xem 10.4).
Đối với phép đo theo mã số 1 và 2, lá kim loại được áp vào theo cách sao cho hợp chất gắn được thử nghiệm một cách hiệu quả.
Thử nghiệm theo mã số 5 chỉ được tiến hành cho lớp lót cách điện nào cần thiết để dùng làm cách điện.
Điện trở cách điện phải không nhỏ hơn giá trị nêu trong Bảng 14.
CHÚ THÍCH: Khi bọc lá kim loại xung quanh mặt ngoài hoặc đặt tiếp xúc với mặt trong của các bộ phận làm bằng vật liệu cách điện, tấm kim loại được ép sát vào lỗ hoặc rãnh mà không cần một lực ép đáng kể nào của đầu dò thử nghiệm thẳng không khớp có kích thước giống như đầu dò thử nghiệm tiêu chuẩn cho trên Hình 9.
16.2. Cách điện phải chịu được điện áp xấp xỉ hình sin có tần số 50 Hz hoặc 60 Hz đặt trong 1 min vào cách điện. Giá trị của điện áp thử nghiệm và điểm đặt cho trong Bảng 14.
Lúc đầu đặt không quá một nửa điện áp qui định, sau đó tăng nhanh đến giá trị qui định.
Trong quá trình thử nghiệm, không được xuất hiện phóng điện bề mặt hoặc đánh thủng.
CHÚ THÍCH 1: Máy biến áp cao áp dùng cho thử nghiệm phải được thiết kế sao cho khi bị ngắn mạch đầu ra sau khi đã điều chỉnh điện áp đầu ra đến giá trị thử nghiệm tương ứng thì dòng điện ra ít nhất là 200 mA.
CHÚ THÍCH 2: Rơle quá dòng không được tác động khi dòng điện ra nhỏ hơn 100 mA.
CHÚ THÍCH 3: Giữ giá trị hiệu dụng của điện áp thử nghiệm trong phạm vi ± 3 %.
CHÚ THÍCH 4: Phóng tia lửa điện mà không gây sụt áp thì được bỏ qua.
Bảng 14 - Điện áp thử nghiệm, điểm đặt và giá trị nhỏ nhất của điện trở cách điện để kiểm tra độ bền điện môi
Cách điện cần thử nghiệm | Giá trị nhỏ nhất của điện trở cách điện MΩ | Điện áp thử nghiệm V | |
Thiết bị đóng cắt có điện áp danh định không quá 130 V | Thiết bị đóng cắt có điện áp danh định lớn hơn 130 V | ||
1. Giữa tất cả các cực nối với nhau và thân, thiết bị đóng cắt ở vị trí đóng | 5 | 1 250 | 2 000 |
2. Giữa mỗi cực và các cực khác nối đến thân, thiết bị đóng cắt ở vị trí đóng | 2 | 1 250 | 2 000 |
3. Giữa các đầu nối có liên hệ về điện khi thiết bị đóng cắt ở vị trí “đóng”, nhưng thiết bị đóng cắt ở vị trí “cắt” - khe hở bình thường/khe hở nhỏ | 2 | 1 250 | 2000 |
- khe hở rất nhỏ; | 2 | 500 (chú thích 2) | 1 250 (chú thích 2) |
- thiết bị đóng cắt bán dẫn | (chú thích 3) | (chú thích 3) | (chú thích 3) |
4 Giữa phần kim loại của cơ cấu truyền động cách điện với phần mang điện và - các phần mang điện; | 5 | 1 250 | 2 000 |
- các lá kim loại tiếp xúc với bề mặt của nút bấm hoặc bộ phận điều khiển tương tự; | 5 | 1 250 | 2 000 |
- chìa khóa của thiết bị đóng cắt thao tác bằng khóa nếu cách điện được yêu cầu (xem 10.6); | 5 | 1 250 | 2 000 |
- điểm buộc của sợi dây, dây xích hoặc thanh truyền nếu thiết bị đóng cắt thao tác bằng phương tiện như vậy và nếu cách điện được yêu cầu (xem 10.6); | 5 | 1 250 | 2 000 |
- các phần kim loại chạm tới được, kể cả vít cố định đế nếu cách điện được yêu cầu (xem 10.5); | 5 | 1 250 | 2 000 |
5. Giữa điểm bất kỳ của vỏ kim loại và lá kim loại tiếp xúc với bề mặt bên trong của lớp lót cách điện của nó, nếu có (chú thích 4) | 5 | 1 250 | 2 000 |
6. Giữa các phần mang điện và các phần kim loại chạm tới được, nếu các phần kim loại của cơ cấu truyền động không được cách điện với phần mang điện | - | 2 000 | 3 000 |
7. Giữa các phần mang điện và các phần của cơ cấu truyền động: - nếu các phần của cơ cấu truyền động không được cách điện với phần kim loại chạm tới được (xem 10.5) | - | 2 000 | 3 000 |
- nếu các phần của cơ cấu truyền động không được cách điện với điểm tiếp xúc với khóa tháo rời được hoặc dây thao tác, dây xích hoặc thanh truyền (xem 10.6) | - | 2 000 | 3 000 |
8. Giữa các phần mang điện và phần kim loại của nút bấm nút ấn và các bộ phận tương tự (xem 10.2) | - | 2 500 | 4 000 |
CHÚ THÍCH 1: Giá trị này cũng áp dụng cho thử nghiệm độ bền điện sau khi thử nghiệm hoạt động bình thường. CHÚ THÍCH 2: Đối với thiết bị đóng cắt có điện áp danh định đến và bằng 250 V, giá trị này được giảm xuống còn: - 750 V đối với thử nghiệm độ bền điện sau khi thử khả năng chịu ẩm; - 500 V đối với thử nghiệm độ bền điện sau khi thử nghiệm hoạt động bình thường. CHÚ THÍCH 3: Thử nghiệm kiểm tra vị trí cắt của thiết bị đóng cắt bán dẫn theo điểm 3 đang được xem xét. CHÚ THÍCH 4: Thử nghiệm này chỉ thực nếu cần có cách điện. | |||
17. Độ tăng nhiệt
17.1. Các thiết bị đóng cắt phải được thiết kế để độ tăng nhiệt không bị vượt quá trong sử dụng bình thường.
Vật liệu kim loại và kiểu dáng tiếp điểm cũng như hoạt động của thiết bị đóng cắt phải không bị các ảnh hưởng có hại như oxy hóa hoặc bất kỳ hỏng hóc nào khác.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Thiết bị đóng cắt được lắp đặt trên mặt phẳng thẳng đứng như trong sử dụng bình thường với dây dẫn đồng cứng bọc cách điện PVC qui định trong Bảng 15, các vít hoặc đai ốc của đầu nối được xiết với lực bằng 2/3 giá trị thích hợp trong Bảng 3.
Để đảm bảo làm mát một cách bình thường cho đầu nối, dây dẫn nối đến chúng phải có chiều dài ít nhất 1 m.
CHÚ THÍCH 1: Dây dẫn cứng có thể là loại một sợi hoặc nhiều sợi.
Thiết bị đóng cắt phải chịu dòng điện xoay chiều có giá trị trong Bảng 15, trong 1 h.
Bảng 15 - Dòng điện thử nghiệm độ tăng nhiệt và diện tích mặt cắt của ruột dẫn đồng
Dòng điện danh định A | Dòng điện thử nghiệm A | Mặt cắt danh nghĩa của ruột dẫn mm2 |
1 | 1,5 | 0,5 |
2 | 3 | 0,75 |
4 | 5 | 10 |
6 | 8 | 1,5 |
10 | 13,5 | 2,5 |
16 | 20 | 4,01) |
20 | 25 | 4,0 |
25 | 32 | 6,0 |
32 | 38 | 10,0 |
40 | 46 | 16,0 |
45 | 51 | 16 |
50 | 57,5 | 16 |
63 | 75 | 25,0 |
1) Đối với thiết bị đóng cắt có điện áp danh định không lớn hơn 250 V, trừ mã số 3 và 03, và khi sử dụng các đầu nối có dòng điện danh định 10 A, thử nghiệm phải thực hiện với dây dẫn có mặt cắt 2,5 mm2. | ||
CHÚ THÍCH 2: Dòng điện thử nghiệm đối với các thiết bị đóng cắt có dòng điện danh định khác được xác định bằng cách nội suy giữa dòng điện thấp hơn và dòng điện cao hơn sát nó.
Đối với thiết bị đóng cắt mã số 4, 5, 6, 6/2 và 7 chỉ một mạch có dòng điện.
Các thiết bị đóng cắt kiểu lắp chìm được lắp đặt trong hộp kiểu lắp chìm. Hộp được đặt trong một khối gỗ thông có vữa bao quanh, sao cho gờ trước của hộp không nhô ra ngoài và không thụt sâu vào trong quá 5 mm so với mặt trước của khối gỗ thông.
CHÚ THÍCH 3: Khối lắp ráp thử nghiệm được để khô trong vòng ít nhất 7 ngày khi thực hiện lần đầu.
Khối gỗ thông có thể được ghép từ nhiều mảnh và phải có kích thước sao cho có ít nhất 25 mm gỗ xung quanh vữa, lớp vữa có chiều dày từ 10 mm đến 15 mm xung quanh các kích thước lớn nhất của các cạnh và phía sau của hộp.
CHÚ THÍCH 4: Các thành bên của hốc trong khối gỗ thông có thể có dạng hình trụ.
Dây cáp nối đến thiết bị đóng cắt phải đi vào từ phía trên của hộp, chỗ dây đi vào phải được bịt kín để ngăn ngừa lưu thông không khí. Chiều dài của mỗi dây dẫn trong hộp phải là 80 mm ± 10 mm.
Các thiết bị đóng cắt kiểu lắp nổi phải được lắp đặt ở chính giữa bề mặt của khối gỗ dày ít nhất là 20 mm, rộng 500 mm và cao 500 mm.
Các loại thiết bị đóng cắt khác phải được lắp đặt theo hướng dẫn của nhà chế tạo hoặc trong trường hợp không có hướng dẫn thì lắp đặt như trong sử dụng bình thường sẽ được coi là đã tạo ra điều kiện nặng nề nhất.
Cụm lắp ráp thử nghiệm phải được đặt trong môi trường thử nghiệm không có gió lùa.
Nhiệt độ được xác định bằng các hạt nóng chảy, chỉ thị màu hoặc nhiệt ngẫu, được lựa chọn và lắp đặt sao cho ảnh hưởng là không đáng kể đến nhiệt độ cần đo.
Độ tăng nhiệt của đầu nối không được vượt quá 45 °C.
Trong quá trình thử nghiệm, phải xác định độ tăng nhiệt để thực hiện thử nghiệm ở 21.3.
CHÚ THÍCH 5: Sự ôxy hóa quá mức của tiếp điểm có thể được ngăn ngừa bằng cách dùng tiếp điểm kiểu trượt hoặc dùng tiếp điểm bằng bạc hoặc tráng bạc.
CHÚ THÍCH 6: Viên sáp ong (điểm nóng chảy 65 °C) với đường kính 3 mm có thể sử dụng như hạt nóng chảy.
CHÚ THÍCH 7: Trong trường hợp nhiều thiết bị đóng cắt kết hợp với nhau, thử nghiệm được tiến hành riêng trên mỗi thiết bị đóng cắt,
17.2. Thiết bị đóng cắt có đèn báo hoặc có thiết kế để lắp đèn báo phải được thiết kế sao cho trong sử dụng bình thường, nhiệt độ của bề mặt tiếp cận được không bị vượt quá.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Thiết bị đóng cắt được lắp và nối như trong 17.1 với đèn báo được cấp nguồn ở điện áp danh định sao cho nó được chiếu sáng không đổi trong 1 h.
Độ tăng nhiệt của bề mặt bên ngoài của thiết bị đóng cắt không được vượt quá:
60 °C đối với nút bấm, tay cầm, bề mặt cảm biến, v.v... bằng vật liệu phi kim loại;
70 °C đối với các bộ phận bên ngoài khác làm bằng vật liệu phi kim loại;
40 °C đối với nút bấm, tay cầm, bề mặt cảm biến, v.v... bằng vật liệu kim loại;
50 °C đối với các bộ phận bên ngoài khác làm bằng vật liệu kim loại;
CHÚ THÍCH: Không cần thử nghiệm đèn báo sử dụng các bóng đèn neon.
18. Khả năng đóng và khả năng cắt
Các thiết bị đóng cắt phải có khả năng đóng và khả năng cắt.
Với thử nghiệm này, đèn báo được ngắt ra.
Kiểm tra sự phù hợp bằng các thử nghiệm ở 18.1 và, đối với các thiết bị đóng cắt có dòng điện danh định không quá 16 A, điện áp danh định đến và bằng 250 V và các thiết bị đóng cắt ở mã số 3, 03 có điện áp danh định lớn hơn 250 V, phải chịu thêm các thử nghiệm ở 18.2.
Các thiết bị đóng cắt kiểu dây giật có thể lắp đặt để thử nghiệm như trong sử dụng bình thường và với một lực kéo có giá trị đủ để tác động thiết bị đóng cắt bằng dây giật nhưng không vượt quá 50 N được đặt vào dây trong suốt thời gian thử nghiệm ở góc 30° ± 5° so với phương thẳng đứng và trong mặt phẳng vuông góc với bề mặt lắp đặt.
Thử nghiệm phai được thử nghiệm bằng thiết bị thử nghiệm có nguyên lý được thể hiện trên Hình 12.
Việc đấu dây cho trong Hình 13.
Thiết bị đóng cắt được lắp với ruột dẫn như trong thử nghiệm ở Điều 17.
18.1. Các thiết bị đóng cắt phải chịu thử nghiệm ở 1,1 lần điện áp danh định và 1,25 lần dòng điện danh định.
Các thiết bị đóng cắt phải chịu 200 thao tác với tốc độ đều bằng:
- 30 thao tác/min nếu dòng điện danh định không vượt quá 10 A;
- 15 thao tác/min nếu dòng điện danh định lớn hơn 10 A nhưng nhỏ hơn 25 A;
- 7,5 thao tác/min nếu dòng điện danh định bằng 25 A hoặc lớn hơn.
Đối với các thiết bị đóng cắt kiểu xoay để thao tác theo hai hướng, cơ cấu tác động được xoay một nửa tổng số thao tác theo chiều này và một nửa còn lại theo chiều ngược lại.
Thiết bị đóng cắt được thử bằng dòng điện xoay chiều (cosj = 0,3 ± 0,05). Điện trở không được nối song song với điện cảm, ngoài ra nếu sử dụng cuộn kháng lõi không khí, một điện trở có dòng điện xấp xỉ 1 % so với dòng điện chạy qua cuộn kháng được nối song song với cuộn kháng.
Cuộn kháng có lõi sắt có thể được sử dụng với điều kiện dòng điện có dạng sóng về cơ bản là hình sin.
Đối với các thử nghiệm ba pha, sử dụng cuộn kháng ba lõi để thử nghiệm.
Giá đỡ kim loại, nếu có, để lắp đặt thiết bị đóng cắt trên đó và các bộ phận bằng kim loại tiếp cận được, nếu có, phải được nối đất thông qua cầu chảy dạng dây và cầu chảy này không được đứt trong quá trình thử nghiệm. Phần tử chảy phải là dây đồng có đường kính 0,1 mm và chiều dài không nhỏ hơn 50 mm,
Đối với thiết bị đóng cắt thuộc mã số 6, 6/2 và 7, thiết bị đóng cắt lựa chọn S cho trên Hình 13 được di chuyển theo điểm chia của tổng số điểm thao tác qui định trong Bảng 16.
Bảng 16 - Điểm chia của tổng số điểm thao tác
Mã số | Loại thiết bị đóng cắt | Điểm chia đối với thiết bị đóng cắt S2 |
1, 2, 4 và 5 | Xoay, cả hai hướng | - |
Các loại khác | - | |
3 hoặc 03 | Xoay, cả hai hướng | - |
Các loại khác | - | |
6, 6/2 hoặc 7 | Xoay, cả hai hướng | 1/4 và 3/4 |
Các loại khác | 1/2 |
Các thiết bị đóng cắt thuộc mã số 5 có một cơ cấu truyền động được thao tác 200 lần ở một mạch có dòng điện danh định (ldđ) và mạch kia ở 0,25 ldđ và 200 lần với dòng điện 0,625 ldđ cho mỗi mạch.
Các thiết bị đóng cắt thuộc mã số 5 có hai cơ cấu truyền động độc lập được thử nghiệm như hai thiết bị đóng cắt thuộc mã số 1, các thử nghiệm này tiến hành liên tục.
Trong khi thử nghiệm bộ phận này thì bộ phận khác ở vị trí ngắt mạch.
Trong quá trình thử nghiệm, không được xuất hiện hồ quang liên tục.
Sau thử nghiệm, mẫu không được có các hỏng hóc làm phương hại cho sử dụng tiếp theo.
Việc thay dây kéo bị đứt mà không liên quan đến phần đi vào thiết bị đóng cắt kiểu dây giật thì không được coi là thử nghiệm không đạt.
CHÚ THÍCH 1: Cần lưu ý để các thiết bị thử nghiệm hoạt động sao cho cơ cấu tác động của thiết bị đóng cắt hoạt động trơn chu và không làm ảnh hưởng đến hoạt động bình thường của cơ cấu truyền động của thiết bị đóng cắt và khả năng di chuyển của bộ phận điều khiển.
CHÚ THÍCH: 2 Trong khi thử nghiệm, mẫu không được bôi trơn.
18.2. Thiết bị đóng cắt thường được thử nghiệm ở điện áp danh định và ở dòng điện bằng 1,2 lần dòng điện danh định.
Thử nghiệm được thực hiện bằng cách sử dụng một số bóng đèn 200 W loại sợi đốt vônfram.
Nếu không có sẵn bóng đèn sợi đốt vônfram có điện áp danh định bằng điện áp danh định của thiết bị đóng cắt, thì phải sử dụng các bóng đèn sợi đốt có điện áp thấp hơn gần nhất.
CHÚ THÍCH 1: Giá trị điện áp danh định của bóng đèn sợi đốt không nên thấp hơn 95 % điện áp danh định của thiết bị đóng cắt.
Điện áp thử nghiệm phải là điện áp danh định của bóng đèn. số lượng bóng đèn sử dụng phải là ít nhất để có dòng điện thử nghiệm không nhỏ hơn 1,2 lần dòng điện danh định của thiết bị đóng cắt.
Giá trị dòng điện ngắn mạch tối thiểu phải là 1 500 A. Các điều kiện khác được qui định như trong 18.1.
Trong quá trình thử nghiệm, không được xảy ra hồ quang lớn cũng như không được chảy dính tiếp điểm.
CHÚ THÍCH 2: Tiếp điểm bị rỗ nhưng không làm cản trở các hoạt động tiếp theo của thiết bị đóng cắt thì không coi là chảy dính.
Sau khi thử nghiệm, các mẫu phải không có hư hại có thể ảnh hưởng tới sử dụng tiếp theo.
CHÚ THÍCH 3: Ví dụ: Phải thử nghiệm thiết bị đóng cắt 10 A 250 V.
Bóng đèn sợi đốt vonfram có công suất 200 W có điện áp danh định lớn nhất là 240 V.
Do đó, điện áp thử nghiệm sẽ là 240 V với số lượng bóng đèn là:
![]()
19. Hoạt động bình thường
19.1. Các thiết bị đóng cắt phải chịu được các ứng suất về cơ, điện, nhiệt xảy ra trong sử dụng bình thường mà không bị mòn quá mức hay bị các ảnh hưởng có hại khác.
Với mục đích của thử nghiệm này, các đèn báo được ngắt ra.
Kiểm tra sự phù hợp bằng thử nghiệm sau.
Các thiết bị đóng cắt được thử nghiệm ở điện áp và dòng điện danh định trong các thiết bị và với cách đấu nối được qui định ở Điều 18.
Dung sai điện áp thử nghiệm là ![]() %.
%.
Mô tả chi tiết mạch điện và cách thao tác thiết bị đóng cắt lựa chọn S được mô tả trong 18.1, nếu không có qui định khác.
Số lần thao tác được cho trong Bảng 17.
Bảng 17 - Số lần thao tác đối với thử nghiệm hoạt động bình thường
Dòng điện danh định | Số lần thao tác |
Đến và bằng 16 A đối với các thiết bị đóng cắt có điện áp danh định không quá 250 V xoay chiều, trừ mã số 3 và 03 | 40 000 |
Đến và bằng 16 A đối với các thiết bị đóng cắt có điện áp danh định lớn hơn 250 V xoay chiều, mã số 3 và 03 | 20 000 |
Lớn hơn 16 A đến và bằng 50 A | 10 000 |
Lớn hơn 50 A | 5 000 |
Tốc độ thao tác được qui định trong 18.1.
Thời gian đóng phải chiếm 25![]() % của toàn bộ chu kỳ và thời gian cắt chiếm 75
% của toàn bộ chu kỳ và thời gian cắt chiếm 75 ![]() %.
%.
Đối với thiết bị đóng cắt kiểu xoay thuộc mã số 5 được thiết kế để xoay cả hai hướng, cơ cấu tác động được xoay một nửa số thao tác theo hướng này và một nửa theo hướng ngược lại.
Đối với thiết bị đóng cắt kiểu xoay khác được thiết kế để xoay cả hai hướng, 3/4 tổng số thao tác được thực hiện theo chiều kim đồng hồ và phần còn lại theo chiều ngược lại.
Thiết bị đóng cắt kiểu dây giật được lắp đặt thử nghiệm như trong sử dụng bình thường và với lực kéo đủ để tác động thiết bị đóng cắt kiểu dây giật nhưng không vượt quá 50 N tác dụng lên sợi dây ở góc 30° ± 5° so với phương thẳng đứng và trong mặt phẳng vuông góc với bề mặt lắp đặt.
Thiết bị đóng cắt được thử nghiệm với điện xoay chiều (cos j = 0,6 ± 0,05).
Thiết bị đóng cắt thuộc mã số 2 được thử nghiệm bộ mẫu thứ nhất gồm ba mẫu với các cực mắc nối tiếp.
Đối với bộ mẫu thứ hai gồm ba mẫu, chỉ thử nghiệm trên một cực ở chế độ đầy tải cho một nửa số thao tác. Nếu hai cực là không giống nhau, thử nghiệm được lặp lại đối với cực kia.
Hai cực của thiết bị đóng cắt thuộc mã số 4 và 5 được thử nghiệm như hai thiết bị đóng cắt thuộc mã số 1. Nếu các cực là giống nhau chỉ cần thử nghiệm một cực.
Đối với các thiết bị đóng cắt thuộc mã số 5 có một cơ cấu truyền động, mỗi mạch điện sẽ mang dòng điện bằng 0,5 lần dòng điện danh định.
Các thiết bị đóng cắt thuộc mã số 6 phải được thử nghiệm ở một nửa số thao tác trên một cực và nửa kia cho cực khác.
Các thiết bị đóng cắt của mã số 6/2 được thử nghiệm như một thiết bị đóng cắt của mã số 6 nếu hai cặp cực là giống nhau. Nếu khác, thử nghiệm như hai thiết bị đóng cắt của mã số 6.
Các thiết bị đóng cắt thuộc mã số 7 được thử nghiệm như hai thiết bị đóng cắt của mã số 6.
Mẫu thử nghiệm được nối đến mạch thử nghiệm bằng cáp dài 1 m ± 0,1 m để có thể thực hiện phép đo độ tăng nhiệt mà không làm ảnh hưởng đến đầu nối.
Trong quá trình thử nghiệm, các mẫu phải hoạt động đúng.
Sau thử nghiệm, các mẫu phải chịu được thử nghiệm độ bền điện như qui định trong Điều 16, điện áp thử nghiệm danh nghĩa là 4 000 V được giảm xuống 1 000 V và các điện áp thử nghiệm khác được giảm xuống 500 V, và thử nghiệm độ tăng nhiệt như qui định trong Điều 17, với dòng điện thử nghiệm được giảm đến dòng điện danh định.
Các mẫu không được có các biểu hiện:
- mòn làm ảnh hưởng đến sử dụng tiếp theo;
- không nhất quán giữa vị trí của cơ cấu tác động và vị trí của tiếp điểm động, nếu vị trí của cơ cấu tác động được chỉ ra;
- biến dạng vỏ bọc, lớp lót cách điện hoặc tấm chắn đến mức thiết bị đóng cắt không hoạt động tiếp được hoặc các yêu cầu của Điều 10 không được đáp ứng nữa;
- chảy hợp chất gắn;
- nới lỏng các mối nối cơ hoặc mối nối điện;
- thay đổi vị trí tương đối của tiếp điểm động của thiết bị đóng cắt mã số 2, 3, 03 hoặc 6/2.
CHÚ THÍCH 1: Xử lý ẩm của 15.3 không cần lặp lại trước khi thử nghiệm độ bền điện của điều này.
CHÚ THÍCH 2: Trong quá trình thử nghiệm, không được bôi trơn mẫu.
Thử nghiệm được tiếp tục bằng thử nghiệm ở 14.3.
19.2. Các thiết bị đóng cắt dùng cho phụ tải đèn huỳnh quang sẽ phải chịu được các ứng suất điện và nhiệt xuất hiện khi điều khiển mạch đèn huỳnh quang mà không bị mòn quá mức hoặc không có các yếu tố có hại khác.
Kiểm tra sự phù hợp bằng mạch thử nghiệm như chỉ ra trong Hình 14 với các điều kiện thử nghiệm sau.
Dòng điện ngắn mạch kỳ vọng của nguồn phải có giá trị từ 3 kA đến 4 kA với cosj = 0,9 ± 0,05 (chậm sau).
F là cầu chảy bằng dây đồng đường kính danh nghĩa 0,1 mm có chiều dài không nhỏ hơn 50 mm.
R1 là điện trở giới hạn dòng điện đến khoảng 100 A.
Cáp sợi đôi phải có chiều dài thích hợp để có điện trở R3 bằng 0,25 W trong mạch thử nghiệm tải. Cáp phải có diện tích mặt cắt bằng 1,5 mm2 khi thử nghiệm thiết bị đóng cắt có dòng điện danh định đến và bằng 10 A và 2,5 mm2 khi thử nghiệm thiết bị đóng cắt có dòng điện danh định lớn hơn 10 A đến và bằng 20 A.
Tải A phải gồm:
- dãy tụ điện C1, có điện dung 70 mF ± 10 % đối với thiết bị đóng cắt 6 A và 140 mF ± 10 % đối với các thiết bị đóng cắt khác. Các tụ điện phải được nối với các ruột dẫn 2,5 mm2 có chiều dài ngắn nhất có thể;
- điện cảm, L1, và điện trở, R2, được điều chỉnh để có hệ số công suất 0,9 ± 0,05 (chậm sau) và dòng điện danh định ln![]() % qua mẫu.
% qua mẫu.
Tải B phải gồm:
- tụ điện C2, có điện đung 7,3 mF ± 10 %;
diện cảm, L2, có điện cảm 0,5 H ± 0,1 H có điện trở không quá 15 W được đo sử dụng điện một chiều.
CHÚ THÍCH: Các tham số của mạch điện được chọn để đại diện tải bóng đèn huỳnh quang sử dụng trong hầu hết các ứng dụng thực tế.
Kiểm tra sự phù hợp bằng thử nghiệm sau.
Mẫu sử dụng cho thử nghiệm phải là mẫu mới.
Các thiết bị đóng cắt, trừ mã số 3 và 03, được thử nghiệm ở điện áp danh định và dòng điện danh định trong các thiết bị và đấu nối qui định trong 18.1.
Dung sai điện áp thử nghiệm là ± 5 % và dung sai dòng điện thử nghiệm là ![]() %. Mô tả chi tiết mạch điện và cách thao tác thiết bị đóng cắt lựa chọn S mô tả trong 18.1.
%. Mô tả chi tiết mạch điện và cách thao tác thiết bị đóng cắt lựa chọn S mô tả trong 18.1.
Số lần thao tác như sau:
Đối với các thiết bị đóng cắt có dòng điện bóng đèn huỳnh quang danh định từ 6 A đến và bằng 10 A: 10 000 thao tác với 30 thao tác trong một phút.
Đối với các thiết bị đóng cắt có dòng điện danh định lớn hơn 10 A đến và bằng 20 A: 5 000 thao tác với 15 thao tác trong một phút.
Đối với thiết bị đóng cắt kiểu xoay thuộc mã số 5 được thiết kế để thao tác theo hai hướng, cơ cấu tác động được xoay theo một hướng với một nửa tổng số thao tác và nửa kia xoay theo chiều ngược lại.
Đối với thiết bị đóng cắt kiểu xoay khác được thiết kế thao tác theo hai hướng, 3/4 của tổng số thao tác được xoay theo chiều kim đồng hồ, số còn lại xoay theo chiều ngược lại.
Các thiết bị đóng cắt kiểu dây giật phải được lắp đặt thử nghiệm như trong sử dụng bình thường và được kéo với lực có giá trị tương ứng nhưng không vượt quá 50 N, tác dụng lên sợi dây ở góc 30° ± 5° so với phương thẳng đứng và trong mặt phẳng vuông góc với bề mặt lắp đặt.
Các thiết bị đóng cắt thuộc mã số 2 được thử nghiệm với bộ mẫu thứ nhất gồm ba mẫu với các cực nối tiếp.
Đối với bộ mẫu thứ hai gồm ba mẫu, chỉ thử nghiệm với một cực đầy tải cho một nửa số thao tác.
Nếu hai cực không giống nhau, thử nghiệm được lặp lại đối với cực kia.
Hai cực của thiết bị đóng cắt thuộc mã số 4 và 5 được thử nghiệm như hai mẫu của mã số 1. Nếu các cực giống nhau chỉ cần thử nghiệm trên một cực.
Các thiết bị đóng cắt thuộc mã số 6 sẽ phải thử nghiệm ở một nửa số thao tác trên một cực và một nửa cho cực kia.
Các thiết bị đóng cắt thuộc mã số 6/2 phải thử nghiệm như một thiết bị đóng cắt của mã số 6, nếu hai cặp cực là giống nhau. Nếu khác nhau thử nghiệm như hai thiết bị đóng cắt của mã số 6.
Các thiết bị đóng cắt thuộc mã số 7, được thử nghiệm như hai thiết bị đóng cắt của mã số 6.
Mẫu thử nghiệm phải được nối vào mạch thử nghiệm bằng cáp có chiều dài 1 m ± 0,1 m sao cho có thể thực hiện phép đo độ tăng nhiệt mà không ảnh hưởng đến đầu nối. Phụ tải phải phù hợp theo qui định ở Hình 14, phụ tải A.
Phụ tải phải được thay bằng phụ tải B trong Hình 14 sau khi đã thực hiện số lượng thao tác qui định, và thiết bị đóng cắt được thử nghiệm với 100 thao tác trong mạch này ở điện áp danh định.
Giá đỡ kim loại của thiết bị đóng cắt, nếu có, để lắp đặt thiết bị đóng cắt trên đó, và phần kim loại tiếp cận được của thiết bị đóng cắt, nếu có, phải được nối đất qua cầu chảy có dây dẫn, cầu chảy này không được đứt trong quá trình thử nghiệm. Thành phần dây chảy là dây đồng đường kính 1 mm và chiều dài không nhỏ hơn 50 mm.
Trong quá trình thử nghiệm, thiết bị đóng cắt sẽ phải hoạt động sao cho thiết bị thử nghiệm không làm trở ngại đến hoạt động bình thường của cơ cấu truyền động và khả năng di chuyển của cơ cấu tác động.
Không được có thao tác cưỡng ép. Tổng số chu kỳ thao tác phải có 25![]() % thời gian đóng và 75
% thời gian đóng và 75![]() % thời gian cắt.
% thời gian cắt.
Trong thời gian thử nghiệm, mẫu phải hoạt động đúng. Không được xuất hiện hồ quang lớn hoặc chảy tiếp điểm.
Tiếp điểm bị rỗ nhưng không ảnh hưởng đến hoạt động tiếp theo của thiết bị đóng cắt thì không coi là chảy tiếp điểm.
Tiếp điểm bị rỗ là được phép nếu tiếp điểm có thể tách ra với một lực nào đó đặt vào cơ cấu tác động mà không làm hỏng cơ cấu đóng cắt.
Sau thử nghiệm, không làm ảnh hưởng đến các mối nối của mẫu, thực hiện phép đo độ tăng nhiệt như qui định của Điều 17, sử dụng dòng điện thử nghiệm có giá trị bằng giá trị dòng điện danh định. Độ tăng nhiệt của đầu nối không vượt quá 45 °C.
Sau thử nghiệm, thiết bị đóng cắt có thể đóng và cắt bằng tay trong mạch thử nghiệm và mẫu phải không có các biểu hiện:
- mòn làm ảnh hưởng đến sử dụng tiếp theo;
- không nhất quán giữa vị trí của cơ cấu tác động và vị trí của tiếp điểm động, nếu vị trí của cơ cấu tác động được chỉ ra;
- biến dạng vỏ bọc, lớp lót cách điện hoặc tấm chắn đến mức thiết bị đóng cắt không hoạt động tiếp được hoặc các yêu cầu của Điều 10 không được đáp ứng nữa;
- nới lỏng các mối nối cơ hoặc mối nối điện;
- chảy hợp chất gắn;
- thay đổi vị trí tương đối của tiếp điểm động của thiết bị đóng cắt mã số 2, 3, 03 hoặc 6/2.
- việc đứt dây kéo thay thế được mà không ảnh hưởng đến các phần đi vào thiết bị đóng cắt kiểu dây giật sẽ không bị coi là thử nghiệm không đạt.
20. Độ bền cơ
Các thiết bị đóng cắt, các hộp và gioăng đệm có ren không phải đảm bảo độ bền cơ để chịu được các ứng suất gây ra trong quá trình lắp đặt và sử dụng.
Kiểm tra sự phù hợp bằng các thử nghiệm sau:
- đối với tất cả các kiểu thiết bị đóng cắt ............................................................................ 20.1
- đối với thiết bị đóng cắt có đế dự kiến để lắp đặt trực tiếp trên bề mặt.............................. 20.2
- đối với hộp...................................................................................................................... 20.1
- đối với các gioăng đệm có ren của thiết bị đóng cắt có mã IP cao hơn IP20....................... 20.3
CHÚ THÍCH: Tổ hợp các thiết bị đóng cắt hoặc các thiết bị đóng cắt và ổ cắm, thử nghiệm theo cách:
- trong trường hợp có một nắp đậy chung, thử nghiệm như một sản phẩm riêng rẽ;
- trong trường hợp nắp đậy riêng, thử nghiệm như một sản phẩm riêng rẽ.
20.1. Mẫu phải chịu thử va đập nhờ thiết bị thử va đập như cho trên các Hình 15, 16, 17 và 18.
Phần tử va đập có đầu dạng bán cầu bán kính 10 mm làm bằng nhựa polyamid có độ cứng Rockwell từ 85 HR đến 100 HR và khối lượng là 150 g ± 1 g.
Phần tử va đập được cố định vào đầu dưới của ống thép có đường kính ngoài 9 mm, dày 0,5 mm, ống có thể xoay quanh đầu phía trên để nó ở dạng đu đưa trong mặt phẳng thẳng đứng.
Đường tâm của chốt ở bên trên cách trục của Phần tử va đập 1 000 mm ± 1 mm.
Độ cứng Rockwell của phần tử va đập bằng polyamid được xác định bằng một viên bi có đường kính 12,700 mm ± 0,0025 mm, lực ban đầu là 100 N ± 2 N và lực thêm là 500 N ± 2,5 N.
CHÚ THÍCH 1: Thông tin bổ sung cho việc xác định độ cứng Rockwell của chất dẻo được cho trong ISO 2039-2.
Thiết bị được thiết kế sao cho một lực từ 1,9 N đến 2 N lên đầu của phần tử va đập được đặt vào để giữ cho ống ở vị trí nằm ngang.
Mẫu được lắp đặt trên một tấm gỗ dán, chiều dày danh nghĩa 8 mm có dạng hình vuông cạnh xấp xỉ 175 mm, gờ trên và dưới được gắn với một kẹp cứng, kẹp là bộ phận của giá lắp đặt.
Giá lắp đặt có khối lượng là 10 kg ± 1 kg được lắp trên một khung cứng nhờ các chốt. Khung được cố định vào tường.
Việc lắp đặt phải sao cho:
- đặt được mẫu để điểm va đập nằm trên mặt phẳng thẳng đứng qua đường trục của chốt;
- mẫu có thể di chuyển ngang và xoay quanh trục vuông góc với bề mặt tấm gỗ dán;
- tấm gỗ dán có thể xoay 60° về cả hai phía quanh trục đứng.
Thiết bị đóng cắt và hộp được lắp đặt trên tấm gỗ dán như trong sử dụng bình thường.
Các lỗ đi dây không có vách đột thì để hở; nếu có vách đột thì đột một trong số vách đó.
Thiết bị đóng cắt kiểu lắp chìm và cố định bằng vít phải cố định bằng vít vào tai bắt chìm trong khối gỗ trăn. Thiết bị đóng cắt kiểu lắp chìm cố định bằng vấu phải cố định vào khối nhờ các vấu.
Trước khi tiến hành va đập, các vít cố định đế và nắp phải được xiết chặt với mômen bằng 2/3 giá trị qui định trong Bảng 3.
Mẫu được lắp đặt để điểm va đập nằm trên mặt phẳng thẳng đứng qua đường trục của chốt.
Phần tử va đập được thả cho rơi từ độ cao qui định trong Bảng 18.
Bảng 18 - Chiều cao thả rơi đối với thử nghiệm va đập
Độ cao thả rơi mm | Các phần của vỏ phải chịu va đập * | |
Thiết bị đóng cắt có mã IP là IPX0 | Thiết bị đóng cắt có mã IP lớn hơn IPX0 | |
100 | A và B | - |
150 | C | A và B |
200 | D | C |
250 | - | D |
* A Các phần ở mặt trước, kể cả các phần thụt vào trong; B Các phần, ngoài các phần đã nêu ở A, nhô ra không quá 15 mm tính từ bề mặt lắp đặt (khoảng cách từ tường) sau khi lắp đặt như trong sử dụng bình thường; C Các phần nhô ra quá 15 mm nhưng không quá 25 mm tính từ bề mặt lắp đặt (khoảng cách từ tường) sau khi lắp đặt như trong sử dụng bình thường, và D Các phần, ngoài các phần đã nêu ở A, nhô ra quá 25 mm tính từ bề mặt lắp đặt (khoảng cách từ tường) sau khi lắp đặt như trong sử dụng bình thường. | ||
CHÚ THÍCH 2: Năng lượng va đập được xác định theo phần nhô ra lớn nhất của mẫu tính từ bề mặt lắp đặt và được đặt lên tất cả các điểm của mẫu, ngoài các phần thuộc A.
Các bộ phận của khí cụ được thiết kế để lắp đặt trong tủ bảng điện phải chịu va đập được tạo ra bởi phần tử va đập bằng cách cho phần tử va đập rơi từ độ cao 100 mm; va đập chỉ tác dụng lên các phần có thể chạm tới được sau khi khí cụ được lắp vào tủ bảng điện.
Độ cao thả rơi là khoảng cách thẳng đứng giữa vị trí của điểm kiểm tra khi con lắc được thả ra và vị trí của điểm này ở thời điểm va đập. Điểm kiểm tra được đánh dấu trên bề mặt của cơ cấu va đập tại đường thẳng cắt giao điểm của trục cơ cấu va đập và trục của ống tay đòn của con lắc, đồng thời vuông góc với mặt phẳng đi qua hai trục, gặp bề mặt của cơ cấu va đập.
CHÚ THÍCH 3: Điểm trọng tâm lý thuyết của cơ cấu va đập được coi như điểm kiểm tra. Một điểm như vậy trong thực tế rất khó xác định, điểm kiểm tra sẽ được chọn như mô tả trên đây.
Các mẫu phải chịu chín va đập phân bố đều trên mẫu. Các va đập không tác động vào các vách đột.
Các va đập sau đây được đặt:
- đối với các phần A, năm va đập, một va đập vào chính giữa, sau khi mẫu đã được di chuyển theo phương nằm ngang, một va đập cho mỗi điểm bất lợi giữa điểm giữa và các mép và sau khi đã xoay mẫu 90° quanh trục của nó vuông góc với tấm gỗ dán, một va đập cho mỗi điểm tương tự.
- đối với các phần B (nếu có), C và D, bốn va đập;
- hai va đập cho hai phía của mẫu mà có thể đặt va đập vào sau khi tấm gỗ đã xoay 60° về từng hướng đối diện;
- hai va đập cho hai phía khác nhau của mẫu mà có thể đặt va đập vào sau khi mẫu đã xoay 90° quanh trục của nó vuông góc với tấm gỗ dán đã xoay 60° về từng hướng đối diện.
Nếu có lỗ đầu vào thì mẫu được lắp đặt sao cho hai vết va đập càng cách đều các lỗ đi dây càng tốt.
Các nắp đậy và tấm đậy khác của tổ hợp các thiết bị đóng cắt được coi như một nắp đậy của một thiết bị đóng cắt.
Đối với các thiết bị đóng cắt có mã IP cao hơn IPX0, thử nghiệm được tiến hành với nắp được đậy lại, ngoài ra, một số lượng va đập thích hợp được đập vào các phần lộ ra khi mở nắp.
Sau thử nghiệm, mẫu không được có biểu hiện hỏng hóc theo tiêu chuẩn này. Đặc biệt các phần mang điện phải không chạm tới được.
Sau thử nghiệm cửa đèn báo có thể nứt hoặc rơi ra ngoài nhưng không thể chạm tới được các phần mang điện bằng:
- đầu dò thử nghiệm tiêu chuẩn có khớp ở các điều kiện nêu trong 10.1;
- đầu dò thử nghiệm tiêu chuẩn không có khớp ở các điều kiện nêu trong 10.1, nhưng với lực ép là 10 N.
Nếu có nghi ngờ, có thể tháo và thay thế các bộ phận bên ngoài như hộp, vỏ bọc, nắp đậy hoặc tấm đậy và xác minh rằng các bộ phận này hoặc lớp lót cách điện có bị vỡ hay không.
Nếu tấm đậy được hỗ trợ bằng một nắp đậy phía trong mà bị vỡ, thử nghiệm phải được lặp lại ở nắp đậy trong, nắp này phải không được vỡ.
CHÚ THÍCH 4: Các hư hại trên lớp phủ, vết lõm nhỏ nhưng không làm giảm chiều dài đường rò hoặc khe hở không khí xuống dưới mức qui định ở 23.1 và các vết sứt nhỏ không ảnh hưởng đáng kể đến bảo vệ chống điện giật thì được bỏ qua.
Các vết nứt không nhìn thấy được bằng mắt thường hoặc kính điều chỉnh thị lực nhưng không dùng kính phóng đại và các vết nứt trên bề mặt các chi tiết ép có cốt sợi hay tương tự cũng được bỏ qua.
Vết nứt hay các lỗ ở mặt ngoài của bộ phận bất kỳ của thiết bị đóng cắt được bỏ qua nếu thiết bị đóng cắt vẫn phù hợp tiêu chuẩn này cho dù không lắp các bộ phận này. Nếu nắp đậy chỉ để trang trí và được hỗ trợ bằng một nắp trong thì các vết nứt của nắp trang trí được bỏ qua nếu nắp trong chịu được thử nghiệm sau khi tháo nắp trang trí ra.
20.2. Đế của thiết bị đóng cắt kiểu lắp nổi loại thông thường lúc đầu được cố định vào một ống hình trụ bằng thép có bán kính bằng 4,5 lần khoảng cách các lỗ để cố định nhưng không nhỏ hơn 200 mm trong bất kỳ trường hợp nào. Các trục tâm lỗ nằm trong mặt phẳng vuông góc với trục ống hình trụ và song song với bán kính đi qua tâm của khoảng cách giữa các lỗ.
Các vít cố định đế được xiết từ từ, mômen lớn nhất bằng 0,5 Nm đối với vít có đường kính đỉnh ren đến và bằng 3 mm và 1,2 Nm đối với vít có đường kính đỉnh ren lớn hơn.
Sau đó đế được cố định bằng cách tương tự vào một tấm thép phẳng.
Sau thử nghiệm đế không được có biểu hiện làm phương hại đến sử dụng tiếp theo.
20.3. Các gioăng đệm có ren được lắp vào thanh kim loại tròn có đường kính là số nguyên nhỏ hơn gần nhất của đường kính trong của gioăng, tính bằng milimét.
Sau đó xiết gioăng bằng chìa vặn thích hợp với mômen cho trong Bảng 19, vặn trong 1 min.
Bảng 19 - Mômen dùng để kiểm tra độ bền cơ của gioăng đệm
Đường kính của thanh thử mm | Mômen Nm | |
Gioăng đệm kim loại | Gioăng đệm bằng vật liệu đúc | |
Đến và bằng 14 | 6,25 | 3,75 |
Lớn hơn 14 đến và bằng 20 | 7,5 | 5,0 |
Lớn hơn 20 | 10,0 | 7,5 |
Sau thử nghiệm, gioăng và vỏ bọc của mẫu không được có biểu hiện hỏng theo qui định của tiêu chuẩn này.
20.4. Khi thử nghiệm lực cần thiết để nắp đậy, tấm đậy hoặc cơ cấu tác động bật ra hoặc không bật ra, thiết bị đóng cắt được lắp đặt như trong sử dụng bình thường. Thiết bị đóng cắt kiểu lắp chìm được cố định trong hộp thích hợp, chúng được đặt như trong sử dụng bình thường sao cho mép hộp phẳng với tường, và nắp đậy, tấm đậy hoặc cơ cấu tác động được lắp chặt. Nếu chúng được thiết kế có cơ cấu hãm có thể tác động mà không cần dụng cụ thì phải nhả cơ cấu hãm ra.
Kiểm tra sự phù hợp bằng các thử nghiệm 20.4.1 và 20.4.2.
20.4.1. Kiểm tra khả năng không bị bật ra của nắp đậy, tấm đậy và cơ cấu tác động
Đặt lực từ từ theo phương vuông góc với bề mặt lắp đặt để tổng hợp lực đặt vào tâm của nắp đậy, tấm đậy, cơ cấu tác động hoặc các bộ phận của chúng với các giá trị tương ứng:
- 40 N, đối với nắp đậy, tấm đậy, cơ cấu tác động hoặc các bộ phận của chúng phù hợp với các thử nghiệm 20.7 và 20.8, hoặc
- 80 N, đối với nắp đậy, tấm đậy, cơ cấu tác động hoặc các bộ phận của chúng.
Lực được đặt vào trong 1 min, nắp đậy, tấm đậy, cơ cấu tác động không được bật ra.
Sau đó thử nghiệm được lặp lại trên một mẫu mới, nắp đậy hoặc tấm đậy lúc này được lắp trên tường sau khi một tấm vật liệu cứng có chiều dày 1 mm ± 0,1 mm được lắp xung quanh khung đỡ cho trên Hình 19.
CHÚ THÍCH: Tấm vật liệu cứng được sử dụng giống như tấm dán tường và có thể ghép từ một số mảnh.
Sau khi thử nghiệm, mẫu không được có biểu hiện hỏng theo qui định của tiêu chuẩn này.
20.4.2. Kiểm tra khả năng tháo nắp đậy, tấm đậy hoặc cơ cấu tác động
Đặt một lực không quá 120 N một cách từ từ, theo phương vuông góc với bề mặt lắp đặt/đỡ vào nắp đậy, tấm đậy, cơ cấu tác động hoặc các bộ phận của chúng bằng cách sử dụng một cái móc đặt lần lượt trong từng rãnh, lỗ, khoảng trống hoặc tương tự dùng để tháo rời chúng.
Nắp đậy, tấm đậy hoặc bộ phận điều khiển phải rơi ra ngoài.
Thử nghiệm được thực hiện 10 lần trên từng bộ phận có thể tháo được và việc cố định chúng không dùng đến vít (các vị trí đặt lực phân bố đều đến mức có thể) lực tháo rời được đặt lần lượt vào các rãnh, lỗ hoặc tương tự để tháo các bộ phận có thể tháo được.
Sau đó thử nghiệm được lặp lại trên các mẫu mới, nắp đậy, tấm đậy hoặc cơ cấu tác động được lắp lên tường sau khi một tấm bằng vật liệu cứng dày 1 mm ± 0,1 mm được lắp xung quanh khung đỡ như cho trên Hình 19.
Sau thử nghiệm, mẫu không được có biểu hiện hỏng theo qui định của tiêu chuẩn này.
20.5. Thử nghiệm được làm như mô tả ở 20.4 nhưng đối với 20.4.1 đặt lực như sau:
- 10 N cho nắp đậy, tấm đậy hoặc cơ cấu tác động phù hợp với thử nghiệm ở 20.7 và 20.8;
- 20 N cho nắp đậy, tấm đậy hoặc cơ cấu tác động khác.
20.6. Thử nghiệm được làm như mô tả trong 20.4 nhưng đối với 20.4.1 đặt lực 10 N cho tất cả các nắp đậy, tấm đậy hoặc cơ cấu tác động.
20.7. Dưỡng cho trên Hình 20 được áp về phía mỗi mặt bên của từng nắp đậy, tấm đậy hoặc bộ phận điều khiển được cố định trên bề mặt lắp đặt hoặc bề mặt đỡ mà không dùng đến vít như chỉ ra trên Hình 21. Mặt B tựa vào bề mặt lắp đặt hay mặt đỡ với mặt A vuông góc với nó, dưỡng được đặt vuông góc với từng mặt bên được thử nghiệm.
Trường hợp nắp đậy, tấm đậy không cố định bằng vít vào nắp đậy hoặc tấm đậy khác hoặc vào hộp lắp đặt có cùng kích thước đường bao, mặt B của dưỡng phải được đặt vào vị trí ngang bằng với mức ở chỗ tiếp giáp, đường biên của nắp đậy, tấm đậy không được vượt quá đường biên của mặt đỡ.
Khoảng cách giữa mặt C của dưỡng và đường biên của mặt bên thử nghiệm được đo song song với mặt B, không được giảm (trừ khi các rãnh, lỗ, chỗ vát ngược hoặc tương tự, đặt cách mặt phẳng chứa mặt B dưới 7 mm và phù hợp với thử nghiệm 20.8) khi phép đo được lặp lại bắt đầu từ điểm X theo hướng của mũi tên Y (xem Hình 22).
20.8. Đặt lực 1 N vào dưỡng theo Hình 23, không được vào sâu quá 1,0 mm tính từ bề mặt phía trên của rãnh, lỗ, chỗ vát ngược hoặc tương tự khi dưỡng được đặt song song với bề mặt lắp đặt hoặc mặt đỡ và vuông góc với phần đang được thử như cho trong Hình 24.
CHÚ THÍCH: Việc kiểm tra xem dưỡng có vào quá 1,0 mm hay không theo Hình 23 được thực hiện lấy chuẩn là bề mặt vuông góc với mặt B và chứa phần phía trên của đường bao rãnh, lỗ, chỗ vát ngược hoặc tương tự.
20.9. Cơ cấu tác động của thiết bị đóng cắt kiểu dây giật phải có đủ độ bền.
Kiểm tra sự phù hợp trên mẫu mới bằng thử nghiệm sau:
Thiết bị đóng cắt được lắp đặt trên giá đỡ như trong sử dụng bình thường.
Một lực kéo 100 N đặt trong 1 min lên bộ phận điều khiển như trong sử dụng bình thường, sau đó đặt một lực kéo 50 N trong 1 min vào hướng bất lợi nhất bên trong bề mặt hình nón có tâm là dây thao tác và xiên đi một góc không quá 80° so với phương thẳng đứng.
Sau khi thử nghiệm, thiết bị đóng cắt không được xuất hiện hỏng theo quị định của tiêu chuẩn này. Cơ cấu tác động không được gẫy và thiết bị đóng cắt kiểu dây giật vẫn phải hoạt động được.
21. Khả năng chịu nhiệt
Các thiết bị đóng cắt và các hộp phải có đủ khả năng chịu nhiệt.
Kiểm tra sự phù hợp bằng:
a) đối với hộp lắp đặt nổi, nắp đậy rời, tấm đậy rời và khung rời, bằng thử nghiệm 21.3;
b) đối với thiết bị đóng cắt trừ các bộ phận đã nêu ở a), bằng thử nghiệm ở 21.1, 21.2 và trừ các thiết bị đóng cắt được làm từ cao su tự nhiên hoặc cao su tổng hợp hoặc hỗn hợp cả hai, bằng thử nghiệm 21.3.
21.1. Mẫu được giữ trong tủ nhiệt có nhiệt độ 100 °C ± 2 °C trong 1 h.
Trong quá trình thử nghiệm, mẫu không được có bất kỳ biến dạng nào làm phương hại đến sử dụng tiếp theo và các hợp chất gắn, nếu có, không được chảy đến mức làm hở các phần mang điện.
Sau thử nghiệm và sau khi mẫu nguội đến gần nhiệt độ phòng, các phần mang điện mà trong sử dụng bình thường không chạm tới được thì lúc này cũng không chạm tới được ngay cả khi dùng đầu dò thử nghiệm tiêu chuẩn với lực ấn không quá 5 N.
Sau thử nghiệm, nhãn ghi vẫn được rõ ràng.
Sự đổi màu, phồng rộp hoặc xê dịch nhỏ của hợp chất gắn được bỏ qua miễn là không phương hại đến an toàn theo qui định của tiêu chuẩn này.
21.2. Các bộ phận bằng vật liệu cách điện cần thiết để giữ các bộ phận mang dòng và các bộ phận của mạch nối đất đúng vị trí phải chịu thử nghiệm áp lực của một viên bi nhờ thiết bị cho trên Hình 25, trừ các phần cách điện cần thiết để giữ đầu nối đất trong hộp phải được thử nghiệm như qui định trong 21.3.
CHÚ THÍCH: Khi không thể thực hiện được thử nghiệm này trên mẫu, thử nghiệm phải được thực hiện trên một miếng cắt ra từ mẫu, có chiều dày ít nhất 2 mm. Nếu điều này không thể thực hiện được thì có thể sử dụng tối đa 4 lớp cắt từ cùng một mẫu, tổng chiều dày các lớp không nhỏ hơn 2,5 mm.
Bề mặt của bộ phận đem thử được đặt nằm ngang và viên bi thép đường kính 5 mm được ép lên bề mặt với lực ép 20 N.
Dây dẫn thử nghiệm và phương tiện đỡ phải được đặt trong tủ nhiệt trong thời gian đủ để đảm bảo chúng đã đạt nhiệt độ thử ổn định trước khi thử nghiệm bắt đầu.
Nhiệt độ của tủ nhiệt là 125 °C ± 2 °C.
Sau 1 h, lấy viên bi ra khỏi mẫu và nhúng mẫu vào nước lạnh trong 10 s để có nhiệt độ xấp xỉ nhiệt độ phòng.
Vết lõm do viên bi gây ra có đường kính không được lớn hơn 2 mm.
21.3. Các bộ phận bằng vật liệu cách điện không cần thiết để giữ các bộ phận mang dòng và các phần của mạch nối đất vào vị trí, cho dù chúng có tiếp xúc với nhau, được thử nghiệm chịu lực ép viên bi theo 21.2, nhưng thử nghiệm được tiến hành ở nhiệt độ 70 °C ± 2 °C hoặc 40 °C ± 2 °C cộng với độ tăng nhiệt cao nhất được xác định cho bộ phận liên quan trong quá trình thử nghiệm ở Điều 17, chọn giá trị cao hơn.
22. Vít, bộ phận mang dòng và mối nối
22.1. Mối nối điện hoặc cơ phải chịu được ứng suất cơ học xảy ra trong sử dụng bình thường.
Mối nối cơ được sử dụng khi lắp đặt khí cụ có thể là các vít tạo ren hay vít cắt ren chỉ khi chúng đồng bộ với chi tiết sẽ bắt vào. Ngoài ra, vít cắt ren được sử dụng khi lắp đặt phải có chi tiết giữ với bộ phận liên quan của khí cụ.
Vít hoặc đai ốc có truyền lực ép tiếp xúc phải có liên kết bằng ren kim loại.
Kiểm tra sự phù hợp bằng cách xem xét và, đối với vít và đai ốc dùng để nối ruột dẫn ngoài và lắp đặt thiết bị đóng cắt thì kiểm tra bằng các thử nghiệm sau.
CHÚ THÍCH 1: Yêu cầu đối với kiểm tra đầu nối được cho trong Điều 12.
Vít hoặc đai ốc được xiết chặt và nới lỏng:
- 10 lần đối với vít vặn vào ren của vật liệu cách điện;
- 5 lần đối với các trường hợp khác.
Vít hoặc đai ốc vặn vào ren của vật liệu cách điện phải được vặn vào và tháo ra hoàn toàn mỗi lần.
Thử nghiệm được tiến hành nhờ một tuốcnơvít thích hợp hoặc bằng dụng cụ thích hợp với mômen như trong 12.2.5.
Ruột dẫn được tháo ra khi vít hoặc đai ốc được nới lỏng.
Trong quá trình thử nghiệm, không được có các hỏng hóc cho sử dụng tiếp theo của các mối nối bằng ren như gẫy vít hoặc hỏng ren hoặc hỏng rãnh trên mũ vít (khiến không sử dụng được tuốcnơvít thích hợp) hoặc vòng đệm, vòng kẹp.
CHÚ THÍCH 2: Vít hoặc đai ốc để lắp ráp thiết bị đóng cắt kể cả để cố định nắp đậy hoặc tấm đậy v.v.. nhưng không là phương tiện nối các ống cách điện có ren và các vít để cố định đế của thiết bị đóng cắt.
CHÚ THÍCH 3: Mối nối ren được xem như đã kiểm tra từng phần bởi thử nghiệm ở Điều 19 và 20.
22.2. Đối với các vít vặn vào ren của vật liệu cách điện khi lắp đặt thiết bị đóng cắt thì phải đảm bảo tính dẫn hướng chúng vào lỗ vít hoặc đai ốc.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH: Các yêu cầu về dẫn hướng được coi là được đáp ứng nếu hướng của vít bị nghiêng sẽ không vặn vào được, ví dụ nhờ phần dẫn hướng vít ở chi tiết cần cố định, được thực hiện bằng cách khoét rộng một đoạn ren trong hoặc tiện bỏ một phần ren ở đầu vít.
22.3. Các mối nối điện phải thiết kế sao cho lực ép tiếp xúc không truyền qua vật liệu cách điện không phải gốm, mica nguyên chất hoặc vật liệu khác có đặc tính thích hợp không kém, trừ khi có đủ độ đàn hồi ở bộ phận kim loại để bù lại sự co ngót hoặc lún của vật liệu cách điện.
Kiểm tra sự phù hợp bằng cách xém xét và thử nghiệm bằng tay.
CHÚ THÍCH: Sự phù hợp của vật liệu được xem xét bằng độ ổn định kích thước.
22.4. Vít và vít đầu tròn dùng cho các mối nối điện và mối ghép cơ khí phải hãm được để chống nới lỏng và chống xoay.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH 1: Vòng đệm đàn hồi có thể có tác dụng hãm.
CHÚ THÍCH 2: Đối với vít đầu tròn có cổ không tròn hoặc có rãnh thích hợp cũng có thể đảm bảo.
CHÚ THÍCH 3: Hợp chất gắn khi nóng bị mềm ra chỉ hãm tốt với các mối nối bằng vít không chịu xoắn trong sử dụng bình thường.
22.5. Các bộ phận mang dòng, kể cả các bộ phận của đầu nối (cả đầu nối đất) phải bằng kim loại có độ bền cơ, độ dẫn điện và khả năng chống ăn mòn phù hợp với sử dụng dự kiến, trong các điều kiện xảy ra trong khí cụ.
Kiểm tra sự phù hợp bằng cách xem xét và nếu cần, bằng hóa phân tích.
Ví dụ cho các vật liệu thích hợp khi sử dụng trong dải nhiệt độ cho phép và dưới các điều kiện ô nhiễm hóa chất bình thường là:
- đồng;
- hợp kim có ít nhất 58 % đồng đối với các bộ phận làm từ lá cán nguội hoặc ít nhất 50 % đồng đối với các bộ phận khác;
- thép không gỉ có ít nhất 13 % crôm và không quá 0,12 % cácbon;
- thép mạ kẽm bằng phương pháp mạ điện theo ISO 2081, chiều dày lớp mạ ít nhất là:
● 5 mm, ISO No.1 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX0;
● 12 mm, ISO No.2 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX4;
● 25 mm, ISO No.3 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX5;
- thép mạ niken và crôm bằng phương pháp mạ điện theo ISO 1456, chiều dày lớp mạ ít nhất là:
● 20 mm, ISO No.2 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX0;
● 30 mm, ISO No.3 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX4;
● 40 mm, ISO No.4 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX5;
- thép mạ thiếc bằng phương pháp mạ điện theo ISO 2093, chiều dày lớp mạ ít nhất là:
● 12 mm, ISO No.2 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX0;
● 20 mm, ISO No.3 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX4:
● 30 mm, ISO No.4 - điều kiện sử dụng, dùng cho thiết bị đóng cắt có mã IPX5;
Các bộ phận mang dòng nào có thể phải chịu mài mòn cơ khí thì không được làm từ sắt mạ.
Trong điều kiện ẩm ướt, các kim loại có sự khác biệt lớn về mức điện hóa thì không được để chúng tiếp xúc với nhau.
Kiểm tra sự phù hợp bằng một thử nghiệm đang được xem xét.
CHÚ THÍCH: Yêu cầu này không áp dụng cho vít, đai ốc, vòng đệm, tấm kẹp và các bộ phận tương tự của đầu nối.
22.6. Các tiếp điểm mà trong sử dụng bình thường phải chịu tác động trượt thì phải được làm bằng kim loại chịu mài mòn.
Kiểm tra sự phù hợp với yêu cầu của 22.5 và 22.6 bằng cách xem xét và bằng hóa phân tích.
22.7. Vít tạo ren và vít cắt ren không được sử dụng để nối các bộ phận mang dòng. Chúng có thể được sử dụng để nối đất dài hạn, với điều kiện trong sử dụng bình thường không nhất thiết phải động đến mối nối và phải sử dụng ít nhất hai vít cho mỗi mối nối.
Kiểm tra sự phù hợp bằng cách xem xét.
CHÚ THÍCH: Sử dụng loại vít cắt ren nào cho việc lắp đặt thiết bị đóng cắt đang được xem xét.
23. Chiều đài đường rò, khe hở không khí và khoảng cách qua hợp chất gắn
Chiều đài đường rò, khe hở không khí và khoảng cách xuyên qua hợp chất gắn phải không nhỏ hơn các giá trị nêu trong Bảng 20.
Bảng 20 - Chiều dài đường rò, khe hở không khí và khoảng cách qua hợp chất gắn
Mô tả | mm |
Chiều dài đường rò |
|
1. Giữa các phần mang điện được cách ly khi các tiếp điểm ở trạng thái mở | 3 |
2. Giữa các phần mang điện có cực tính khác nhau | 4 1)6) |
3. Giữa các phần mang điện và: |
|
- Bề mặt chạm tới được của các phần bằng vật liệu cách điện |
|
- Các phần kim loại nối đất kể cả mạch nối đất |
|
- Khung kim loại lắp đặt đế của thiết bị đóng cắt kiểu lắp chìm |
|
- Các vít hoặc phương tiện cố định đế, nắp đậy hoặc tấm đậy |
|
- Các bộ phận kim loại thuộc cơ cấu truyền động, nếu có yêu cầu cách điện với phần mang điện (xem 10.4) | 3 |
4. Giữa các bộ phận kim loại của cơ cấu truyền động, nếu có yêu cầu cách điện với các phần kim loại chạm tới được (xem 10.5) và: |
|
- Các vít hoặc phương tiện cố định đế, nắp đậy hoặc tấm đậy |
|
- Khung kim loại lắp đặt đế của thiết bị đóng cắt kiểu lắp chìm |
|
- Các phần kim loại chạm tới được | 3 |
5. Giữa các phần mang điện và phần kim loại chạm tới được của bộ phận không nối đất, trừ các vít hoặc tương tự | 6 2) |
Khe hở không khí |
|
6. Giữa các phần mang điện được cách ly khi tiếp điểm ở trạng thái mở | 3 3)4) |
7. Giữa các phần mang điện có cực tính khác nhau | 3 6) |
8. Giữa các phần mang điện và: |
|
- Bề mặt chạm tới được của các phần bằng vật liệu cách điện; |
|
- Các phần kim loại nối đất kể cả mạch nối đất, không kể điểm 9 và 11; |
|
- Khung kim loại lắp đặt đế của thiết bị đóng cắt kiểu lắp chìm; |
|
- Các vít hoặc phương tiện cố định đế, nắp đậy hoặc tấm đậy; |
|
- Các bộ phận kim loại thuộc cơ cấu truyền động, nếu có yêu cầu cách điện với phần mang điện (xem 10.4) | 3 |
9. Giữa các phần mang điện và: |
|
- Hộp kim loại được nối đất 5) khi thiết bị đóng cắt lắp đặt ở vị trí bất lợi nhất; | 3 |
- Hộp kim loại không nối đất, không có lớp cách điện, khi các thiết bị đóng cắt lắp đặt ở vị trí bất lợi nhất | 4,5 |
10. Giữa các bộ phận kim loại thuộc cơ cấu truyền động, nếu có yêu cầu cách điện với các phần kim loại chạm tới được (xem 10.5) và |
|
- Các vít hoặc phương tiện cố định đế, nắp đậy hoặc tấm đậy; |
|
- Khung kim loại lắp đặt đế của thiết bị đóng cắt kiểu lắp chìm; |
|
- Các phần kim loại chạm tới được khi đế được cố định trực tiếp trên tường | 3 |
11. Giữa các phần mang điện và bề mặt lắp đặt đế của thiết bị đóng cắt kiểu lắp nổi khi đế được cố định trực tiếp trên tường | 6 |
12. Giữa các phần mang điện và đáy của hốc lắp ruột dẫn ngoài, nếu có, dùng cho thiết bị đóng cắt kiểu lắp nổi | 3 |
13. Giữa các phần mang điện và phần kim loại chạm tới được không nối đất ngoại trừ các vít và các chi tiết tương tự | 6 2) |
Khoảng cách xuyên qua hợp chất gắn |
|
14. Giữa các phần mang điện được phủ một lớp hợp chất gắn dày tối thiểu 2 mm và bề mặt trên đó lắp đế của thiết bị đóng cắt kiểu lắp nổi | 4 1) |
15. Giữa các phần mang điện được phủ một lớp hợp chất gắn dày tối thiểu 2 mm và đáy của hốc lắp ruột dẫn ngoài, nếu có, đối với thiết bị đóng cắt kiểu lắp nổi | 2,5 |
1) Giá trị này được giảm còn 3 mm cho thiết bị đóng cắt có điện áp danh định đến và bằng 250 V. 2) Giá trị này được giảm còn 4,5 mm cho các khí cụ có điện áp danh định đến và bằng 250 V. 3) Giá trị này được giảm còn 1,2 mm khi tiếp điểm ở trạng thái mở đối với các phần mang điện của thiết bị đóng cắt kiểu khe hở nhỏ, giá trị này được thay đổi trong quá trình tách ra của các tiếp điểm. 4) Giá trị này không qui định khi tiếp điểm đang mở, đối với phần mang điện của thiết bị đóng cắt có khe hở nhỏ, giá trị này bị thay đổi trong quá trình dịch chuyển của tiếp điểm. 5) Hộp kim loại nối đất, chỉ phù hợp để lắp đặt khi có yêu cầu nối đất hộp kim loại. 6) Khe hở không khí và chiều dài đường rò giữa các bộ phận mang điện có cực tính khác nhau được giảm xuống còn 1 mm giữa các dây dẫn chỉ trong chân của bóng đèn neon có điện trở bên ngoài. | |
Kiểm tra sự phù hợp bằng cách đo.
Phép đo được tiến hành trên thiết bị đóng cắt đã được lắp với ruột dẫn có mặt cắt lớn nhất thích hợp trong Điều 12, cũng như với thiết bị đóng cắt không lắp ruột dẫn.
Khoảng cách qua các khe hoặc các lỗ hở ở các bộ phận bên ngoài bằng vật liệu cách điện được đo đến lá kim loại tiếp xúc với bề mặt có thể chạm tới được; lá kim loại được đẩy vào các góc và các chỗ tương tự bằng đầu dò thử nghiệm thẳng không khớp, có cùng kích thước với đầu dò thử nghiệm tiêu chuẩn trên Hình 1 của TCVN 4255 (IEC 60529), nhưng không ấn vào các lỗ thủng.
Ruột dẫn sẽ phải luồn vào đầu nối và được nối sao cho vỏ cách điện của dây chạm tới bộ phận kim loại của bộ kẹp hoặc nếu vỏ cách điện bị vướng bởi kết cấu của phần kim loại thì phải chạm tới phần bên ngoài của chi tiết cản.
Đối với thiết bị đóng cắt kiểu lắp nổi có mã IP là IP20, ống cách điện bất lợi nhất hoặc cáp được đưa vào thiết bị đóng cắt một đoạn bằng 1 mm theo 13.12.
Nếu khung kim loại lắp đặt đế của các thiết bị đóng cắt kiểu lắp chìm có thể xê dịch thì phải đạt ở vị trí bất lợi nhất.
CHÚ THÍCH 1: Bộ phận kim loại bất kỳ tiếp xúc với bộ phận kim loại của cơ cấu truyền động thì được xem như bộ phận kim loại của cơ cấu truyền động.
CHÚ THÍCH 2: Trong thiết bị đóng cắt kiểu có hai điểm cắt, chiều dài đường rò được nêu ở khoản 1 hoặc khe hở không khí nêu ở khoản 5 của Bảng 20 là tổng chiều dài đường rò hoặc tổng khe hở không khí giữa tiếp điểm tĩnh và tiếp điểm động, và giữa tiếp điểm động và tiếp điểm tĩnh khác.
CHÚ THÍCH 3: Rãnh có chiều nhỏ hơn 1 mm được hạn chế ở độ rộng của nó khi tính chiều dài đường rò.
CHÚ THÍCH 4: Một khe hở không khí nhỏ hơn 1 mm không được tính vào khe hở tổng.
CHÚ THÍCH 5: Bề mặt trên đó lắp đế của thiết bị đóng cắt kiểu lắp nổi kể cả mặt tiếp xúc bất kỳ với đế khi lắp đặt thiết bị đóng cắt. Nếu đế có một tấm kim loại ở phía sau thì tấm kim loại không được xem là bề mặt lắp đạt.
23.2. Hợp chất gắn cách điện không được lồi ra bên trên mép của hốc chứa hợp chất gắn.
Kiểm tra sự phù hợp bằng cách xem xét.
24. Khả năng chịu nhiệt không bình thường, chịu cháy và chịu phóng điện bề mặt của vật liệu cách điện
24.1. Khả năng chịu nhiệt không bình thường và chịu cháy
Các bộ phận làm bằng vật liệu cách điện có thể phải chịu các ứng suất nhiệt do hiệu ứng điện và suy giảm của chúng có thể làm mất an toàn của phụ kiện, không được bị ảnh hưởng quá mức do quá nhiệt hoặc do cháy.
24.1.1. Thử nghiệm sợi dây nóng đỏ
Thử nghiệm được thực hiện theo IEC 60695-2-1 trong các điều kiện sau:
- đối với các bộ phận bằng vật liệu cách điện dùng để cố định các bộ phận mang dòng và các bộ phận của mạch nối đất vào vị trí các thử nghiệm được tiến hành ở nhiệt độ 850 °C, riêng các bộ phận bằng vật liệu cách điện dùng để cố định đầu nối đất vào vị trí nằm trong hộp thì thử nghiệm ở nhiệt độ 650 °C;
- đối với các bộ phận bằng vật liệu cách điện không phải để cố định các bộ phận mang dòng và các bộ phận của mạch nối đất vào vị trí nhưng lại tiếp xúc với chúng, các thử nghiệm được tiến hành ở nhiệt độ 650 °C.
Nếu các thử nghiệm qui định phải thực hiện ở nhiều điểm trên cùng một mẫu thiết bị đóng cắt thì cần lưu ý để đảm bảo rằng bất kỳ hư hỏng nào ở thử nghiệm trước không được ảnh hưởng đến kết quả của thử nghiệm sẽ tiến hành.
Các chi tiết nhỏ có bề mặt nằm lọt hoàn toàn trong đường tròn đường kính 15 mm hoặc bề mặt có một chiều nằm ngoài đường tròn đường kính 15 mm nhưng chiều kia lại nhỏ hơn đường tròn đường kính 8 mm thì không phải chịu thử nghiệm ở điều này (xem Hình 26 để minh họa).
CHÚ THÍCH 1: Khi kiểm tra bề mặt, các phần nhô ra trên bề mặt và các lỗ không vượt quá 2 mm nằm trên kích thước lớn nhất thì được bỏ qua.
Các chi tiết là vật liệu gốm cũng không phải tiến hành thử nghiệm này.
CHÚ THÍCH 2: Thử nghiệm sợi dây nóng đỏ là để đảm bảo rằng một sợi dây thử nghiệm được nung nóng bằng điện trong điều kiện nhất định không gây ra cháy các bộ phận cách điện hoặc một phần bằng vât liệu cách điện có thể bắt lửa từ sợi dây nóng đỏ, chỉ cháy trong một thời gian giới hạn mà không có lửa lan ra hoặc do các bộ phân cháy hoặc các giọt nhỏ từ các bộ phận thử nghiệm rơi xuống tấm gỗ thông được phủ giấy bản.
Nếu có thể, mẫu là một thiết bị đóng cắt hoàn chỉnh.
CHÚTHÍCH 3: Nếu thử nghiệm không thể thực hiện trên mẫu hoàn chỉnh, có thể cắt ra một phần thích hợp để thử nghiệm.
Thử nghiệm được tiến hành trên một mẫu. Nếu có nghi ngờ thì phải thử lại trên hai mẫu mới.
Mẫu được đặt 24 h ở điều kiện môi trường tiêu chuẩn trước khi thử nghiệm, phù hợp với IEC 60212.
Thử nghiệm được tiến hành với sợi dây nóng đỏ.
Mẫu thử nghiệm được đặt ở vị trí bất lợi nhất theo mục đích sử dụng (có bề mặt thử nghiệm ở vị trí thẳng đứng). Đầu của sợi dây nóng đỏ được áp vào bề mặt qui định của mẫu có lưu ý đến điều kiện sử dụng khi phần tử bị đốt nóng hay phần tử nóng đỏ tiếp xúc với thiết bị đóng cắt.
Trong quá trình sợi dây nóng đỏ áp vào và trong thời gian 30 s sau khi kết thúc thời gian áp vào, mẫu và các phần bao quanh, kể cả lớp bên dưới mẫu cũng phải được xem xét.
Thời gian mồi lửa, thời gian xuất hiện lửa trên mẫu và/hoặc thời gian tắt lửa hoặc thời gian khi áp vào phải được đo và ghi lại.
Thiết bị đóng cắt được coi là đạt yêu cầu thử nghiệm sợi dây nóng đỏ nếu:
- không nhìn thấy ngọn lửa và không có cháy đỏ kéo dài;
- ngọn lửa và chỗ cháy đỏ trên mẫu tự tắt trong vòng 30 s sau khi đưa sợi dây nóng đỏ ra xa.
Giấy bản không được cháy hoặc tấm gỗ không được xém.
24.2. Khả năng chịu phóng điện bề mặt
Đối với các thiết bị đóng cắt có mã IP lớn hơn IPX0, các bộ phận bằng vật liệu cách điện dùng để giữ các bộ phận mang điện vào vị trí phải là vật liệu có độ bền đối với phóng điện.
Kiểm tra sự phù hợp theo IEC 60112.
Không thử nghiệm các bộ phận bằng gốm.
Một tấm phẳng của bộ phận mang thử có kích thước ít nhất là 15 mm x 15 mm được đặt nằm ngang trên dụng cụ thử.
Vật liệu đem thử phải chịu được chỉ số không phóng điện bề mặt ở 175 V với dung dịch thử A, thời gian giữa các giọt là 30 s ± 5 s.
Sau khi nhỏ 50 giọt giữa các điện cực không được xảy ra phóng điện bề mặt hay đánh thủng.
25. Khả năng chống gỉ
Các bộ phận bằng sắt, thép kể cả nắp đậy và hộp phải được bảo vệ chống gỉ thích hợp.
Kiểm tra sự phù hợp bằng thử nghiệm sau:
Ngâm các bộ phận cần thử vào cacbon tetraclorua, triclorua etan hoặc chất tẩy rửa tương đương trong 10 min để tẩy dầu mỡ trước khi thử nghiệm.
Sau đó ngâm các bộ phận này trong dung dịch amon clorua 10 % trong nước ở nhiệt độ 20 °C ± 5 oC trong 10 min.
Không để khô, nhưng sau khi lắc hết giọt bám trên mẫu, đặt mẫu vào hộp có chứa không khí có độ ẩm bão hòa ở nhiệt độ 20 °C ± 5 °C trong 10 min.
Sấy khô các bộ phận này trong 10 min ở nhiệt độ 100 °C ± 5 °C, bề mặt của chúng phải không có dấu hiệu gỉ.
CHÚ THÍCH 1: Được phép bỏ qua các vết gỉ ở mép sắc và lớp mỏng màu vàng có thể lau sạch.
CHÚ THÍCH 2: Các lò xo nhỏ và các bộ phận tương tự cũng như các bộ phận không chạm tới được có thể bị chà xát, chống gỉ bằng cách bôi mỡ. Các bộ phận như vậy chỉ phải chịu thử nghiệm này nếu có nghi ngờ về hiệu quả chống gỉ của lớp mỡ, khi đó thử nghiệm tiến hành mà không tẩy dầu mỡ trước.
26. Các yêu cầu đối với EMC
26.1. Miễn nhiễm
Các thiết bị đóng cắt thuộc phạm vi của tiêu chuẩn này chịu được các nhiễu điện từ và do đó không cần thiết phải thử nghiệm miễn nhiễm.
26.2. Phát xạ
Nhiễu điện từ chỉ sinh ra trong quá trình thao tác đóng cắt. Vì nó không liên tục nên không cần thiết phải thử nghiệm phát xạ.
Kích thước tính bằng milimét
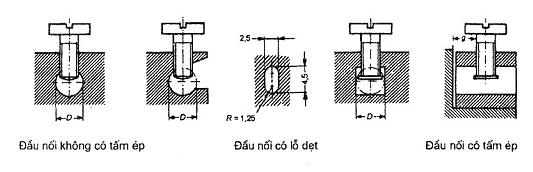
Mặt cắt của ruột dẫn phù hợp với đầu nối | Đường kính nhỏ nhất D (hoặc kích thước nhỏ nhất) của không gian dành cho ruột dẫn | Khoảng cách nhỏ nhất g giữa vít kẹp và đầu của ruột dẫn khi luồn vào hoàn toàn | Mômen Nm | ||||||
mm | 1* | 3* | 4* | ||||||
mm2 | mm | Một vít | Hai vít | Một vít | Hai vít | Một vít | Hai vít | Một vít | Hai vít |
Đến 1,5 | 2,5 | 1,5 | 1,5 | 0,2 | 0,2 | 0,2 | 0,4 | 0,4 | 0,4 |
2,5 (lỗ tròn) | 3,0 | 1,5 | 1,5 | 0,25 | 0,2 | 0,5 | 0,4 | 0,5 | 0,4 |
2,5 (lỗ dẹt) | 2,5 x 4.5 | 1,5 | 1,5 | 0,25 | 0,2 | 0,5 | 0,4 | 0,5 | 0,4 |
4 | 3,6 | 1,8 | 1,5 | 0,4 | 0,2 | 0,8 | 0,4 | 0,7 | 0,4 |
6 | 4,0 | 1,8 | 1,5 | 0,4 | 0,25 | 0,8 | 0,5 | 0,8 | 0,5 |
10 | 4,5 | 2,0 | 1,5 | 0,7 | 0,25 | 1,2 | 0,5 | 1,2 | 0,5 |
16 | 5,5 | 2,5 | 2,0 | 0,8 | 0,7 | 2,0 | 1,2 | 2,0 | 1,2 |
25 | 7,0 | 3,0 | 2,0 | 1,2 | 0,7 | 2,5 | 1,2 | 3,0 | 1,2 |
* Giá trị qui định ở đây được áp dụng cho vít cho trong các cột tương ứng trong Bảng 3. | |||||||||
Phần của đầu nối có lỗ ren và phần của đầu nối ép vào ruột dẫn được kẹp bằng vít có thể là hai phần riêng biệt như trong trường hợp đầu nối có móc.
Hình dạng của không gian dành cho ruột dẫn có thể khác với hình vẽ, với điều kiện là có thể vẽ nội tiếp đường tròn có đường kính bằng giá trị nhỏ nhất được qui định cho D hoặc đường bao nhỏ nhất được qui định đối với lỗ dẹt để lắp các ruột dẫn mặt cắt đến 2,5 mm2.
Hình 1 - Đầu nối kiểu trụ
Vít không yêu cầu vòng đệm, tấm kẹp hoặc chi tiết chống nới lỏng | Vít yêu cầu vòng đệm, tấm kẹp hoặc chi tiết chống nới lỏng |
|
|
Đầu nối bắt vít | |
|
|
Đầu nối bắt bulông | |

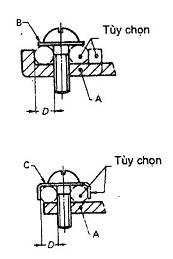
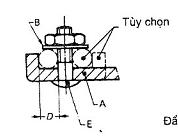

A Phần cố định
B Vòng đệm hoặc tấm kẹp
C Chi tiết chống nới lỏng
D Không gian dành cho ruột dẫn
E Bulông
Mặt cắt của ruột dẫn phù hợp với đầu nối | Đường kính nhỏ nhất D của không gian dành cho ruột dẫn | Mômen Nm | |||
3* | 4* | ||||
mm2 | mm | Một vít | Hai vít | Một vít hoặc một bulông | Hai vít hoặc hai bulông |
Đến 1,5 | 1,7 | 0,5 | - | 0,5 | - |
Đến 2,5 | 2,0 | 0,8 | - | 0,8 | - |
Đến 4 | 2,7 | 1,2 | 0,5 | 1,2 | 0,5 |
Đến 6 | 3,6 | 2,0 | 1,2 | 2,0 | 1,2 |
Đến 10 | 4,3 | 2,0 | 1,2 | 2,0 | 1,2 |
Đến 16 | 5,5 | 2,0 | 1,2 | 2,0 | 1,2 |
Đến 25 | 7,0 | 2,5 | 2,0 | 3,0 | 2,0 |
* Giá trị qui định ở đây được áp dụng cho vít cho trong các cột tương ứng trong Bảng 3. | |||||
Phần giữ ruột dẫn đúng vị trí có thể bằng vật liệu cách điện với điều kiện lực ép cần thiết để kẹp ruột dẫn không truyền qua vật liệu cách điện.
Chỗ đặt tuỳ chọn thứ hai dùng cho đầu nối phù hợp với mặt cắt của ruột dẫn đến 2,5 mm2 có thể dùng để nối ruột dẫn thứ hai khi yêu cầu nối hai ruột dẫn 2,5 mm2.
Hình 2 - Đầu nối bắt vít và đầu nối bắt bulông
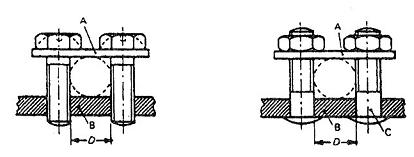
A Đệm
B Phần cố định
C Bulông
D Không gian dành cho ruột dẫn
Mặt cắt của ruột dẫn phù hợp với đầu nối mm2 | Đường kính nhỏ nhất D của không gian dành cho ruột dẫn mm | Mômen Nm |
Đến 4 | 3,0 | 0,5 |
Đến 6 | 4,0 | 0,8 |
Đến 10 | 4,5 | 1,2 |
Đến 16 | 5,5 | 1,2 |
Đến 25 | 7,0 | 2,0 |
Hình dạng của không gian dành cho ruột dẫn có thể khác với hình vẽ với điều kiện là có thể vẽ nội tiếp đường tròn có đường kính bằng giá trị nhỏ nhất được qui định cho D.
Hình dạng mặt trên và mặt dưới của đệm được làm khác nhau để chứa được cả ruột dẫn có mặt cắt lớn và nhỏ bằng cách đảo ngược vòng đệm.
Hình 3 - Đầu nối kiểu yên ngựa
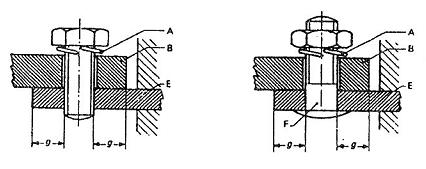
A Vòng đệm kênh
B Đầu cốt cáp hoặc thanh dẫn trần
E Phần cố định
F Bu lông
Mặt cắt của ruột dẫn phù hợp với đầu nối | Kích thước nhỏ nhất g giữa gờ của lỗ và mặt bên của vùng kẹp | Mômen Nm | |
mm2 | mm | 3* | 4* |
Đến 16 | 7,5 | 2,0 | 2,0 |
Đến 25 | 9,0 | 2,5 | 3,0 |
* Giá trị qui định được áp dụng cho vít cho trong các cột tương ứng trong Bảng 3. | |||
Đối với đầu nối loại này phải có vòng đệm lò xo hoặc chi tiết hãm có hiệu quả tương đương và mặt trong của vùng kẹp phải nhẵn.
Với loại thiết bị đóng cắt nhất định, cho phép sử dụng đầu nối kiểu lỗ có kích thước nhỏ hơn giá trị qui định.
Hình 4 - Đầu nối kiểu lỗ

A Phần cố định
D Không gian dành cho ruột dẫn *
Mặt cắt của ruột dẫn phù hợp với đầu nối mm2 | Đường kính nhỏ nhất D của không gian dành cho ruột dẫn * mm | Khoảng cách nhỏ nhất giữa phần cố định và đầu của ruột dẫn khi luồn vào hoàn toàn mm |
Đến 1,5 | 1,7 | 1,5 |
Đến 2,5 | 2,0 | 1,5 |
Đến 4 | 2,7 | 1,8 |
Đến 6 | 3,6 | 1,8 |
Đến 10 | 4,3 | 2,0 |
Đến 16 | 5,5 | 2,5 |
Đến 25 | 7,0 | 3,0 |
* Phần đáy của không gian dành cho ruột dẫn phải lượn tròn để mối nối được tin cậy. | ||
Giá trị mômen đặt vào bằng giá trị qui định trong cột 2 hoặc 4 của Bảng 3, khi thích hợp.
Hình 5 - Đầu nối măng sông

Hình 6 - Vít tạo ren
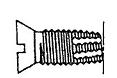
Hình 7 - Vít cắt ren
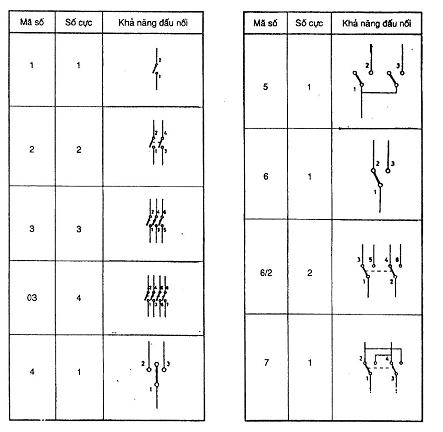
Hình thể hiện các đầu nối chỉ dùng để diễn tả các thử nghiệm, mà không có yêu cầu phải ghi nhãn.
Hình 8 - Phân loại theo khả năng đấu nối
Hình 9 - Để trống

CHÚ THÍCH: Cần chú ý để lỗ của ống lót được làm sao cho lực duỗi thẳng dây cáp chỉ là lực kéo và tránh được các mômen tác dụng vào ruột dẫn trong cơ cấu kẹp.
Hình 10 - Thiết bị thử nghiệm để kiểm tra sự hư hại đối với ruột dẫn
Kích thước tính bằng milimét

A Ampe kế
S Thiết bị đóng cắt
mV Milivôn kế
1 Mẫu thử
2 Bộ kẹp thử nghiệm
3 Ruột dẫn
4 Ruột dẫn sau khi làm lệch
5 Điểm đặt lực làm lệch
6 Lực làm làm lệch (vuông góc với ruột dẫn thẳng)
Hình 11a - Nguyên lý của trang bị thử nghiệm làm lệch đầu nối không bắt ren | Hình 11 b - Ví dụ về bố trí thử nghiệm đo điện áp rơi trong thử nghiệm làm lệch đầu nối không bắt ren |
Hình 11
Cơ cấu truyền động
Bố trí cho các thiết bị đóng cắt kiểu xoay

Bố trí cho các thiết bị đóng cắt kiểu lật

Bố trí cho các thiết bị đóng cắt kiểu bập bênh và kiểu nút ấn
Bố trí cho các thiết bị đóng cắt kiểu dây giật
Hình 12 - Trang bị để thử nghiệm khả năng đóng và cắt và hoạt động bình thường của các loại thiết bị đóng cắt
|
|
|
Thiết bị đóng cắt mã số 1 | Thiết bị đóng cắt mã số 2 | Thiết bị đóng cắt mã số 3 |
|
|
|
Thiết bị đóng cắt mã số 03 | Thiết bị đóng cắt mã số 4 | Thiết bị đóng cắt mã số 5 |
|
|
|
Thiết bị đóng cắt mã số 6 | Thiết bị đóng cắt mã số 6/2 | Thiết bị đóng cắt mã số 7 |









Mũi tên thể hiện cách đấu nối dây pha chỉ là một ví dụ.
Khi nhà chế tạo ghi nhãn thể hiện cách đấu nối khác thì ghi nhãn cách đấu nối này phải đi kèm thiết bị đóng cắt.
Hình 13 - Sơ đồ mạch điện để thử nghiệm khả năng đóng và cắt và hoạt động bình thường của thiết bị đóng cắt
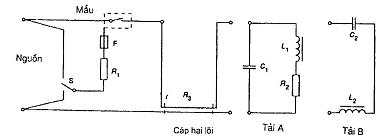
Hình 14 - Sơ đồ mạch điện để thử nghiệm thiết bị đóng cắt sử dụng phụ tải bóng đèn huỳnh quang
Kích thước tính bằng milimét
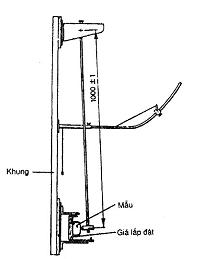
Hình 15 - Thiết bị thử va đập
Kích thước tính bằng milimét

Vật liệu của các chi tiết
1: Polyamit
2,3,4,5: Thép Fe 360
Hình 16 - Thiết bị thử va đập kiểu con lắc (các chi tiết của búa)
Kích thước tính bằng milimét

Hình 17 - Giá lắp đặt mẫu
Kích thước tính bằng milimét

Kích thước của hốc trong khối gỗ trăn hoặc vật liệu tương tự chỉ được đưa ra làm ví dụ.
Hình 18 - Khối lắp đặt dùng cho thiết bị đóng cắt kiểu lắp chìm
Kích thước tính bằng milimét

Hình 19 - Bố trí để thử nghiệm tấm đậy
Kích thước tính bằng milimét
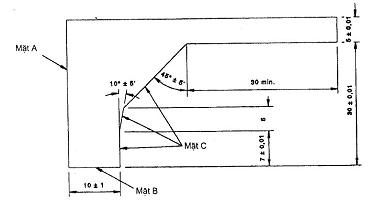
Hình 20 - Dưỡng (dày khoảng 2 mm) để kiểm tra đường bao của nắp đặy, tấm đậy hoặc cơ cấu tác động

* Miếng kê có cùng chiều dày với bộ phận đỡ
Hình 21 - Ví dụ về việc áp dưỡng của Hình 20 vào nắp đậy được cố định không bắt ren trên bề mặt lắp đặt hoặc bề mặt đỡ
Kích thước tính bằng milimét

Trường hợp a) và b): Không phù hợp.
Trường hợp c); d); e) và f): Phù hợp (tuy nhiên cũng phải kiểm tra sự phù hợp theo yêu cầu của 20.8 cùng với dưỡng cho trên Hình 23).
Hình 22 - Ví dụ về việc áp dưỡng của Hình 20, theo yêu cầu của 20.7
Kích thước tính bằng milimét

Hình 23 – Dưỡng kiểm tra rãnh, lỗ và chỗ vát ngược
Kích thước tính bằng milimét

Hình 24 - Bản vẽ thể hiện hướng áp dưỡng ở Hình 23
Kích thước tính bằng milimét
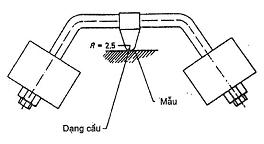
Hình 25 - Trang bị thử nghiệm ép viên bi
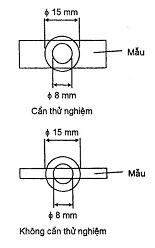
Hình 26 - Bản vẽ minh họa (24.1.1)
Kích thước tính bằng milimét
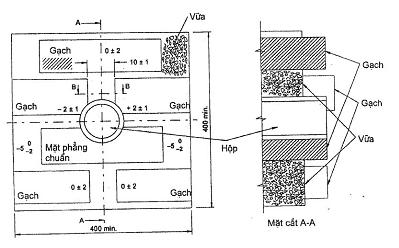
Tất cả các mối nối bằng vữa có chiều dày (10 ± 5) mm, nếu không có quy định nào khác

* hoặc theo hướng dẫn của nhà chế tạo
Hình 27 - Tường thử nghiệm theo yêu cầu của 15.2.2
PHỤ LỤC A
(qui định)
THỐNG KÊ CÁC MẪU CẦN CHO CÁC THỬ NGHIỆM
Số lượng mẫu cần cho thử nghiệm theo 5.4 như sau:
Các điều và khoản | Số lượng mẫu | Số lượng mẫu bổ sung dùng cho hai giá trị dòng điện danh định |
6. Thông số đặc trưng | A |
|
7. Phân loại | A |
|
8. Ghi nhãn | A |
|
9. Kiểm tra kích thước | ABC |
|
10. Bảo vệ chống điện giật | ABC |
|
11. Yêu cầu nối đất | ABC |
|
12. Đầu nối 1) | ABC | JKL |
13. Yêu cầu về kết cấu 2) | ABC |
|
14. Cơ cấu truyền động | ABC |
|
15. Khả năng chống lão hóa, chống sự xăm nhập có hại của nước và khả năng chịu ẩm | ABC |
|
16. Điện trở cách điện và độ bền điện | ABC |
|
17. Độ tăng nhiệt | ABC | JKL |
18. Khả năng đóng và khả năng cắt | ABC | JKL |
19. Hoạt động bình thường 3) | ABC | JKL |
20. Độ bền cơ 4) | ABC |
|
21. Khả năng chịu nhiệt | ABC |
|
22. Vít, bộ phận mang dòng và mối nối | ABC |
|
23. Chiều dài đường rò, khe hở không khí và khoảng cách qua hợp chất gắn | ABC |
|
19.2. Hoạt động bình thường đối với mạch điện đèn huỳnh quang | DEF | MNO |
24.1. Khả năng chịu nhiệt không bình thường và chịu cháy | GHI |
|
24.2. Khả năng chịu phóng điện bề mặt 5) | GHI |
|
25. Khả năng chống gỉ | GHI |
|
Tổng | 9 | 6 |
1) Bổ sung năm đầu nối không bắt ren để sử dụng cho thử nghiệm ở 12.3.11 và một bộ mẫu sử dụng cho thử nghiệm 12.3.12. 2) Mỗi thử nghiệm ở 13.15.1 và 13.15.2 cần bổ sung một màng lót. 3) Đối với thiết bị đóng cắt của mã số 2, sử dụng một mẫu bổ sung. 4) Bổ sung một mẫu thiết bị đóng cắt kiểu dây giật dùng cho thử nghiệm 20.9. 5) Có thể cần một mẫu bổ sung. | ||
PHỤ LỤC B
(qui định)
YÊU CẦU BỔ SUNG ĐỐI VỚI THIẾT BỊ ĐÓNG CẮT CÓ CÁC CHI TIẾT ĐỂ LUỒN VÀ GIỮ CHẶT CÁP MỀM
3. Định nghĩa
Bổ sung định nghĩa sau:
3.23. Thiết bị đóng cắt có lỗ luồn cáp mềm (flexible cable outlet switch)
Thiết bị đóng cắt có dự phòng để luồn cáp mềm.
7. Phân loại
Thêm điều khoản sau:
7.1.9. theo sự có mặt của lỗ luồn cáp mềm:
- không có lỗ luồn cáp mềm;
- có lỗ luồn cáp mềm.
10. Bảo vệ chống điện giật
10.1. Sau đoạn thứ 3 thêm nội dung:
Đối với thiết bị đóng cắt có lỗ luồn cáp mềm, thử nghiệm được thực hiện mà không lắp cáp mềm vào.
12. Đầu nối
12.2.5. Sau đoạn thứ 3 thêm nội dung:
Đối với thiết bị đóng cắt có lỗ luồn cáp mềm, thử nghiệm được lặp lại với cáp mềm có kích cỡ thích hợp (xem 13.15) sau qui trình tương tự.
13. Yêu cầu về kết cấu
Thêm điều khoản sau:
13.16. Thiết bị đóng cắt có lỗ luồn cáp mềm phải được thiết kế sao cho cáp mềm thích hợp, phù hợp với IEC 60245-4, mã 60245 IEC 66 hoặc TCVN 6610-5 (IEC 60227-5) mã 60227 IEC 53. hoặc như qui định của nhà chế tạo, có thể luồn vào thiết bị đóng cắt thông qua lỗ, rãnh hoặc gioăng thích hợp. Lối vào phải cho phép luồn các kích thước lớn nhất (vỏ bọc bên ngoài) của cáp mềm thích hợp, ruột dẫn của nó có diện tích mặt cắt qui định trong Bảng 12a, theo thông số danh định của dòng điện của thiết bị đóng cắt, nhưng nhỏ nhất là 1,5 mm2 và lối vào phải có hình dạng sao cho tránh làm hư hại cáp mềm.
Phải cung cấp cơ cấu chặn dây đối với cáp mềm sao cho ruột dẫn không bị kéo căng, kể cả xoắn, khi chúng được nối với đầu nối hoặc đầu cốt.
Cơ cấu chặn dây phải có vỏ bọc và phải bằng vật liệu cách điện hoặc, nếu bằng kim loại thì phải có lốp lót cách điện cố định vào phần kim loại.
Cơ cấu chặn dây phải chặn giữ chặt cáp mềm chắc chắn vào thiết bị đóng cắt.
Thiết kế phải đảm bảo rằng:
- cơ cấu chặn dây không thể nhả ra được từ bên ngoài;
- việc kẹp cáp không yêu cầu sử dụng dụng cụ đặc biệt.
Bảng 12.a - Giới hạn các kích thước bên ngoài của cáp mềm
Dòng diện danh định A | Diện tích mặt cắt của ruột dẫn mm2 | Số lượng ruột dẫn | Giới hạn kích thước bên ngoài của cáp mềm | |
Nhỏ nhất mm | Lớn nhất mm | |||
6 | 0,75 đến và bằng 1,5 | 2 | 3,8 x 6 | 5,2 x 7,6 |
6 | 11,5 | |||
3 | 12,5 | |||
4 | 13,5 | |||
5 | 15 | |||
10 | 1 đến và bằng 2,5 | 2 | 7,6 | 13,5 |
3 | 14,5 | |||
4 | 15,5 | |||
5 | 17 | |||
16 | 1,5 đến và bằng 4 | 2 | 7,6 | 15 |
3 | 16 | |||
4 | 18 | |||
5 | 19,5 | |||
20 đến 25 | 2,5 đến và bằng 6 | 2 | 8,6 | 18,5 |
3 | 20 | |||
4 | 22 | |||
5 | 24,5 | |||
CHÚ THÍCH: Giới hạn đường kính bên ngoài của cáp qui định trong Bảng này dựa trên mã 60227 IEC 53 theo TCVN 6610-5 (IEC 60227-5) và mã 60245 IEC 66 theo lEC 60245-4 và được đưa ra để tham khảo. | ||||
Vít được sử dụng để kẹp cáp không được dùng để cố định bộ phận bất kỳ nào khác trừ khi thiết bị đóng cắt hiển nhiên thấy là chưa hoàn chỉnh nếu thiếu bộ phận này hoặc bộ phận này được thay không đúng vị trí, hoặc bộ phận này được thiết kế để cố định mà không thể tháo ra được nếu không sử dụng dụng cụ.
Kiểm tra sự phù hợp bằng cách xem xét và bằng các thử nghiệm sau.
Thiết bị đóng cắt có lắp cáp mềm phù hợp với TCVN 6610-5 (IEC 60227-5), mã 60227 IEC 53 có diện tích mặt cắt ruột dẫn danh nghĩa là 1,5 mm2 và số lượng lõi ứng với số lượng cực của thiết bị đóng cắt.
CHÚ THÍCH: Để thực hiện thử nghiệm này, đất được coi là một cực.
Ruột dẫn được luồn vào các đầu nối và các vít của đầu nối được xiết chặt chỉ vừa đủ để không cho ruột dẫn dễ dàng thay đổi vị trí. Cơ cấu chặn dây được sử dụng theo cách thông thường, vít kẹp, nếu có được xiết chặt với mômen bằng 2/3 giá trị cho trong Bảng 3.
Sau khi chuẩn bị xong, không được có khả năng ấn cáp mềm vào trong thiết bị đóng cắt quá mức làm phương hại đến an toàn hoặc làm cho cơ cấu chặn dây bị lỏng ra.
Sau đó cáp mềm phải chịu kéo 25 lần với lực kéo 30 N. Lực kéo được đặt từ từ không giật theo hướng bất lợi nhất, mỗi lần trong 1 s. Ngay sau đó, cáp mềm phải chịu mômen 0,15 Nm trong 1 min càng gần đầu vào cáp càng tốt.
Lặp lại thử nghiệm trên, thiết bị đóng cắt được lắp cáp mềm có đường kính lớn nhất thích hợp phù hợp với IEC 60245-4, mã 60245 IEC 66. Lực kéo được tăng lên đến 60 N và mômen tăng lên đến 0,35 Nm.
Sau thử nghiệm, cáp mềm không được dịch chuyển quá 2 mm.
Để đo độ dịch chuyển theo chiều dọc, cần đánh dấu trên cáp mềm trong khi cho cáp chịu lực kéo, ở khoảng cách xấp xỉ 20 mm tính từ cơ cấu chặn dây trước khi bắt đầu thử nghiệm. Sau thử nghiệm, đo độ dịch chuyển của dấu trên cáp mềm so với cơ cấu chặn dây trong khi cáp mềm lại chịu lực kéo.
Điện áp xoay chiều 2 000 V được đặt vào giữa các ruột dẫn và cơ cấu chặn dây trong 1 min.
Trong quá trình thử nghiệm, cách điện của cáp mềm không được hỏng. Phóng điện đánh thủng và phóng điện bề mặt được xem là hỏng cáp mềm.
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Định nghĩa
4. Yêu cầu chung
5. Lưu ý chung đối với các thử nghiệm
6. Thông số đặc trưng
7. Phân loại
8. Ghi nhãn
9. Kiểm tra kích thước
10. Bảo vệ chống điện giật
11. Yêu cầu nối đất
12. Đầu nối
13. Yêu cầu về kết cấu
14. Cơ cấu truyền động
15. Khả năng chống lão hóa, bảo vệ bằng vỏ bọc của thiết bị đóng cắt và khả năng chịu ẩm
16. Điện trở cách điện và độ bền điện
17. Độ tăng nhiệt
18. Khả năng đóng và khả năng cắt
19. Hoạt động bình thường
20. Độ bền cơ
21. Khả năng chịu nhiệt
22. Vít, bộ phận mang dòng và mối nối
23. Chiều dài đường rò, khe hở không khí và khoảng cách qua hợp chất gắn
24. Khả năng chịu nhiệt không bình thường, chịu cháy và chịu phóng điện bề mặt của vật liệu cách điện
25. Khả năng chống gỉ
26. Các yêu cầu đối với EMC
Phụ lục A (qui định) - Thống kê các mẫu cần cho các thử nghiệm
Phụ lục B (qui định) - Yêu cầu bổ sung đối với thiết bị đóng cắt có các chi tiết để luồn và giữ chặt cáp mềm