Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7915-2:2009 (ISO 4126-2: 2003) về Thiết bị an toàn chống quá áp - Phần 2: Đĩa nổ
TIÊU CHUẨN QUỐC GIA
TCVN 7915-2:2009
THIẾT BỊ AN TOÀN CHỐNG QUÁ ÁP - PHẦN 2: ĐĨA NỔ
Safety devices for protection against excessive - Part 2: Bursting disc safety devices
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu cho các đĩa nổ. Tiêu chuẩn này bao gồm các yêu cầu về thiết kế, chế tạo, kiểm tra, thử nghiệm, giấy chứng nhận, ghi nhãn và bao gói.
Các yêu cầu về ứng dụng, lựa chọn và lắp đặt các đĩa nổ được nêu trong TCVN 7915-6:2009 (ISO 4126-6:2003(E)).
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất (bao gồm cả các sửa đổi).
EN 485-1, Aluminium and aluminium alloys - Sheet, strip and plate - Part 1: Technical conditions for inspection and delivery, (Nhôm và hợp kim nhôm - Lá, băng, và tấm - Phần 1: Điều kiện kỹ thuật cho kiểm tra và cung cấp).
EN 485-3, Aluminium and aluminium alloys - Sheet, strip and plate - Part 2: Mechanical Properties, (Nhôm và hợp kim nhôm - Lá, băng, và tấm - Phần 2: Cơ tính).
EN 485-3, Aluminium and aluminium alloys - Sheet, strip and plate - Part 3: Tolerances on shape and dimensions for hot-rolled products (Nhôm và hợp kim nhôm - Lá, băng, và tấm - Phần 3: Dung sai hình dạng và kích thước cho các sản phẩm cán nóng).
EN 485-4, Aluminium and aluminium alloys - Sheet, strip and plate - Part 4: Tolerances on shape and dimensions for cold-rolled products (Nhôm và hợp kim nhôm - Lá, băng, và tấm - Phần 4: Dung sai hình dạng và kích thước cho các sản phẩm cán nguội).
EN 573-3, Aluminium and aluminium alloys - Chemical composition and form of wrought products Part 3: Chemical composition, (Nhôm và hợp kim nhôm - Thành phần hóa học và dạng sản phẩm rèn - Phần 3: Thành phần hóa học).
EN 573-4, Aluminium and aluminium alloys - Chemical composition and form of wrought products Part 4: Forms of products (Nhôm và hợp kim nhôm - Thành phần hóa học và dạng sản phẩm rèn - Phần 4: Các dạng sản phẩm).
EN 1092-1, Flanges and their joints - Circular flanges for pipes, valves, fittings and accessories, PN designated - Part 1: Steel flanges, (Mặt bích và các mối nối mặt bích - Mặt bích tròn dùng cho ống, van, phụ tùng nối ống và thiết bị phụ, có kí hiệu PN - Phần 1: Mặt bích thép).
EN 1333, Pipework components - Definition and selection of PN, (Các bộ phận của đường ống - Định nghĩa và lựa chọn PN).
EN 1652, Copper and copper alloys - Plate, sheet, strip and circles for general purpose, (Đồng và hợp kim đồng - Tấm, lá, băng và các đĩa tròn thông dụng).
EN 1653, Copper and copper alloys - Plate, sheet and circles for boilers, pressure vessels and hot water storage units, (Đồng và hợp kim đồng - Tấm, lá, và các đĩa tròn dùng cho nồi hơi, bình áp lực và thiết bị chứa nước nóng).
EN 10028-1, Flat products made of steels for pressure purposes - Phần 1: General requirements, (Các sản phẩm phẳng làm bằng thép dùng cho áp lực - Phần 1: Yêu cầu chung).
EN 10028-7, Flat products made of steels for pressure purposes - Phần 7: Stainless steels, (Các sản phẩm phẳng làm bằng thép dùng cho áp lực - Phần 7: Thép không gỉ).
EN 10088-1, Stainless steels - Phần 1: List of stainless steels, (Thép không gỉ - Phần 1: Danh mục thép không gỉ).
EN 10095, Heat resisting steels and nickel alloys (Thép chịu nhiệt và hợp kim niken).
EN 10222-1, Steel forgings for presure purposes - Part 1: General requirements for open die forgings, (Vật rèn bằng thép dùng cho áp lực - Phần 1: Yêu cầu chung đối với các vật rèn trong khuôn hở).
EN ISO 6708, Pipework components - Definition and selection of DN (nominal size) (ISO 6708:1995) (Các bộ phận đường ống - Định nghĩa và lựa chọn DN).
DIN 17740, Wrought nickel - Chemical composition, (Niken rèn - Thành phần hóa học).
DIN 17742, Wrought nickel alloys with chromium - Chemical composition, (Hợp kim niken rèn có crôm - Thành phần hóa học).
DIN 17743, Wrought nickel alloys with copper - Chemical composition, (Hợp kim niken rèn có đồng - Thành phần hóa học).
DIN 17744, Wrought nickel alloys with molybdenum and chromium - Chemical composition, (Hợp kim niken rèn có môlíp đen và crôm - Thành phần hóa học).
DIN 17850, Titanium - Chemical composition, (Titan - Thành phần hóa học).
SEW 400, Rolled and forged stainless steel, (Thép không gỉ cán và rèn).
BS 3072, Specification for nickel and nickel alloys - Sheet and plate, (Đặc tính đối với niken và hợp kim niken - Lá và tấm).
BS 3073, Specification for nickel and nickel alloys - Strip, (Đặc tính đối với niken và hợp kim niken - Băng, dải).
ASTM A240/A240M, Standard specification for chromium and chromium - nickel stainless steel plate, sheet and strip for pressure vessels and for general applications, (Đặc tính tiêu chuẩn đối với thép không gỉ crôm và crôm-niken dạng tấm, lá và băng dùng cho bình chịu áp lực và các ứng dụng thông thường).
ASTM B127, Standard specification for nickel-copper alloy (UNS N04400) plate, sheet and strip, (Đặc tính tiêu chuẩn đối với hợp kim niken đồng dạng tấm, lá và băng).
ASTM B162, Standard specification for nickel plate, sheet and strip, (Đặc tính tiêu chuẩn đối với các tấm, lá và băng niken).
ASTM B168, Standard specification for nickel-chromium-iron alloys (UNS N06600, N06601, N06603, N06690, N06025, and N06045) and nickel-chromium-cobalt-molybdenumalloy (UNS N06617) plate, sheet and strip, (Đặc tính tiêu chuẩn đối với hợp kim sắt-niken-crôm và niken-crôm-molipđen-coban dạng tấm, lá và băng).
ASTM B209, Standard specification for aluminium and aluminium-alloy sheet and plate, (Đặc tính tiêu chuẩn đối với nhôm và hợp kim nhôm dạng lá và dạng tấm).
ASTM B265, Standard specification for titanium and titanium alloy strip, sheet and plate, (Đặc tính tiêu chuẩn đối với titan và hợp kim titan dạng băng, lá và tấm).
ASTM B333, Standard specification for nickel-molybdenum alloy plate, sheet and strip, (Đặc tính tiêu chuẩn đối với hợp kim niken-molipđen dạng tấm, lá và băng).
ASTM B424, Standard specification for Ni-Fe-Cr-Mo-Cu alloy (UNS N08825 and UNS N08221), plate, sheet and strip, (Đặc tính tiêu chuẩn đối với hợp kim Ni-Fe-Cr-Mo-Cu dạng tấm, lá và băng).
ASTM B443, Standard specification for nickel-chromium-molybdenum-columbium alloy (UNS N06625) and nickel-chromium-molybdenum-silicon alloy (UNS N06219), plate, sheet and strip, (Đặc tính tiêu chuẩn đối với hợp kim niken-crôm-molipđen-niobi và hợp kim niken-crôm-molipđen-silicon dạng tấm, lá và băng).
ASTM B569, Standard specification for brass strip in narrow widths and ligh guage for heat-exchanger tubing, (Đặc tính tiêu chuẩn đối với các băng đồng thau có chiều rộng hẹp và loại nhẹ dùng cho ống trao đổi nhiệt).
ASTM B575, Specification for low-carbon nickel-molybdenum-chromium, low-carbon nickel-chromium-molybdenum, low-carbon nickel-chromium-molybdenum-copper, low-carbon nickel-chromium-molybdenum-tantalum, low-carbonnickel-chromium-molybdenum-tungsten alloy plate, sheet and strip, (Đặc tính đối với các loại thép hợp kim cacbon thấp niken-molipđen-crôm, niken-crôm-molipđen, niken-crôm-molipđen-đồng, niken-crôm-molipđen-tantan, niken-crôm-molipđen-vonfram dạng tấm, lá và băng).
ASTM B708, Standard specification for tantalum and tantalum alloy, plate, sheet and strip, (Đặc tính tiêu chuẩn đối với tantan và hợp kim tantan dạng tấm, lá và băng).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng cho các thuật ngữ và định nghĩa sau.
3.1. Đĩa nổ (bursting disc safety device)
Thiết bị xả áp không đóng kín lại, được vận hành bởi độ chênh áp suất và được thiết kế để hoạt động bằng cách làm nổ màng nổ và là một cụm hoàn chỉnh của các chi tiết được lắp đặt bao gồm cả cơ cấu kẹp màng nổ.
3.2. Cụm màng nổ (bursting disc assembly)
Cụm hoàn chỉnh của các chi tiết được lắp đặt trong cơ cấu kẹp màng nổ để thực hiện chức năng theo yêu cầu.
3.3. Màng nổ (bursting disc)
Chi tiết chịu áp lực và nhạy cảm với áp lực của đĩa nổ.
3.4. Cơ cấu kẹp màng nổ (bursting disc holder)
Bộ phận của một đĩa nổ để giữ cụm màng nổ ở vị trí định vị.
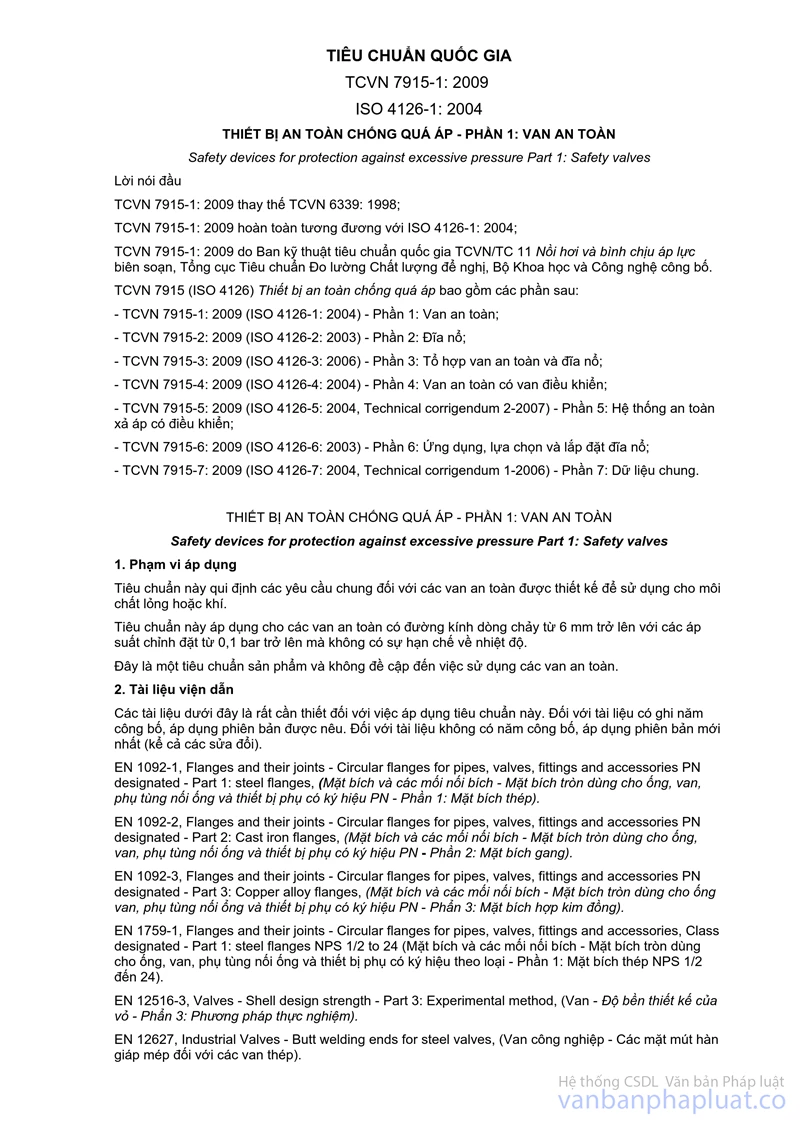
3.5. Màng nổ có hình vòm thông thường (ám chỉ: tác động về phía trước) (conventional domed bursting disc)
Màng nổ được tạo hình vòm theo chiều của áp lực nổ (nghĩa là áp lực nổ tác dụng vào phía lõm của màng nổ, xem Hình 1).
3.6. Màng nổ có rãnh (slotted lined bursting disc)
Màng nổ được chế tạo từ hai hoặc nhiều lớp vật liệu trong đó ít nhất là một lớp được xẻ rãnh hoặc tạo khe hở để điều chỉnh áp lực nổ của màng nổ.
3.7. Màng nổ có hình vòm ngược (ám chỉ: tác động ngược lại) (reverse domed bursting disc)
Màng nổ được tạo hình vòm theo chiều ngược lại với áp lực nổ (nghĩa là áp lực nổ tác dụng vào phía lồi của màng nổ, xem Hình 2).
3.8. Màng nổ phẳng (flat bursting disc)
Màng nổ có một hoặc nhiều lớp vật liệu, dạng phẳng khi được lắp đặt. Đĩa có thể được chế tạo bằng vật liệu dẻo hoặc dòn.
3.9. Màng nổ graphit (graphite bursting disc)
Màng nổ được chế tạo từ graphit, graphit tẩm, graphit mềm dẻo hoặc hợp chất graphit và được thiết kế để nổ do lực uốn hoặc lực cắt.
CHÚ THÍCH: áp dụng các định nghĩa sau:
a) graphit. Một dạng tinh thể của nguyên tố cacbon;
b) graphit tẩm. Graphit trong đó các lỗ xốp hở được tẩm bằng một vật liệu trám;
c) graphit mềm dẻo. Một cấu trúc graphit được tạo thành bằng cách nén (ép) nóng các hỗn hợp có các graphit xen kẽ;
d) hợp chất graphit. Được chế tạo từ hai hay nhiều vật liệu khác biệt và có các tính chất khác nhau trong đó tỷ lệ của graphit vượt quá 50% theo trọng lượng.
3.10. Áp suất nổ (bursting pressure)
Giá trị độ chênh lệch áp suất giữa hai phía của màng nổ khi màng bị nổ.
3.11. Áp suất nổ quy định (specified bursting pressure)
Áp suất nổ được quy định với một nhiệt độ để nổ khi xác định các yêu cầu của màng nổ (được sử dụng cùng với dung sai áp suất nổ, xem 3.15).
3.12. Áp suất nổ lớn nhất quy định (specified maximum bursting pressure)
Áp suất nổ lớn nhất được quy định với một nhiệt độ để nổ khi xác định các yêu cầu của màng nổ (được sử dụng cùng với áp suất nổ nhỏ nhất quy định, xem 3.13).
3.13. Áp suất nổ nhỏ nhất quy định (specified minimum bursting pressure)
Áp suất nổ nhỏ nhất được quy định với một nhiệt độ để nổ khi xác định các yêu cầu của màng nổ (được sử dụng cùng với áp suất nổ lớn nhất quy định, xem 3.12).
3.14. Nhiệt độ để nổ (coincident temperature)
Nhiệt độ của màng nổ gắn liền với một áp suất nổ (xem 3.11, 3.12 và 3.13) và là nhiệt độ mong đợi của màng nổ khi nó cần phải nổ.
3.15. Dung sai áp suất nổ (performance tolerance)
Phạm vi áp suất giữa áp suất nổ nhỏ nhất quy định và áp suất nổ lớn nhất quy định hoặc phạm vi áp suất tính bằng các tỷ lệ phần trăm hoặc các đại lượng dương âm so với áp suất nổ quy định (xem Hình 9).
3.16. Áp suất làm việc (operating pressure)
Áp suất tồn tại ở các điều kiện làm việc bình thường trong hệ thống được bảo vệ.
3.17. Độ chênh lệch áp suất ngược (differential back pressure)
Độ chênh áp qua một màng nổ theo chiều ngược lại với áp suất nổ, là kết quả của áp suất trong hệ thống xả từ các nguồn khác và/hoặc kết quả của chân không ở phía trước màng nổ.
3.18. Diện tích thông hơi (vent area)
Diện tích mặt cắt ngang sẵn có để xả chất lỏng.
3.19. Lô sản phẩm (batch)
Số lượng các màng nổ hoặc các đĩa nổ tạo thành một nhóm sản phẩm có cùng một kiểu, cùng cỡ kích thước, vật liệu và cùng các yêu cầu về áp suất nổ quy định, trong đó các màng nổ được chế tạo từ cùng một lô vật liệu (xem 3.20).
3.20. Lô vật liệu (lot of material)
a) kim loại. Vật liệu có cùng một đặc tính, thuộc cùng một chỉ số nhiệt, mẻ xử lý nhiệt và chiều dày quy định với dung sai phù hợp với một tiêu chuẩn thích hợp;
b) graphit và graphit mềm dẻo. Vật liệu có cùng một đặc tính và chất lượng, bắt nguồn từ cùng một nhà sản xuất graphit và có cùng một quá trình chế tạo;
c) graphit tẩm. Graphit thuộc cùng một lô được tẩm với một loại vật liệu trám riêng và theo cùng một quá trình chế tạo;
d) hợp chất graphit. Graphit và các loại thành phần khác được tạo thành từ cùng một loại hỗn hợp.
3.21. Cơ cấu đỡ áp suất ngược (back pressure support)
Bộ phận của đĩa nổ ngăn ngừa sự hư hỏng của màng nổ do độ chênh áp suất ngược.
CHÚ THÍCH: Cơ cấu đỡ áp suất ngược dùng để ngăn ngừa sự hư hỏng của màng nổ khi áp suất của hệ thống giảm xuống dưới áp suất khí quyển đôi khi được xem như một cơ cấu đỡ chân không.
3.22. Vòng tăng cứng (stiffening ring)
Chi tiết của một cụm màng nổ được sử dụng chủ yếu để gia cường cho các đĩa dễ vỡ để tránh sự hư hỏng.
3.23. Lớp phủ (coating)
Lớp vật liệu kim loại hoặc phi kim loại được phủ lên các chi tiết của đĩa nổ theo một quy trình phủ.
3.24. Lớp bọc (lining)
Lá hoặc các lá kim loại hoặc phi kim loại bổ sung để tạo thành một bộ phận của cụm màng nổ hoặc cơ cấu kẹp màng nổ.
3.25. Lớp mạ (plating)
Lớp kim loại mạ lên màng nổ hoặc cơ cấu kẹp màng nổ theo một quy trình mạ.
3.26. Cửa chắn (muffled outlet)
Bộ phận của đĩa nổ để phân tán sự xả ra.
3.27. Tấm chắn nhiệt độ (temperature shield)
Bộ phận bảo vệ màng nổ tránh nhiệt độ quá cao.
4. Vật liệu
4.1. Lựa chọn vật liệu
Việc lựa chọn các vật liệu cho các chi tiết của đĩa nổ phải tính đến:
a) sự thích hợp với sản xuất;
b) sự tương hợp với môi chất của quá trình, các bộ phận liền kề và các điều kiện hóa học và vật lý mà đĩa nổ phải chịu khi làm việc.
CHÚ THÍCH: Nên sử dụng các vật liệu chống ăn mòn cho phía sau đĩa nổ bởi vì sự ăn mòn của các chi tiết này có thể gây ra sự hư hỏng làm suy yếu tính năng làm việc của đĩa nổ.
4.2. Đặc tính của vật liệu
Đặc tính của vật liệu dùng cho các đĩa nổ phải theo Phụ lục A (quy định) và Phụ lục B (tham khảo).
Các vật liệu phải đồng nhất về tính chất lý, hóa và không được có các khuyết tật có thể dẫn đến sự trục trặc trong hoạt động của đĩa nổ.
4.3. Bảo vệ chống ăn mòn
Các đĩa nổ thường hoạt động trong các môi trường ăn mòn, do đó các chi tiết nên được chế tạo bằng các vật liệu được bảo vệ bằng các lớp phủ, mạ hoặc bọc để chịu được ăn mòn.
Sự phủ và mạ phải được thực hiện sao cho tạo ra được lớp phủ bằng phẳng và đồng nhất cho các bề mặt được bảo vệ.
Lớp bọc không được có ghép nối và giữ cho đĩa nổ như một khối nguyên vẹn.
Việc bảo vệ chống ăn mòn chỉ do nhà sản xuất thực hiện.
Việc bảo vệ chống ăn mòn không được làm suy giảm tính năng làm việc của đĩa nổ.
5. Các kiểu màng nổ
5.1. Màng nổ có hình vòm thông thường (tác động về phía trước)
Các màng nổ có hình vòm thông thường phải được thiết kế để nổ do ứng suất kéo khi áp suất nổ tác động vào phía lõm của màng nổ (xem Hình 1).

CHÚ DẪN
1 Mặt tựa phẳng
2 Mặt tựa góc
3 Dòng chảy
Hình 1 - Màng nổ có hình vòm thông thường (tác động về phía trước)
Các màng nổ phải được tạo vòm đủ để tạo ra biến dạng dư sao cho không xuất hiện sự chảy dẻo thêm nữa khi màng nổ ở trong điều kiện làm việc.
Màng nổ có hình vòm thông thường bao gồm các kiểu sau:
a) Kiểu hình vòm thông thường đơn giản. Kiểu màng nổ này phải có một hoặc nhiều lớp, áp suất nổ của đĩa được khống chế bởi độ bền kéo tối đa của vật liệu;
b) Kiểu hình vòm thông thường, có xẻ rãnh. Kiểu màng nổ này phải có hai hoặc nhiều lớp và ít nhất là một lớp phải có khe hở hoặc rãnh để giảm độ bền và để điều chỉnh áp suất nổ;
c) Kiểu hình vòm thông thường đơn giản, có vết xước. Kiểu màng nổ này phải được tạo ra vết xước sao cho khi đạt tới áp suất nổ sẽ mở ra dọc theo vết xước;
d) Kiểu hình vòm thông thường, đơn giản với các lưỡi dao. Kiểu màng nổ này phải được mở ra bởi bị cắt bằng các lưỡi dao khi đạt tới áp lực nổ.
5.2. Màng nổ có hình vòm ngược (tác động ngược lại)
Màng nổ có hình vòm ngược phải được thiết kế để hoạt động do các ứng suất uốn dọc, uốn hoặc cắt khi áp suất nổ tác động vào phía lồi của màng nổ (xem Hình 2).
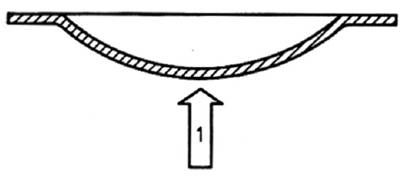
CHÚ DẪN
1 Dòng chảy
Hình 2 - Màng nổ có hình vòm ngược (tác động ngược lại)
Màng nổ có hình vòm ngược bao gồm các kiểu sau:
a) Kiểu hình vòm ngược, có vết xước. Kiểu màng nổ này phải được tạo ra vết xước sao cho khi vòm biến dạng ngược lại tại áp nổ thì màng nổ mở ra dọc theo vết xước. Đĩa nổ cũng có thể có các vùng bị yếu đi và chúng sẽ xác định áp lực tại đó màng nổ biến dạng ngược lại.
b) Kiểu hình vòm ngược, có kết cấu trượt hoặc tháo rời ra. Kiểu màng nổ này phải hoạt động bằng cách bị bật ra theo hướng xuôi dòng từ cơ cấu kẹp màng nổ.
CHÚ THÍCH: Có thể sử dụng cơ cấu móc hãm cho kiểu màng nổ này.
c) Kiểu hình vòm ngược với các lưỡi dao. Kiểu màng nổ này phải mở ra bằng cách bị cắt bởi các lưỡi dao trong quá trình biến dạng ngược lại của vòm.
d) Kiểu hình vòm ngược hoạt động bằng cách cắt ra. Kiểu màng nổ này phải có một hoặc nhiều lớp sẽ mở ra khi vòm biến dạng ngược lại do các lực cắt.
e) Kiểu hình vòm bằng vật liệu composit hoặc nhiều lớp. Kiểu màng nổ này phải có hai hoặc nhiều lớp và ít nhất là một lớp phải có các vùng bị yếu đi và chúng sẽ xác định áp lực tại đó màng nổ sẽ biến dạng ngược lại.
5.3. Màng nổ phẳng
Màng nổ phẳng có một hoặc nhiều lớp. Tùy theo kiểu, chúng có thể cần đến cơ cấu kẹp màng nổ hoặc được tháo lắp trực tiếp giữa các mặt bích của thiết bị.
Màng nổ phẳng bao gồm các kiểu sau:
a) Kiểu chi tiết graphit thay thế được. Kiểu Màng nổ này phải phẳng hoặc có rãnh và được sử dụng cùng với cơ cấu kẹp màng nổ. Màng nổ được thiết kế để nổ do các lực uốn hoặc cắt (xem Hình 3);

CHÚ DẪN
1 Cơ cấu đỡ áp suất ngược
2 Dòng chảy
Hình 3 - Màng nổ dạng chi tiết graphit thay thế được và cơ cấu kẹp màng nổ điển hình
b) Kiểu khối graphit. Kiểu màng nổ này phải được thiết kế để lắp trực tiếp giữa các mặt bích của thiết bị. Đĩa có thể được xẻ rãnh trên một hoặc cả hai mặt tùy theo áp suất nổ và chiều tác dụng của nó (xem Hình 4).
Màng nổ dạng khối graphit có thể được gia cường bằng vòng bọc bên ngoài bằng thép. Kết cấu này có thể có một lớp bọc trên mặt áp lực.
Hình 4 - Màng nổ dạng khối graphit có cấu hình khác nhau
Khả năng chịu áp lực của màng nổ dạng khối graphit, sau khi nổ, phải được xác định bằng một trong các phương pháp được cho trong 6.1.
CHÚ THÍCH: Đối với kết cấu này của màng nổ dạng khối graphit, đường kính của đường ống phía sau liền kề với màng nổ nên theo hướng dẫn của nhà sản xuất. Thông thường, đường kính này sẽ lớn hơn đường kính trong của rãnh.
c) Kiểu phẳng có xẻ rãnh, được bọc. Kiểu màng nổ này phải có hai hoặc nhiều lớp. Ít nhất là một trong các lớp phải có khe hở hoặc rãnh để giảm bớt độ bền và điều chỉnh áp suất nổ. Tùy theo kết cấu, màng nổ này có thể phải sử dụng cùng với cơ cấu kẹp màng nổ.
5.4. Các kiểu và kết cấu khác
Được phép sử dụng các kiểu và kết cấu khác của màng nổ với điều kiện là chúng đáp ứng được các yêu cầu của tiêu chuẩn này.
6. Cơ cấu kẹp màng nổ
6.1. Thiết kế
6.1.1. Khả năng chịu áp lực
Khả năng chịu áp lực của các cơ cấu kẹp màng nổ phải được xác định bởi:
a) tính toán thông thường theo các quy tắc thiết kế đối với các mối nối bích như EN 1092-1; hoặc
b) các phương pháp thiết kế được xác lập khác của nhà sản xuất; hoặc
c) các phương pháp thiết kế theo kinh nghiệm do nhà sản xuất tiến hành được thực hiện trên các mẫu ban đầu, hoặc trên các mẫu đại diện trong sản xuất.
6.1.2. Các yêu cầu thiết kế khác
Việc thiết kế các cơ cấu kẹp màng nổ phải bảo đảm:
a) định vị chính xác cụm màng nổ;
b) cụm màng nổ chỉ có thể được lắp đúng theo đường tròn;
c) khả năng áp dụng hoặc truyền tải trọng kẹp chặt thích hợp cho cụm màng nổ riêng;
d) lắp ráp đúng cơ cấu đỡ áp suất ngược (xem Điều 7), nếu có;
e) khi được lắp đặt theo hướng dẫn lắp đặt của nhà sản xuất, nó phải chịu được áp lực thích hợp trong các điều kiện làm việc quy định;
f) vị trí của bất cứ các lỗ nào cho lắp ráp sơ bộ các vít cũng phải tương hợp với đệm quy định được dùng giữa cơ cấu kẹp màng nổ và các mặt bích lắp đặt;
g) sự định vị chính xác trong mối nối của hệ thống áp lực bao gồm cả chiều của dòng chảy;
h) thích hợp với các điều kiện làm việc quy định;
i) vận hành đúng của cụm màng nổ.
CHÚ THÍCH: Cơ cấu kẹp màng nổ nên được thiết kế để bảo vệ cụm màng nổ trong quá trình lắp đặt và tháo ra. Với các màng nổ có hình vòm có thể đáp ứng được yêu cầu này bằng cách đảm bảo rằng phần hình vòm của đĩa không nhô ra ngoài cơ cấu kẹp màng nổ. Có thể sử dụng các phương pháp khác tùy theo thỏa thuận giữa nhà sản xuất và khách hàng.
6.2. Kiểu
Kiểu cơ cấu kẹp màng nổ phải thích hợp với kiểu màng nổ riêng và thích hợp với ý định sử dụng của màng nổ.
Cơ cấu kẹp màng nổ bao gồm:
a) Kiểu chày - cối. Cơ cấu kẹp màng nổ kiểu chày - cối phải có các chi tiết định vị màng nổ dạng chày cối, có hoặc không có các chi tiết kẹp chặt, và được lắp vào bên trong các bulông lắp đặt mặt bích (xem Hình 5).
Hình 5 - Cơ cấu kẹp màng nổ kiểu chày - cối điển hình
b) Kiểu tiếp xúc với toàn bộ mặt mút bích. Cơ cấu kẹp màng nổ kiểu tiếp xúc với toàn bộ mặt nút của bích phải có các chi tiết định vị màng nổ dạng chày - cối tiếp xúc với toàn bộ các mặt mút của bích, có hoặc không có các chi tiết kẹp chặt, và phải có các lỗ/rãnh thích hợp cho lắp ghép với các bulông kẹp chặt mặt bích của thiết bị (xem Hình 6).
CHÚ THÍCH: Đường kính ngoài thường bằng đường kính ngoài của các mặt bích của thiết bị.

Hình 6 - Cơ cấu kẹp màng nổ kiểu tiếp xúc với toàn bộ mặt mút bích điển hình
c) Kiểu đầu nối. Cơ cấu kẹp màng nổ phải có các chi tiết định vị màng nổ dạng hai nửa khớp nối được nối với nhau bằng đai ốc nối (xem Hình 7).
CHÚ DẪN:
1 Cửa chẵn (tùy chọn)
Hình 7 - Cơ cấu kẹp màng nổ kiểu đầu nối điển hình
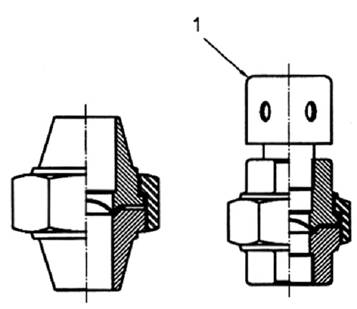
d) Kiểu nút/vít. Cơ cấu kẹp màng nổ kiểu nút/vít phải có các chi tiết định vị màng nổ dạng nút/vít được lắp ren với nhau. Một chi tiết định vị có thể có kết cấu cửa chặn (xem Hình 8).

Hình 8 - Cơ cấu kẹp màng nổ kiểu nút/vít điển hình
e) Kiểu khác. Được phép sử dụng các kiểu cơ cấu kẹp màng nổ khác với điều kiện là chúng đáp ứng các yêu cầu của tiêu chuẩn này.
6.3. Các mối nối
Khi các cơ cấu kẹp màng nổ được lắp giữa các mặt bích của thiết bị, ví dụ, các cơ cấu kẹp màng nổ kiểu chày-cối và kiểu tiếp xúc với toàn bộ mặt mút bích thì sự chế tạo bề mặt và gia công tinh bề mặt của cơ cấu kẹp màng nổ phải tương hợp với bề mặt đường ống của khách hàng.
Đối với các kiểu khác (xem 6.2), các mối nối với thiết bị có thể là nối bằng ren, hàn, nối đặc biệt v.v… theo yêu cầu của khách hàng.
7. Cơ cấu đỡ áp suất ngược
7.1. Quy định chung
Khi màng nổ được đưa vào làm việc trong điều kiện có độ chênh áp suất ngược thì nó phải được đỡ bằng cơ cấu đỡ áp suất ngược trừ khi màng nổ có khả năng chịu được áp suất ngược.
Cơ cấu đỡ áp suất ngược phải do nhà sản xuất cung cấp được gắn cố định với màng nổ hoặc là một bộ phận của đĩa nổ đảm bảo cho cơ cấu đỡ áp suất ngược chỉ có thể được lắp vào phía thích hợp của màng nổ.
Cơ cấu đỡ áp suất ngược không được có bavia hoặc các khuyết tật tương tự có thể làm cho màng nổ hoạt động không đúng.
7.2. Cơ cấu đỡ áp suất ngược kiểu mở
Cơ cấu đỡ áp suất ngược kiểu mở phải được lắp sát vào màng nổ và đỡ màng nổ một cách thích hợp. Cơ cấu đỡ phải có kết cấu sao cho áp lực trong hệ thống được truyền cho màng nổ.
Khi màng nổ đã nổ, cơ cấu đỡ áp suất ngược phải mở ra khi chịu tác động của áp suất không vượt quá áp suất nổ nhỏ nhất quy định hoặc áp suất nổ quy định trừ đi sai lệch âm của áp suất ở nhiệt độ để nổ của màng nổ.
7.3. Cơ cấu đỡ áp suất ngược kiểu không mở
Cơ cấu đỡ áp suất ngược kiểu không mở phải được lắp sát vào màng nổ và để màng nổ một cách thích hợp. Cơ cấu đỡ phải có các khe hở (lỗ) để cho phép xả môi chất.
8. Tấm chắn nhiệt độ
Tấm chấn nhiệt độ phải được thiết kế và chế tạo để giảm nhiệt độ tại màng nổ và tránh sự hoạt động không đúng của màng nổ. Các tấm chắn nhiệt độ phải được sử dụng khi được quy định và phải do nhà sản xuất cung cấp.
9. Vòng tăng cứng
Vòng tăng cứng phải gia cường và bảo vệ cho diện tích tựa của màng nổ để không có sự can thiệp tới hoạt động đúng của màng nổ. Vòng tăng cứng phải được gắn cố định với màng nổ.
10. Đệm kín/vòng bít
Đệm kín/vòng bít tạo thành một bộ phận của đĩa nổ phải tương hợp với các yêu cầu của ứng dụng về cơ học, hóa học và nhiệt. Việc sử dụng kiểu, vật liệu (xem 4.2) và các kích thước phải theo quy định của nhà sản xuất.
11. Lắp ráp các đĩa nổ
11.1. Quy định chung
Hướng dẫn về lắp ráp, lắp đặt, sử dụng và bảo dưỡng đĩa nổ phải do nhà sản xuất cung cấp.
Các yêu cầu về lắp ráp các đĩa nổ phụ thuộc vào:
a) cụm màng nổ được giữ trong cơ cấu kẹp màng nổ theo cách có thể dễ dàng thay thế cụm đĩa nổ (xem 11.2);
hoặc
b) cụm màng nổ được giữ cố định trong cơ cấu kẹp màng nổ như một cụm gắn liền với cơ cấu kẹp màng nổ (xem 11.3)
11.2. Đĩa nổ có cụm màng nổ thay thế được
Đĩa nổ phải bảo đảm sao cho sau khi lắp ráp ban đầu cụm màng nổ trong cơ cấu kẹp màng nổ có thể dễ dàng tháo được cụm màng nổ ra và lắp cụm màng nổ thay thế vào.
Các bộ phận của đĩa nổ có thể do nhà sản xuất lắp ráp hoặc khách hàng lắp ráp.
Các cơ cấu kẹp màng nổ và các cụm màng nổ phải được thử nghiệm trước khi lắp ráp theo Điều 14.
Trước khi lắp ráp phải kiểm tra mẫu (model)/kiểu của nhà sản xuất đối với cơ cấu kẹp màng nổ được ghi nhãn trên cụm màng nổ để bảo đảm rằng thông tin này trùng với thông tin được ghi trên cơ cấu kẹp màng nổ (xem Điều 17).
Tính năng của đĩa nổ được xác định bởi sự tương tác giữa các bộ phận của nó và phải được lắp ráp theo hướng dẫn của nhà sản xuất.
11.3. Đĩa nổ có cụm màng nổ không thay thế được
Các bộ phận của đĩa nổ phải do nhà sản xuất lắp ráp.
Các bộ phận, chi tiết phải được ghép nối cố định với nhau bằng hàn, gấp mép, dán hoặc các quá trình ghép nối cố định khác. Các vật liệu dùng cho ghép nối như vật liệu hàn, vật liệu hàn đồng, hàn vẩy, nhựa dán và xi măng phải tương hợp với các vật liệu của các bộ phận, chi tiết được ghép nối và thích hợp với chức năng nhiệm vụ của các bộ phận, chi tiết này. Sự ghép nối phải do các nhân viên có kinh nghiệm/năng lực thực hiện theo quy trình bằng văn bản đã được phê duyệt. Các mối ghép nối đã hoàn thiện phải bảo đảm độ kín và chịu được áp lực theo quy định.
Đĩa nổ có cụm màng nổ không thay thế được phải được chế tạo theo lô sản phẩm trong đó các màng nổ được chế tạo từ cùng một lô vật liệu.
Thử nghiệm và ghi nhãn phải tuân theo các Điều 14 và Điều 17.
12. Yêu cầu về áp suất nổ quy định
Áp suất nổ quy định phải được biểu thị như sau (xem Hình 9);
a) bằng cách sử dụng, áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với một nhiệt độ để nổ (xem Hình 9a); hoặc
b) bằng cách sử dụng áp suất nổ quy định và dung sai áp suất nổ với một nhiệt độ để nổ (xem Hình 9b).
Hình 9a - Áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ trùng hợp

Hình 9b - Áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ trùng hợp
Hình 9 - Các phương pháp để quy định áp suất nổ
13. Kiểm tra của nhà sản xuất
Phải tiến hành kiểm tra các bộ phận, chi tiết trong quá trình chế tạo theo các yêu cầu của nhà sản xuất.
Khi hoàn thành chế tạo, tất cả các bộ phận, chi tiết phải được kiểm tra khuyết tật bằng mắt. Bất cứ bộ phận, chi tiết nào có khuyết tật có thể gây ra sự hoạt động không đúng phải được loại bỏ hoặc sửa chữa.
14. Tiến hành thử
14.1. Quy định chung
Việc kiểm tra sự toàn vẹn về áp lực của các cơ cấu kẹp màng nổ khi có yêu cầu được mô tả trong 14.2. Phải kiểm tra các yêu cầu về áp suất nổ quy định của màng nổ/đĩa nổ có cụm màng nổ không thay thế được theo 14.3.
CHÚ THÍCH: Nếu cần khách hàng nên quy định các yêu cầu thử nghiệm bổ sung cần thiết cho các ứng dụng riêng.
14.2. Thử áp lực
14.2.1. Đĩa nổ có cụm màng nổ thay thế được
Khi có yêu cầu nhà sản xuất phải thử thủy tĩnh đối với mỗi cơ cấu kẹp màng nổ. Chất lỏng thường là nước. Có thể sử dụng các chất lỏng khác với điều kiện là phải tuân theo các biện pháp bảo vệ an toàn thích hợp. Để thực hiện phép thử áp lực, cơ cấu kẹp màng nổ phải được lắp ráp với việc sử dụng một bộ phận bít kín thích hợp ở vị trí của đĩa nổ vả một tải trọng kẹp chặt đủ để chịu được tác dụng của áp suất thử.
Duy trì áp suất thử (xem 6.1.1.b) ở giá trị yêu cầu trong một khoảng thời gian đủ để cho phép thực hiện việc kiểm tra bằng mắt thường. Bất cứ cơ cấu kẹp màng nổ nào có các dấu hiệu rò rỉ nhìn thấy được hoặc có biến dạng dư phải được loại bỏ.
14.2.2. Đĩa nổ có cụm màng nổ không thay thế được
Áp suất thử đối với đĩa nổ có cụm màng nổ không thay thế được phải là áp suất nổ quy định.
14.3. Thử nổ
14.3.1. Quy định chung
Phải chọn ngẫu nhiên một số màng nổ/đĩa nổ có cụm màng nổ không thay thế được từ mỗi lô sản phẩm (xem Bảng 1) và đưa vào thử nổ theo 14.3.2 đến 14.3.4 để kiểm tra sự phù hợp của áp suất nổ với các yêu cầu quy định.
Thực hiện các phép thử nổ trong quá trình chế tạo lô màng nổ/đĩa nổ có cụm màng nổ không thay thế được, nghĩa là các sản phẩm bị loại và bị nổ không được xem là các sản phẩm của lô.
14.3.2. Nhiệt độ để nổ trong phạm vi từ 15oC đến 30oC
Số các màng nổ/đĩa nổ có cụm màng nổ không thay thế được theo Bảng 1, được thử ở nhiệt độ bất kỳ trong phạm vi từ 15oC đến 30oC.
14.3.3. Nhiệt độ để nổ trên hoặc dưới phạm vi từ 15oC đến 30oC
14.3.3.1. Số các màng nổ/đĩa nổ có cụm màng nổ không thay thế được theo Bảng 1, phải được thử ở nhiệt độ để nổ.
14.3.3.2. Cách khác, theo sự thỏa thuận riêng, có thể thực hiện phép thử ở một nhiệt độ thử trong phạm vi từ 15oC đến 30oC với điều kiện phải thỏa mãn cả hai trường hợp sau:
a) quan hệ giữa áp suất nổ ở nhiệt độ thử và áp suất nổ ở nhiệt độ để nổ được xác định từ dữ liệu thử nổ được chứng nhận của nhà sản xuất.
b) quan hệ (dùng để xác lập áp suất nổ trong phạm vi từ 15oC đến 30oC) là riêng đối với kiểu màng nổ và lô vật liệu và thích hợp với cỡ kích thước danh nghĩa.
Số lượng được thử phải phù hợp với Bảng 1.
Sự tham chiếu các dữ liệu thử nổ đã được chứng nhận của nhà sản xuất dùng để xác lập áp suất nổ phải được ghi lại trên giấy chứng nhận (xem Điều 15).
Bảng 1 - Số lượng màng nổ/đĩa nổ có cụm màng nổ không thay thế được được thử
Tổng số lượng trong lô | Số lượng được thử |
Nhỏ hơn 10 | 2 |
10 đến 15 | 3 |
16 đến 30 | 4 |
31 đến 100 | 6 |
101 đến 250 | 4% nhưng không nhỏ hơn 6 |
251 đến 999 | 3% nhưng không nhỏ hơn 10 |
1000 và lớn hơn | Tối thiểu là 30 |
14.3.4. Tiến hành thử nổ
14.3.4.1. Màng nổ phải được thử trong cơ cấu kẹp màng nổ hoặc khuôn thử có kích thước lỗ và cấu hình lỗ giống hệt như cơ cấu kẹp màng nổ trong đó lắp màng nổ.
14.3.4.2. Trong trường hợp màng nổ có hình vòm ngược thì hệ thống thử phải có đủ khả năng để bảo đảm cho màng nổ biến dạng ngược lại và nổ (cũng xem 14.3.4.7).
14.3.4.4. Thiết bị thử phải được trang bị các dụng cụ đo và chỉ thị đã được hiệu chuẩn đáp ứng được các yêu cầu cho thử nghiệm và cấp giấy chứng nhận theo quy định đối với màng nổ hoặc đĩa nổ có màng nổ không thay thế được.
14.3.4.5. Bộ cảm biến áp lực phải được bố trí càng gần giá giữ màng nổ hoặc đầu vào khuôn thử càng tốt và được nối với cơ cấu kẹp màng nổ hoặc khuôn thử sao cho giảm thiểu được sự sụt áp lực.
14.3.4.6. Trong trường hợp các phép thử được thực hiện ở các nhiệt độ để nổ quy định thì màng nổ và cơ cấu kẹp màng nổ hoặc khuôn thử phải được duy trì ở nhiệt độ để nổ trong thời gian đủ để cho phép ổn định được nhiệt độ trước khi thực hiện phép thử. Nhiệt độ để nổ phải được duy trì trong suốt quá trình.
14.3.4.7. Với một trong các màng nổ/đĩa nổ có cụm màng nổ không thay thế được lắp đặt thì áp suất tại đầu vào phải được tăng lên đến 90% áp suất nổ nhỏ nhất quy định trong thời gian không ít hơn 5 s. Sau đó áp suất tại đầu vào phải được tăng lên theo tỷ lệ tuyến tính để cho phép đọc được chính xác thang chia độ nhỏ nhất của áp kế, nhưng không vượt quá 120 s tới khi màng nổ bị nổ.
CHÚ THÍCH: Một số ứng dụng có thể yêu cầu quy trình thử có sự khác biệt với quy trình thử nêu trên. Nhà sản xuất nên quy định quy trình thử này có sự tham vấn với khách hàng.
Áp suất nổ và bất cứ đặc tính thích hợp nào khác phải được ghi lại.
14.3.4.8. Khi áp suất nổ không phù hợp với các yêu cầu về áp suất nổ quy định (xem Điều 12) thì lô sản phẩm phải được loại bỏ.
14.3.4.9. Phải tuân thủ sự đề phòng để bảo đảm an toàn thích hợp khi thực hiện các phép thử.
14.4. Thử rò rỉ
14.4.1. Quy định chung
Khi có yêu cầu, nhà sản xuất phải tiến hành thử rò rỉ đối với đĩa nổ để phát hiện bất cứ sự rò rỉ nào qua màng nổ và/hoặc sự rò rỉ qua đĩa nổ ra môi trường xung quanh.
Phải quy định phương pháp thực hiện phép thử rò rỉ, số lượng đĩa nổ được thử và các chuẩn cứ chấp nhận và thử nghiệm phải được thực hiện theo một quy trình dưới dạng văn bản.
14.4.2. Lựa chọn mức rò rỉ chấp nhận được
Mức rò rỉ chấp nhận được phụ thuộc vào ứng dụng. Mức rò rỉ lớn nhất phải do khách hàng quy định và không được quá mức rò rỉ mà các quy định và tiêu chuẩn thích hợp về hệ thống áp lực cho phép.
14.5. Kiểm tra không phá hủy
Các bộ phận cần được kiểm tra không phá hủy phải do nhà sản xuất kiểm tra theo phương pháp, số lượng bộ phận được kiểm tra và chuẩn cứ chấp nhận đã quy định.
15. Giấy chứng nhận
Nhà sản xuất phải có giấy chứng nhận cho mỗi lô hoặc một phần lô màng nổ hoặc đĩa nổ có cụm màng nổ không thay thế được. Giấy chứng nhận phải công bố các sản phẩm trên đã được sản xuất và thử nghiệm phù hợp với các yêu cầu của tiêu chuẩn này. Giấy chứng nhận phải bao gồm các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) ký hiệu cỡ kích thước danh nghĩa, ví dụ DN hoặc NPS;
d) áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với nhiệt độ để nổ, ghi rõ các đơn vị;
hoặc
e) khi thử theo 14.3.3.2, thông tin như trong d) có tương quan với các điều kiện của phép thử;
f) sử dụng tham chiếu dữ liệu thử nổ do nhà sản xuất chứng nhận để xác lập áp lực nổ (xem 14.3.3.2);
g) áp suất nổ thực tế và nhiệt độ thực tế được ghi lại trong các phép thử;
h) vật liệu của màng nổ và các bộ phận được cung cấp (trong trường hợp graphit tẩm phải công bố loại chất tẩm);
i) dấu hiệu nhận dạng của nhà sản xuất;
j) nhận dạng lô;
k) số hiệu tiêu chuẩn này, nghĩa là TCVN 7915-2;
l) các kết quả thử rò rỉ, kiểm tra không phá hủy v.v…
m) thông tin phù hợp với 17.5, nếu có.
16. Ký hiệu sản phẩm
Phải cung cấp các thông tin tối thiểu sau cho nhà sản xuất:
a) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
b) cỡ kích thước danh nghĩa DN hoặc NPS (theo EN ISO 6708);
c) PN hoặc cấp (theo EN 1333);
d) đặc tính vật liệu đối với các bộ phận của cơ cấu;
e) áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với nhiệt độ để nổ, ghi rõ các đơn vị
hoặc
áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ để nổ, ghi rõ các đơn vị.
f) số lượng các cụm màng nổ được cung cấp cho khách hàng;
g) các yêu cầu riêng ngoài các yêu cầu được quy định trong tiêu chuẩn này, ví dụ, thử nghiệm, ghi nhãn, bao gói, cấp giấy chứng nhận v.v…
17. Ghi nhãn
17.1. Quy định chung
Việc ghi nhãn các đĩa nổ phải phù hợp với 17.2, 17.3, 17.4 và 17.5 ngoại trừ 17.6. Nhãn phải bền lâu và phải nhìn thấy được sau khi lắp đặt.
17.2. Màng nổ/cụm màng nổ
Mỗi màng nổ/cụm màng nổ phải được ghi nhãn trên một tấm nhãn gắn cố định vào màng nổ/cụm màng nổ.
Nhãn bao gồm các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) ký hiệu cỡ kích thước danh nghĩa, ví dụ DN hoặc NPS;
d) nhận dạng hoặc ký hiệu vật liệu;
e) áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với nhiệt độ để nổ, ghi rõ các đơn vị;
hoặc
áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ để nổ, ghi rõ các đơn vị.
f) chỉ thị chiều của dòng chảy;
g) số hiệu của tiêu chuẩn này, nghĩa là TCVN 7915-2;
h) nhận dạng lô;
i) tham chiếu cơ cấu kẹp màng nổ của nhà sản xuất dùng để định vị và kẹp chặt màng nổ/cụm màng nổ (trừ khi không yêu cầu sử dụng các cơ cấu kẹp tách rời);
j) diện tích lỗ thông hơi hạn chế được gắn cố định với màng nổ, ví dụ, cơ cấu đỡ áp suất ngược không có lỗ hở;
k) năm sản xuất.
17.3. Cơ cấu kẹp màng nổ
Mỗi cơ cấu kẹp màng nổ phải được ghi nhãn trên vành ngoài hoặc trên một biển nhãn được kẹp chặt chắc chắn với vành ngoài.
Nhãn phải bao gồm các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) ký hiệu cỡ kích thước danh nghĩa, ví dụ DN hoặc NPS;
d) PN hoặc cấp;
e) nhận dạng vật liệu;
f) chỉ thị chiều của dòng chảy;
g) số hiệu của tiêu chuẩn này, nghĩa là TCVN 7915-2;
h) diện tích lỗ thông hơi có sự hạn chế cố định hoặc tháo được, ví dụ, cơ cấu đỡ áp suất ngược, các lưỡi dao v.v… được cung cấp cùng với cơ cấu kẹp màng nổ;
i) năm sản xuất.
17.4. Đĩa nổ có cụm màng nổ không thay thế được
Mỗi đĩa nổ có cụm màng nổ không thay thế được phải được ghi nhãn bên ngoài với các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) ký hiệu cỡ kích thước danh nghĩa, ví dụ, ký hiệu DN hoặc NPS v.v…;
d) PN hoặc cấp;
e) nhận dạng vật liệu của màng nổ và cơ cấu kẹp màng nổ;
f) áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với nhiệt độ để nổ, ghi rõ các đơn vị;
hoặc
áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ để nổ, ghi rõ các đơn vị;
g) chỉ thị chiều của dòng chảy;
h) số hiệu của tiêu chuẩn này, nghĩa là TCVN 7915-2;
i) nhận dạng lô;
j) diện tích lỗ thông hơi hạn chế được gắn cố định với màng nổ/cụm màng nổ, ví dụ, cơ cấu đỡ áp suất ngược không có lỗ hở;
k) năm sản xuất.
17.5. Các bộ phận phụ trợ
Các bộ phận phụ trợ, ví dụ, các cơ cấu đỡ áp suất ngược tháo ra được, các tấm chắn nhiệt độ v.v… có thể được cung cấp tách rời khỏi đĩa nổ phải được ghi nhãn với các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) nhận dạng vật liệu;
d) chỉ thị chiều của dòng chảy;
e) số hiệu của tiêu chuẩn này, nghĩa là TCVN 7915-2;
f) diện tích lỗ thông hơi khi lắp ráp hoặc lắp đặt bộ phận gây ra sự hạn chế đối với đĩa nổ;
g) năm sản xuất.
17.6. Sự lược bỏ các nhãn
Khi kích thước hoặc hình dạng không cho phép bao gồm tất cả các nhãn theo yêu cầu thì phải đáp ứng các yêu cầu về ghi nhãn tới mức tối đa cho phép.
Việc ghi nhãn phải luôn luôn bao gồm các số tham chiếu có liên quan tới thông tin cho việc cấp giấy chứng nhận (xem 15 m) hoặc tài liệu có chứa thông tin bị loại bỏ ra khỏi các yêu cầu về ghi nhãn.
Điều khoản về các tấm biển nhận dạng hoặc tấm nhãn tháo rời phải được thỏa thuận giữa nhà sản xuất và khách hàng.
18. Chuẩn bị cho bảo quản và vận chuyển
18.1. Quy định chung
Đĩa nổ và các bộ phận của nó phải được bao gói để phòng ngừa bất cứ sự hư hỏng nào và để bảo đảm cho chức năng của cơ cấu không bị suy giảm.
18.2. Ghi nhãn các gói hàng
Mỗi công te nơ màng nổ phải được ghi nhãn bền lâu với các thông tin sau:
a) tên hoặc nhãn hiệu của nhà sản xuất;
b) tham chiếu mẫu (model)/kiểu của nhà sản xuất;
c) ký hiệu cỡ kích thước danh nghĩa, ví dụ DN hoặc NPS;
d) nhận dạng vật liệu của màng nổ;
e) áp suất nổ lớn nhất quy định và áp suất nổ nhỏ nhất quy định với nhiệt độ để nổ, ghi rõ các đơn vị;
hoặc
áp suất nổ quy định và dung sai áp suất nổ với nhiệt độ để nổ, ghi rõ các đơn vị;
f) tham chiếu cơ cấu kẹp màng nổ của nhà sản xuất, khi thích hợp;
g) nhận dạng lô;
h) số tham chiếu, khi thích hợp.
Khi các bộ phận của một đĩa nổ, ví dụ, cơ cấu đỡ áp suất ngược, tấm chắn nhiệt độ v.v… được cung cấp tách rời thì các gói hàng phải được ghi nhãn với các tham chiếu thích hợp.
18.3. Điều khiển về hướng dẫn lắp ráp và lắp đặt
Các hướng dẫn lắp ráp và lắp đặt phải được nhà cung cấp gửi kèm theo mỗi gói hàng trừ khi có quy định khác.
18.4. Điều khoản về tài liệu, các tấm nhãn tháo rời v.v…
Các gói hàng phải bao gồm:
a) tài liệu theo Điều 15;
b) tất cả tấm biển nhận dạng, tấm nhãn tháo rời theo thỏa thuận giữa nhà sản xuất và khách hàng.
Phụ lục A
(quy định)
Vật liệu
Các vật liệu của màng nổ và cụm màng nổ, trừ các chi tiết phi kim loại, phải được lựa chọn theo Bảng A.1.
Bảng A.1 - Các vật liệu sử dụng trong đĩa nổ
Nhóm vật liệu: Thép không gỉ | |||||||
Tiêu chuẩn Châu Âu | Mác (xem EN 10088-1) | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
EN 10028-7 | 1.4301 X5CrNi18 10 1.4306 X2CrNi 19 11 1.4401 X5CrNiMo17 12 2 1.4436 X3CrNiMo17 133 1.4539 X1NiCrMoCu25 205 |
|
| SEW 400 | 1.4505 | ASTM A240 | 304:S30400 304H: S30409 304LN: S30453 316H: S31609 316N: S31651 321H: S32109 |
EN 10095 | 1.4031 X5CrNi18 10 |
|
| ||||
Nhóm vật liệu: Niken và hợp kim niken | |||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
|
| BS 3072 | Nickel 200/201 NA11 Nickel 200 2.4060 Inconel 600 2.4816 | DIN 17740 | 2.4060 2.4068 | ASTM B127 | NO400 |
DIN 17742 | 2.4816 | ASTM B162 | NO2200 | ||||
DIN 17743 | 2.4360 | ASTM B168 | NO6600 | ||||
BS 3073 | Nickel 200/201 NA11 Inconel 625 2.4856 | DIN 17744 | 2.4602 2.4856 | ASTM B424 | NO8825 | ||
ASTM B443 | NO6625-1 NO6625-2 | ||||||
ASTM B333 | NI0001 NI0665 | ||||||
ASTM B575 | NO6022 | ||||||
Nhóm vật liệu: Titanli | |||||||
|
|
|
| VDTUV | 382/507 | ASTM B708 | RO5200 |
Nhóm vật liệu Tantali | |||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
|
|
|
| DIN 17850 | 3.7024 3.7025 3.7035 3.7055 | ASTM B265 | R50250 R50400 R52252 R52260 R52402 R53400 |
Nhóm vật liệu: Đồng, đồng thau và đồng thanh | |||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
EN 1652 |
|
|
|
|
| ASTM B569 | C23000 |
EN 1653 |
| ||||||
Nhóm vật liệu nhôm | |||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
EN 485 |
|
|
|
|
| ASTM B209 | Alclad 6061 |
EN 573-3 | 3.0285 | ||||||
EN 573-4 | 3.0285 | ||||||
CHÚ THÍCH 1: Có thể sử dụng các vật liệu trên làm lớp lót chống ăn mòn cho các cơ cấu kẹp màng nổ. CHÚ THÍCH 2: Yêu cầu chung đối với các sản phẩm bằng thép không gỉ được giới thiệu trong EN 10223-1 | |||||||
Phụ lục B
(tham khảo)
Vật liệu
Các vật liệu của cơ cấu kẹp màng nổ, trừ các chi tiết phi kim loại nên được lựa chọn theo Bảng B.1.
Bảng B.1 - Các vật liệu sử dụng trong đĩa nổ
Nhóm vật liệu: Thép cacbon và thép hợp kim |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
EN 10025 | 1.0037 S235JR a | BS 3146-1 |
|
|
| ASTM A36 | KO2600 |
| |
ASTM A105 | KO3504 a |
| |||||||
ASTM A106 | A KO2501 B |
| |||||||
EN 10028-2 | 1.0345 P235GH
1.5415 16Mo3 a | ASTM A210 | A-1 KO2707 C |
| |||||
ASTM A216 | WCA JO2502 a WCB JO3002 a WCC JO2503 a |
| |||||||
EN 10028-4 | 1.5637 12Ni14 a | ASTM A350 | LF KO3011 a |
| |||||
EN 10087 | 1.0718 11SMnPb30 | ASTM A516 | 55 KO1800 60 |
| |||||
EN 10216-2 | P235GH P250GH
1.5415 16Mo3 1.5637 12Ni14 | ASTM A519 | 1025 |
| |||||
EN 10222-2 | 1.0402 P235GH 1.5414 16Mo3 | ASTM A576 |
|
| |||||
ASTM A696 | B KO3200 C KO3200 |
| |||||||
| |||||||||
EN 10222-3 | 1.5637 12Ni14 a |
| |||||||
| 1.0345 P235GH 1.5415 16Mo3 |
| |||||||
Nhóm vật liệu: Thép không gỉ |
| ||||||||
Tiêu chuẩn Châu Âu | Mác (xem EN 10088-1) | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
EN 10028-7 | 1.4301 X5CrNi18 10 a |
|
| SEW 400 | 1.4505 | ASTM A182 | F1: K12822 a |
| |
EN 10088-2 | 1.4301 X5CrNi18 10 | BS 3146-2 | ANC4 |
|
|
|
| ||
EN 10088-3 | 1.4301 X5CrNi18 10 |
|
|
|
| ASTM A240 | 304: S30400 a |
| |
EN 10095 | 1.4301 X5CrNi 18 10 |
| |||||||
EN 10216-5 | 1.4301 X5CrNi18 10 |
| |||||||
EN 10222-5 | 1.4301 X5CrNi18 10 a | ASTM A312 | TP316: S31600 |
| |||||
ASTM A351 | CF3 J92500 a |
| |||||||
Nhóm vật liệu: Thép không gỉ |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
EN 10272 | 1.4301 X5CrNi18 10 1.4401 X5CrNiMo17 122 1.4404 X2CrNiMo17 122 1.4436 X3CrNiMo17 133 1.4439 X2CrNiMoN17 135 1.4541 X6CrNiTi18 10 1.4571 X6CrNiMoTi17 122 |
|
|
|
| ASTM A479 | 304: S30400 304H: S30409 304LN: 30453 304N: S30451 316H: S31609 316L: S31603 316N: S31651 |
| |
EN 10273 | 1.4301 X5CrNi18 10 1.4306 X2CrNi19 11 1.4401 X5CrNiMo17 122 1.4435 X2CrNiMo18 143 1.4436 X3CrNiMo17 133 |
|
|
|
| ASTM A789 | S31260 S31500 S31803 S32550 S32750 S32950 |
| |
ASTM A790 | S31280 S31803 S32304 S32750 S32900 |
| |||||||
Nhóm vật liệu: Niken và hợp kim Niken |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
|
| BS 3146-2 | Nickel 200/201 NA11 Monel 400 NA13 Nickel 200 2.4060 Nickel 201 2.4066 Monel 400 2.4360 Inconel 600 2.4816 Inconel 625 2.4856 Incoloy 825 2.4858 Hastelloy B 2/3 2.4617 Hastelloy C4 2.4610 Hastelloy C22 2.4602
Hastelloy C276 2.4602 | DIN 17740 | 2.4060 2.4066 2.4068 | ASTM A494 | CW-2MW/C N30002 M35-2 |
| |
DIN 17742 | 2.4816 | ASTM B127 | NO4400 |
| |||||
DIN 17743 | 2.4360 | ASTM B160 | NO2200 NO2201 |
| |||||
|
| ASTM B161
ASTM B164 | NO2200 NO4400 |
| |||||
ASTM B165 | NO4400 |
| |||||||
BS 3072 | Nickel 200/201 NA11 Monel 400 NA13 Nickel 200 2.4060 Nickel 201 2.4066 Monel 400 2.4360 Inconel 600 2.4816 Inconel 625 2.4856 Incoloy 825 2.4858 Hastelloy B 2/3 2.4617 Hastelloy C4 2.4610 Hastelloy C22 2.4602 Hastelloy C276 2.4602 | DIN 17744 | 2.4602 2.4605 2.4617 2.4819 2.4856 | ASTM B166 | NO6600 NO6690 |
| |||
ASTM B167 | NO6600 NO6690 |
| |||||||
ASTM B423 | NO8825 |
| |||||||
|
|
| |||||||
ASTM B424 | NO8825 |
| |||||||
ASTM B425 | NO8825 |
| |||||||
ASTM B444 | NO6625-1 |
| |||||||
ASTM B446 | NO6625-1 |
| |||||||
BS 3074 | Nickel 200 2.4060 Nickel 201 2.4066 Monel 400 2.4360
Inconel 600 2.4816 Inconel 625 2.4856 Incoloy 825 2.4858 Hastelloy B 2/3 2.4617 Hastelloy C4 2.4610 Hastelloy C22 2.4602 Hastelloy C276 2.4602 | ASTM B473
| NO8020 |
| |||||
ASTM B564 | NO4400 NO6022 NO6059 NO6800 NO6625 NO8367 NO8800 NO8810 NO8811 N10276 |
| |||||||
BS 3076 | Nickel 200 2.4060 Nickel 201 2.4066 Monel 400 2.4360 Inconel 600 2.4816 Inconel 625 2.4856 Incoloy 825 2.4858 Hastelloy B 2/3 2.4617 Hastelloy C4 2.4610 Hastelloy C22 2.4602 Hastelloy C276 2.4602 | ASTM B335 | NI0001 NI0665 |
| |||||
ASTM B574 | NO6022 NO6059 NO6455 NI0276 |
| |||||||
|
|
| |||||||
Nhóm vật liệu: Tantali |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
|
|
|
| VDTUV | 382/507 | ASTM B364
ASTM B708 | RO5240 RO5255 RO5400 RO5200 RO5400 |
| |
Nhóm vật liệu: Tantali |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
|
|
|
| DIN 17850 | 3.7024 3.7025 3.7035 3.7055 | ASTM B265 | R50250 R50400 R52252 R52260 R52402 R53400 |
| |
DIN 17851 | 3.7024 3.7055 | ASTM B348 | R50250 R52400 R524402 R56320 |
| |||||
DIN 17860 | 3.7024 3.7025 3.7034 | ASTM B367 | C-2 R50440 C-3 R50550
|
| |||||
ASTM B381 | F1 R50250 | ||||||||
DIN 17861 | 3.7024 |
| |||||||
DIN 17869 | 3.7035 |
| |||||||
DIN 17862 | 3.7025 3.7035 3.7055 |
|
|
| |||||
DIN 17864 | 3.7025 3.7035 3.7055 |
|
|
| |||||
Nhóm vật liệu: Thợ mộc |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
|
|
|
|
|
| ASTM B473 | N08020 |
| |
Nhóm vật liệu: đồng, đồng thau, đồng thanh |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
EN 1652 |
|
|
|
|
| ASTM B584 | C92200 |
| |
EN 1653 |
|
| |||||||
Nhóm vật liệu: Ziriconi |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
|
|
|
|
|
| ASTM B493 | R60702 R60705 |
| |
ASTM B550 | R60702 R60705 |
| |||||||
Nhóm vật liệu: Nhôm |
| ||||||||
Tiêu chuẩn Châu Âu | Mác | Tiêu chuẩn Anh | Mác | Tiêu chuẩn Đức | Mác | Tiêu chuẩn Hoa Kỳ | Mác |
| |
EN 485 |
|
|
|
|
| ASTM B209 | Alclad 6061 |
| |
EN 573-3 | 3.0285 |
| |||||||
EN 573-4 | 3.0285 |
| |||||||
* Cũng được cho trong EN 1092-1, PrEN 12516-1, prEN 1759-1. |
| ||||||||
| |||||||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] prEN 1759-1, Flanges and their joints - Circular flanges for pipes, valves, fitting and accessories, Class designated - Part 1: Steel flanges NPS 1/2 to 24.
(Mặt bích và các mối nối bích - Mặt bích tròn dùng cho ống, van, phụ tùng nối ống và phụ kiện - Loại - Phần 1: Mặt bích thép NPS 1/2 đến 24).
[2] EN 10025, Hot rolled products in non-alloy structural steels - Technical delivery conditions
(Sản phẩm cán nóng bằng thép kết cấu không hợp kim - Điều kiện kỹ thuật giao hàng).
[3] EN 10028-2, Flat products made of steels for presure purposes - Part 2: Non-alloy and alloy steels with specified elevated temperature properties.
(Sản phẩm cán phẳng làm bằng thép chịu lực - Phần 2: Thép hợp kim và không hợp kim có tính chất nâng cao).
[4] EN 10028-4, Flat products made of steels for presure purposes - Part 4: Nickel alloy steels with specified low temperature properties.
(Sản phẩm cán phẳng làm bằng thép chịu áp lực - Phần 4: Thép hợp kim Niken tính chất nhiệt độ thấp).
[5] EN 10087, Free-cutting steels-Technical delivery conditions for semi-finished products, hot-roll ed bars and rods.
(Thép dễ gia công - Điều kiện kỹ thuật giao hàng cho các bán thành phẩm, các thanh và đũa cán nóng).
[6] EN 10088-2, Stainless steels - Part 2: Technical delivery conditions for sheet, plate and strip for general purposes.
(Thép không gỉ - Phần 2: Điều kiện kỹ thuật giao hàng đối với thép lá, thép tấm và thép băng thông dụng).
[7] EN 10088-3, Stainless steels - Part 3: Technical delivery conditions for semi-finished products, bars, rods and sections for general purposes.
(Thép không gỉ - Phần 3: Điều kiện kỹ thuật giao hàng đối với các bán thành phẩm, thanh, đũa và thép hình thông dụng).
[8] EN 10216-2, Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties.
(Ống thép không gỉ dùng cho áp lực - Điều kiện kỹ thuật giao hàng - Phần 2: Ống thép hợp kim và không hợp kim có tính chất nhiệt độ nâng cao).
[9] EN 10222-2, Steel forgings for pressure purposes - Part 2: Ferritic and martensitic steels with specified elevated temperature properties.
(Vật rèn bằng thép dùng cho áp lực - Phần 2: Thép ferit và matensit có tính chất nhiệt độ nâng cao).
[10] EN 10222-3, Steel forgings for pressure purposes - Part 3: Nickel steels with specified low-temperature properties.
(Vật rèn bằng thép dùng cho áp lực - Phần 3: Thép Niken có tính chất nhiệt độ thấp).
[11] EN 10222-5, Steel forgings for pressure purposes - Part 5: Martensitic, austenitic and austenitic-ferritic stainless steels.
(Vật rèn bằng thép dùng cho áp lực - Phần 5: Thép không gỉ Mactensit, austinit và austinit-ferit).
[12] EN 10272, Stainless steel bars for pressure purposes.
(Thanh thép không gỉ dùng cho áp lực).
[13] EN 10273, Hot-rolled weldable steel bars for pressure purposes with specified elevated temperature properties.
(Thanh thép hàn cán nóng dùng cho áp lực có tính chất nhiệt độ nâng cao).
[14] prEN 10216-5, Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 5: Stainless steel tubes.
(Ống thép không hàn dùng cho áp lực - Điều kiện kỹ thuật giao hàng - Phần 5: Ống thép không gỉ).
[15] prEN 12516-1, Industrial valves - Shell design strength - Part 1: Tabulation method for steel valve shells.
(Van công nghiệp - Độ bền thiết kế của bình - Phần 1: Phương pháp lập thành bảng cho các bình bằng thép có van).
[16] DIN 17851, Titanium alloys - Chemical composition.
(Hợp kim titan - Thành phần hóa học).
[17] DIN 17860, Titanium and titanium alloy plate, sheet and strip - Technical delivery conditions.
(Các tấm, lá, băng titan và hợp kim titan - Điều kiện kỹ thuật giao hàng).
[18] DIN 17861, Seamless circular titanium and titanim alloy tubes - Technical delivery conditions
(Các ống tròn không hàn bằng titan và hợp kim Titan - Điều kiện kỹ thuật giao hàng).
[19] DIN 17862, Titanium and titanium alloy bars - Technical delivery conditions.
(Các thanh Titan và hợp kim Titan - Điều kiện kỹ thuật giao hàng).
[20] DIN 17864, Titanium and wrought titanium alloy forgings (hammer forgings and drop forgings) - Technical delivery conditions.
[Các vật rèn bằng Titan và hợp kim Titan (vật rèn bằng búa và vật rèn khuôn) - Điều kiện kỹ thuật giao hàng)]
[21] DIN 17869, Material properties of Titanium and titanium alloys - Additional data.
(Tính chất vật liệu của Titan và hợp kim Titan - Dữ liệu bổ sung).
[22] BS 3074, Specification for nickel and nickel alloys - Seamless tube.
(Đặc tính của Niken và hợp kim Niken - ống không hàn).
[23] BS 3076, Specification for nickel and nickel alloys - Bar.
(Đặc tính đối với Niken và hợp kim Niken - Thanh).
[24] BS 3146-1, Specification for investment castings in metal - Carbon and low alloy steels.
(Đặc tính đối với các vật đúc kim loại bằng mẫu chảy - Thép cacbon và thép hợp kim thấp).
[25] BS 3146-2, Specification for investment castings in metal - Corrosion and heat resisting steels, nickel and cobalt base alloys.
(Đặc tính đối với các vật đúc kim loại bằng mẫu chảy - Thép chịu nhiệt và chịu ăn mòn, các hợp kim của coban và niken).
[26] ASTM A36/A36M, Standard specification for carbon structural steel.
(Đặc tính tiêu chuẩn đối với thép kết cấu cacbon).
[27] ASTM A105/A105M, Standard specification for carbon steel forgings for piping applications.
(Đặc tính tiêu chuẩn đối với các vật rèn bằng thép cacbon dùng cho các ứng dụng trong đường ống).
[28] ASTM A106, Standard specification for seamless carbon steel pipe for high-temperature service.
(Đặc tính tiêu chuẩn đối với ống thép cacbon không hàn dùng để làm việc ở nhiệt độ cao).
[29] ASTM A182/A182M, Standard specification for forged or rolled alloy-steel pipe flanges, forged fittings and valves and parts for high-temperature service.
(Đặc tính tiêu chuẩn đối với các mặt bích ống bằng thép hợp kim rèn hoặc cán, các phụ tùng nối ống rèn, các van và các chi tiết để làm việc ở nhiệt độ cao).
[30] ASTM A210/A210M, Standard specification for seamless medium-carbon steel boiler and superheater tubes.
(Đặc tính tiêu chuẩn của các ống bộ quá nhiệt và nồi hơi bằng thép cacbon trung bình không hàn).
[31] ASTM A216/A216M, Standard specification for steel castings, carbon suitable for fusion welding, for high-temperature service.
(Đặc tính tiêu chuẩn đối với các vật đúc bằng thép cacbon thích hợp cho hàn nóng chảy, cho làm việc ở nhiệt độ cao).
[32] ASTM A312/A312M, Standard specification for seamless and welded austenitic stainless steel pipes.
(Đặc tính tiêu chuẩn đối với các ống thép không gỉ austinit hàn và không hàn).
[33] ASTM A350/A350M, Standard specification for carbon and low alloy steel forgings requiring notch toughness testing for piping components.
(Đặc tính tiêu chuẩn đối với các vật rèn bằng thép cácbon và thép hợp kim thấp, có yêu cầu thử độ dài và đập trên mẫu có khắc vạch cho các bộ phận đường ống).
[34] ASTM A351/A351M, Standard specification for castings, austenitic, austenitic-ferritic (Duplex) for pressure-containing parts.
(Đặc tính tiêu chuẩn cho các vật đúc thép austinit, austinit-ferit dùng cho các bộ phận không chịu áp lực).
[35] ASTM A479/A479M, Standard specification for stainless steel bars and shapes for use in boilers and other pressure vessels.
(Đặc tính tiêu chuẩn cho các thép thanh và thép hình không gỉ dùng trong nồi hơi, và các bình chịu áp lực khác).
[36] ASTM A494/A494M, Standard specification for castings, nickel and nickel alloy.
(Đặc tính tiêu chuẩn đối với các vật đúc nicken và hợp kim niken).
[37] ASTM A516/A516M, Standard specification for pressure vessel plates, carbon steel for moderate and lower-temperature service.
(Đặc tính tiêu chuẩn đối với các tấm thép cacbon của bình chịu áp lực dùng để làm việc ở nhiệt độ trung bình và nhiệt độ thấp hơn).
[38] ASTM A519, Standard specification for seamless carbon and alloy steel mechanical tubing.
(Đặc tính tiêu chuẩn đối với đường ống không hàn bằng thép cacbon và thép hợp kim thấp).
[39] ASTM A567, Standard specification for steel bars, carbon, hot-wrought, special quality.
(Đặc tính tiêu chuẩn đối với các thanh thép cacbon và rèn nóng, có chất lượng đặc biệt).
[40] ASTM A696/A696M, Standard specification for steel bars, carbon, hot-wrought or cold-finished, special quality for pressure piping components.
(Đặc tính tiêu chuẩn đối với các thanh thép cacbon rèn nóng hoặc gia công tinh nguội, có chất lượng đặc biệt dùng cho các bộ phận đường ống chịu áp lực).
[41] ASTM A789/A789M, Standard specification for seamless and welded ferritic/austenitic stainless steel tubing for general service.
(Đặc tính tiêu chuẩn đối với đường ống thép không gỉ ferit/austenit hàn và không hàn thông dụng).
[42] ASTM A790/A790M, Standard specification for seamless and welded ferritic/austenitic stainless pipe.
(Đặc tính tiêu chuẩn đối với ống thép không gỉ ferit/austinit hàn và không hàn).
[43] ASTM B160, Standard specification for nickel rod and bar.
(Đặc tính tiêu chuẩn đối với các thanh và đũa niken).
[44] ASTM B161, Standard specification for nickel seamless pipe and tube.
(Đặc tính tiêu chuẩn đối với ống niken không hàn).
[45] ASTM B164, Standard specification for nickel-copper alloy rod, bar and wire.
(Đặc tính tiêu chuẩn đối với các đũa, thanh, dây hợp kim niken-đồng).
[46] ASTM B165, Standard specification for nickel-copper alloy (UNS N04400), seamless pipe and tube.
(Đặc tính tiêu chuẩn đối với ống không hàn bằng hợp kim niken-đồng).
[47] ASTM B166, Standard specification for nickel-chromium-iron alloys (UNS N06600, N06601, N06603, N06690, N06693, N06025, and N06045) and nickel-chromium-cobalt-molybdenum alloy (UNS N06617) rod, bar and wire.
(Đặc tính tiêu chuẩn đối với các đũa, thanh và dây bằng hợp kim niken-crôm-sắt và hợp kim niken-coban-molip đen).
[48] ASTM B167, Standard specification for nickel-chromium-iron alloys (UNS N06600, N06601, N06603, N06690, N06693, N06025, and N06045) and nickel-chromium-cobalt-molybdenum alloy (UNS N06617) seamless pipe and tube.
(Đặc tính tiêu chuẩn đối với ống không hàn bằng hợp kim niken-crôm-sắt và hợp kim niken-crôm-coban-molip đen).
[49] ASTM B335, Standard specification for nickel-molybdenum alloy rod.
(Đặc tính tiêu chuẩn đối với đũa hợp kim niken-molipđen).
[50] ASTM B348, Standard specification for titanium and titanium alloy bars and billets.
(Đặc tính tiêu chuẩn đối với các thanh và thỏi titan và hợp kim titan).
[51] ASTM B364, Standard specification for tantalum and tantalum alloy ingots
(Đặc tính tiêu chuẩn đối với các thỏi tantali và hợp kim tantali).
[52] ASTM B367, Standard specification for titanium and titanium alloy castings.
(Đặc tính tiêu chuẩn của các vật đúc bằng thép titan và hợp kim titan).
[53] ASTM B381, Standard specification for titanium and titanium alloy forgings.
(Đặc tính tiêu chuẩn đối với vật rèn bằng thép titan và hợp kim titan).
[54] ASTM B423, Standard specification for nickel-iron-chromium-molybdenum-copper alloy (UNS N08825 and N08221) seamless pipe and tube.
(Đặc tính tiêu chuẩn của ống hợp kim không hàn niken-sắt-crôm-molip đen-đồng).
[55] ASTM B425, Standard specification for Ni-Fe-Cr-Mo-Cu alloy (UNS N08825 and N08221) rod and bar.
(Đặc tính tiêu chuẩn của đũa và thanh hợp kim Ni-Fe-Cr-Mo-Cu).
[56] ASTM B444, Standard specification for nickel-chromium-molybdenum-columbium alloys (UNS N06625) and nickel-chromium-molybdenum-silicon alloy (UNSN06219), pipe and tube.
(Đặc tính tiêu chuẩn của ống hợp kim niken-crôm-molipđen-niobi và hợp kim niken-crôm-molipđen-silic).
[57] ASTM B446, Standard specification for nickel-chromium-molybdenum-columbium alloy (UNS N06625) and nickel-chromium-molybdenum-silicon alloy (UNS N06219) and nickel-chromium-molybdenum-tungsten alloy (UNS N06650) rod and bar.
(Đặc tính tiêu chuẩn của đũa thanh và thanh bằng hợp kim niken-crôm-molipđen-niobi và hợp kim niken-crôm-molipđen-silic và niken-crôm-molipđen-vonfram)
[58] ASTM B473, Standard specification for UNS N08020, UNS N08024 and UNS N08026 nickel alloy bar and wire.
(Đặc tính tiêu chuẩn của thanh và dây bằng hợp kim niken UNS N08020, UNS N08024 and UNS N08026).
[59] ASTM B493, Standard specification for zirconium and zirconium alloy forgings.
(Đặc tính tiêu chuẩn của các vật rèn bằng Ziricomi và hợp kim Ziriconi).
[60] ASTM B550/B550M, Standard specification for zirconium and zirconium alloy bar and wire.
(Đặc tính tiêu chuẩn của thanh và dây bằng Ziriconi và hợp kim Ziriconi).
[61] ASTM B564, Standard specification for nickel alloy forgings
(Đặc tính tiêu chuẩn của các vật rèn bằng hợp kim niken).
[62] ASTM B574, Specification for low-carbon nickel-molybdenum-chromium, low-carbon nickel-chromium-molybdenum, low carbon nickel-molybdenum-chromium-tantalum, low carbon nickel-chromium-molybdenum-copper and low-carbon nickel-chromium-molybdenum-tungsten alloy rod.
(Đặc tính của đũa hợp kim cacbon thấp niken-molipđen-crôm, hợp kim cácbon thấp niken-crôm-molipđen, hợp kim cacbon thấp niken-molipđen-crôm-tantali, hợp kim cacbon thấp niken-crôm-molipđen-đồng và hợp kim cacbon thấp niken-crôm-molipđen-vonfram).
[63] ASTM B584, Standard specification for copper alloys and castings for general applications.
(Đặc tính tiêu chuẩn của các vật đúc hợp kim đồng trong khuôn cát thông dụng).