Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7934:2009 (ISO 14654:1999) về Thép phủ epoxy dùng làm cốt bê tông
TIÊU CHUẨN QUỐC GIA
TCVN 7934:2009
ISO 14654:1999
THÉP PHỦ EPOXY DÙNG LÀM CỐT BÊ TÔNG
Epoxy-coated steel for the reinforcement of concrete
Lời nói đầu
TCVN 7934:2009 hoàn toàn tương đương với ISO 14654:1999.
TCVN 7934:2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP PHỦ EPOXY DÙNG LÀM CỐT BÊ TÔNG
Epoxy-coated steel for the reinforcement of concrete
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu đối với thép thanh, dây và lưới thép hàn chế tạo trước và chế tạo sau khi phủ epoxy bám dính bằng nóng chảy dùng làm cốt bê tông.
Tiêu chuẩn này cho phép áp dụng lớp phủ dẻo (loại A) hoặc lớp phủ không dẻo (loại B). Cốt thép thanh, dây và lưới thép hàn được phủ lớp không dẻo (loại B) không được chế tạo sau khi phủ.
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất (kể cả các sửa đổi).
TCVN 1651-1:2008 Thép cốt bê tông - Phần 1: Thép thanh tròn trơn.
TCVN 1651-2:2008 Thép cốt bê tông - Phần 2: Thép thanh vằn.
TCVN 1651-3:2008 (ISO 6935-3:1991) Thép cốt bê tông - Phần 3: Lưới thép hàn.
TCVN 6288:1997 (ISO 10544:1992) Dây thép vuốt nguội để làm cốt bê tông và sản xuất lưới thép hàn làm cốt.
TCVN 7936:2008 (ISO 14656:1999) Bộ epoxy và vật liệu gắn kết cho lớp phủ thép cốt bê tông.
ISO 2808:1997, Paints and varnishes - Determination of film thickness. (Sơn và vécni - Xác định chiều dày lớp phủ)
ISO 4287:1997, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Terms, definitioins and surface texture parameters. (Đặc điểm hình học sản phẩm (GPS) - Cấu tạo bề mặt: Phương pháp profile - Thuật ngữ, định nghĩa và đặc trưng cấu tạo bề mặt).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1. Lô (batch)
Đơn vị sản phẩm của bột epoxy.
3.2. Bó thép (bundle)
Hai hoặc nhiều đoạn thép cắt cùng được bó lại với nhau.
3.3. Thanh được phủ (coated bar)
Thanh cốt thép được phủ một lớp epoxy bám dính bằng nóng chảy.
3.4. Dây được phủ (coated wire)
Dây thép đã nắn thẳng được phủ một lớp epoxy bám dính bằng nóng chảy.
3.5. Lưới thép hàn được phủ (coated welded fabric)
Tấm lưới thép hàn được phủ một lớp epoxy bám dính bằng nóng chảy.
3.6. Dây chuyền phủ (coating line)
Một dây chuyền gia công phủ theo chiều dài trong nhà máy phủ thép cốt bê tông nhiều dây chuyền.
3.7. Lớp phủ chuyển hóa (conversion coating)
Sự chuẩn bị bề mặt bằng cách phun trước khi phủ có tác dụng làm nóng kim loại, thúc đẩy độ bám dính của lớp phủ cải thiện tính chống ăn mòn và tăng tính chống rỗ khí.
3.8. Sự không liên kết (disbonding)
Độ giảm sự bám dính giữa lớp phủ epoxy bám dính bằng nóng chảy và thanh, dây hoặc lưới thép hàn thép cốt bê tông.
3.9. Nhà chế tạo cốt thép (fabricator)
Tổ chức, doanh nghiệp cắt và/ hoặc uốn thanh, dây hoặc lưới thép hàn thép cốt bê tông.
3.10. Lớp phủ epoxy bám dính bằng nóng chảy (fusion - bonded epoxy coating)
Lớp phủ bao gồm bột màu, nhựa epoxy làm rắn bằng nhiệt, chất liên kết và các chất phụ gia khác, được sử dụng ở dạng bột trên nền kim loại sạch, đã được nung trước và được nung chảy đến dạng màng phủ kín liên tục.
3.11. Điểm khuyết (holiday)
Điểm gián đoạn trong lớp phủ mà người quan sát bằng mắt thường hoặc dùng kính phóng đại không thể thấy.
3.12. Đoạn cắt (length)
Phần thanh cốt thép thẳng được cắt đến một chiều dài quy định.
3.13. Gân dọc (longitudinal rib)
Gân kéo dài đều song song với trục của thanh cốt thép.
3.14. Nhà sản xuất (manufacturer)
Tổ chức sản xuất lưới thép hàn, dây hoặc thanh cốt thép phủ.
3.15. Cốt thép chế tạo sau khi phủ (post-fabricated reinforcement)
Lưới thép hàn, dây hoặc thanh cốt thép được chế tạo sau khi phủ lớp phủ epoxy bám dính bằng nóng chảy.
3.16. Cốt thép chế tạo trước (pre-fablicated reinforcement)
Lưới thép hàn, dây hoặc thanh cốt thép được chế tạo trước khi được làm sạch và được phủ lớp phủ epoxy bám dính bằng nóng chảy.
3.17. Vật liệu bịt kín (sealing material)
Hệ thống các chất phủ, được tạo ra thích hợp với lớp phủ epoxy bám dính bằng nóng chảy, được sử dụng để sửa chữa những vùng bị hư hỏng và các đầu cắt.
3.18. Đơn vị thử (test unit)
Lượng cốt thép đã phủ được chấp nhận hoặc cùng bị loại bỏ, trên cơ sở các phép thử được thực hiện trên các sản phẩm mẫu theo các yêu cầu tiêu chuẩn sản phẩm hoặc đặt hàng.
CHÚ THÍCH: Chấp nhận TCVN 4399:2008.
3.19. Gân ngang (transverse rib)
Bất cứ gân nào trên bề mặt của thanh hoặc dây cốt thép ngoài gân dọc.
3.20. Vật liệu thẩm thấu (wetting agent)
Vật liệu làm giảm sức căng bề mặt của nước cho phép nước thấm qua hiệu quả hơn vào trong những điểm gián đoạn nhỏ trên lớp phủ để chỉ ra số lượng điểm khuyết chính xác hơn.
4. Vật liệu
4.1. Thanh cốt thép
Thanh cốt thép để phủ phải theo TCVN 1651-1 hoặc TCVN 1651-2 hoặc bất cứ tiêu chuẩn sản phẩm khác do khách hàng quy định, và phải tránh các tạp chất như dầu, mỡ hoặc sơn.
CHÚ THÍCH: Trước khi phủ, thanh cốt thép phải được kiểm tra về sự thích hợp của chúng đối với lớp phủ. Thanh cốt thép có ba via, vẩy cán hoặc những sai hỏng bề mặt khác gây trở ngại cho đặc tính của lớp phủ. Vì khi phủ dẫn đến dòng chảy liên tục từ các ba via, vẩy cán hoặc những sai hỏng bề mặt khác, và có thể dẫn đến kết quả chiều dày lớp phủ không phù hợp tại các điểm này.
4.2. Lưới thép hàn hoặc dây thép
Lưới thép hàn hoặc dây thép để phủ phải theo TCVN 1651-3 hoặc TCVN 6288 hoặc bất cứ tiêu chuẩn sản phẩm khác do khách hàng quy định, và phải tránh các tạp chất như dầu, mỡ hoặc sơn.
4.3. Bột epoxy
Bột epoxy được sử dụng phải theo TCVN 7936. Theo yêu cầu, khách hàng phải được cung cấp số liệu thử để xem xét lại.
Khách hàng phải được giao hàng cùng với giấy chứng nhận các ký hiệu đặc tính lô bột epoxy được sử dụng trong đơn hàng, số lượng, ngày tháng sản xuất, tên và địa chỉ nhà sản xuất bột và tờ khai bột epoxy được cung cấp có cùng thành phần như là đã được xác định trước theo TCVN 7936. Nhà sản xuất bột epoxy phải giao một băng ghi hồng ngoại và một băng ghi đo nhiệt lượng bằng quét vi phân các lô bột được sử dụng trong khi chuẩn bị lưới thép hàn, dây và thanh cốt thép phủ như là phần của giấy chứng nhận.
Nếu được quy định trong đơn hàng, một mẫu đại diện là 0,2 kg bột epoxy phải được cung cấp cho khách hàng từ mỗi lô. Mẫu phải được gói trong một hộp kín khí và được ghi nhãn bằng ký hiệu lô.
Bột epoxy phải được bảo quản trong môi trường thích hợp theo khuyến nghị của nhà sản xuất bột cho đến khi sẵn sàng để sử dụng, bảo đảm bột epoxy có đủ thời gian để đạt được gần với nhiệt độ xung quanh nơi sử dụng. Bột epoxy phải được sử dụng trong thời hạn sử dụng mà nhà sản xuất hạt đã đề nghị.
4.4. Vật liệu bịt kín
Vật liệu bịt kín phải tương hợp với lớp phủ epoxy bám dính bằng nóng chảy, mất hoạt tính trong bê tông, và theo đề nghị của nhà sản xuất bột epoxy. Vật liệu bịt kín phải thích hợp để sửa chữa lớp phủ bị hỏng tại nhà sản xuất, nơi xây dựng và phải theo TCVN 7936.
Khi được yêu cầu trong đơn hàng, vật liệu bịt kín phải được cung cấp cho khách hàng.
5. Chuẩn bị bề mặt của lưới thép hàn, dây và thanh cốt thép
Bề mặt của lưới thép hàn, dây và thanh cốt thép phải được làm sạch bằng phun bi thép. Lượng vảy thép cán còn lại trên bề mặt đã được làm sạch không lớn hơn 5% khi thử theo C.10.
Độ nhám mặt phun trung bình là 50 mm đến 70 mm, được xác định như là sai lệch trung bình số học của mặt được đánh giá "Ra" trong ISO 4287:1997 phải được xem xét thích hợp với mô hình neo giữ.
CHÚ THÍCH 1: Sử dụng "máy đo biên dạng" một dụng cụ đo bề mặt để đo đếm điểm cao nhất như chiều dày mặt cắt lớn nhất được yêu cầu.
Phải sử dụng bi thép có độ cứng Rockwell C55 hoặc lớn hơn, như là GL-25. Tốt nhất là sử dụng 100% bi thép.
CHÚ THÍCH 2: Bi thép sử dụng lại phải giữ gìn sao cho giảm thiểu sự nhiễm bẩn như là dầu, cát và bẩn gây ra từ công đoạn phun.
Sử dụng lưỡi nạo có thổi khí khô áp suất cao, đa hướng sau khi phun làm sạch để loại bỏ bẩn, hạt sạn và vật liệu khác khỏi bề mặt thép. Lưỡi nạo có thổi khí phải không làm dính dầu lên lưới thép hàn, dây và thanh cốt thép.
CHÚ THÍCH 3: Lưới thép hàn, dây và thanh cốt thép thấy có sạn làm bẩn phải được làm sạch bằng rửa axit hoặc các phương pháp thích hợp khác để loại bỏ tạp chất khỏi bề mặt trước khi nung nóng trước. Bề mặt được rửa phải không cho phép bị rỉ nhanh.
Cho phép làm sạch hóa chất và/hoặc thay đổi lớp phủ của bề mặt lưới thép hàn, dây và thanh cốt thép để tăng cường tính bám dính của lớp phủ.
CHÚ THÍCH 4: Một số lớp phủ bột có thể yêu cầu gia công thép trước theo hướng dẫn của nhà sản xuất bột.
Gia công trước phải được tiến hành sau khi làm sạch bột mài và trước khi phủ, theo bản hướng dẫn sử dụng do nhà gia công trước quy định.
Các tiêu chuẩn chuẩn bị bề mặt khác đã đề cập đến có thể được áp dụng:
a) chúng có thể được hướng dẫn theo đặc tính tốt hoặc tốt hơn theo điều 7 và C.8 đến C.11;
b) các quy trình chuẩn bị và các phép đo giới hạn được ghi lại, bao gồm các giới hạn dung sai cho phép có thể được hướng dẫn để không làm hỏng chất lượng toàn phần;
c) sản phẩm được sản xuất dưới giản đồ bảo đảm chất lượng kiểm định a) và b) ở trên.
6. Sử dụng bột
Bột epoxy được sử dụng để làm sạch và xử lý sơ bộ (nếu sử dụng) bề mặt ngay khi có thể sau khi bề mặt vừa được xử lý toàn bộ, và trước bất cứ xuất hiện gỉ bề mặt nào nhìn thấy được (từ một người với sự quan sát bằng mắt thường). Thời gian lớn nhất để áp dụng phủ phải dựa trên độ ẩm tương đối (RH) của thiết bị phủ theo Bảng 1.
Bảng 1 - Thời gian lớn nhất giữa xử lý bề mặt và áp dụng bột
Độ ẩm tương đối RH | Thời gian lớn nhất min |
RH ≤ 55 % | 180 |
55 % < rh="" ≤="" 65=""> | 90 |
65 % < rh="" ≤="" 75=""> | 60 |
75 % < rh="" ≤="" 85=""> | 30 |
Nếu độ ẩm tương đối vượt quá 85 %, việc sử dụng lớp phủ phải dừng lại, trừ trường hợp các khâu chuẩn bị bề mặt, nung nóng và quá trình phủ được thao tác liên tục.
Bột phải được ứng dụng theo những đề nghị của nhà sản xuất bột về phạm vi nhiệt độ bề mặt thép ban đầu và vị trí sử dụng hóa cứng. Trong khi thao tác liên tục, nhiệt độ bề mặt phải được đo ngay trước khi phủ, sử dụng súng hồng ngoại và/hoặc bút chì màu chỉ thị nhiệt độ tối thiểu 30 min một lần.
CHÚ THÍCH 1: Sử dụng súng hồng ngoại và bút chì màu chỉ thị nhiệt độ đo lớp phủ của lưới thép hàn, dây hoặc thanh thép cốt được đề nghị.
CHÚ THÍCH 2: Kiến nghị kiểm tra định kỳ sự lưu hóa của lớp phủ bằng phép đo nhiệt lượng quét vi sai.
CHÚ THÍCH 3: Khi phủ các loại dây kép của lưới thép hàn, phải xem xét việc sử dụng phương pháp phủ cho thích hợp.
7. Yêu cầu đối với lưới thép hàn, dây và thanh cốt thép
7.1. Yêu cầu chung
Các lớp phủ không dẻo (loại B) được yêu cầu đáp ứng các yêu cầu đặc tính của các lớp phủ dẻo (loại A) trừ các yêu cầu ngoại lệ của lớp phủ thích ứng (7.4).
CHÚ THÍCH: Một số tiêu chuẩn bao gồm một phép thử đặc tính để xác định độ bền liên kết tương đối của thanh cốt thép có gân trong bê tông. Ở Mỹ, ví dụ như độ bền liên kết tương đối được xác định với các mẫu thử đầu dầm theo ASTM 944. Trong phép thử đặc tính, độ bền liên kết tương đối của thanh được phủ được yêu cầu tối thiểu là bằng 85 % độ bền liên kết tương đối của thanh không được phủ. Xem ASTM 944 để biết thêm thông tin.
Khi quy định thép cốt được phủ epoxy theo tiêu chuẩn này, cũng cần xét đến quy định độ bền liên kết.
7.2. Chiều dày lớp phủ
Chiều dày lớp phủ sau khi hong khô phải là 170 mm đến 300 mm. Giới hạn chiều dày trên không áp dụng để sửa chữa các vùng lớp phủ bị hỏng.
7.3. Sự liên tục của lớp phủ
Phải có không nhiều hơn bốn điểm gián đoạn cho mỗi mét chiều dài thanh cốt thép phủ hoặc dây phủ (cuộn và từng đoạn cắt). Đối với thanh hoặc dây đã phủ có chiều dài nhỏ hơn 300 mm, thì tối đa chỉ là một điểm gián đoạn.
Đối với lưới thép hàn, số điểm gián đoạn không được vượt quá các giá trị nêu trong Bảng 2.
Bảng 2 - Sự liên tục của lớp phủ trên lưới thép hàn
Khoảng cách dâya | Số mối ghépb được kiểm tra | Số điểm gián đoạn tối đa |
bL và bc ≤ 100 mm | 10 | 20 điểm gián đoạn /m2 |
bL hoặc bc > 100 mm | 5 | 10 điểm gián đoạn /m2 |
a bL là khoảng cách của các dây dọc; bc là khoảng cách của các dây ngang. b Một mối ghép là một điểm hàn bao gồm 13 mm dây trong mỗi chiều. | ||
Không tính sự hư hỏng tại hai đầu cắt.
7.4. Độ dẻo của lớp phủ
Người quan sát thông thường hoặc có hiệu chỉnh ở bên ngoài bán kính của mẫu thử uốn không nhìn thấy vết rạn nứt hoặc sự không liên kết của lớp phủ.
7.5. Sự bám dính của lớp phủ
Sự bám dính của lớp phủ được đánh giá bằng sự mất liên kết ca tốt và thử phun sương muối theo các quy trình được mô tả trong TCVN 7936.
Nhà sản xuất phải chứng minh bán kính mất liên kết theo phép thử mất liên kết ca tốt ít hơn 2 mm dựa trên 95 % mẫu đã được thử trên mức trung bình cán của ba tháng.
Nhà sản xuất cũng phải chứng minh bán kính mất liên kết theo phép thử phun sương muối nhỏ hơn 3 mm lên trên 95 % mẫu đã được thử trên mức trung bình cán của ba tháng.
8. Lớp phủ hỏng được chấp nhận và sửa chữa lớp phủ bị hỏng
Lớp phủ hỏng có thể thấy rõ từ một người với hướng nhìn thông thường phải được sửa chữa với vật liệu bịt kín đáp ứng các yêu cầu của 4.4 theo đề nghị của nhà sản xuất vật liệu bịt kín. Phải loại bỏ bất cứ lớp gỉ nào bằng các phương pháp thích hợp trước khi sử dụng vật liệu bịt kín.
Tổng diện tích bề mặt bị hư hỏng trước khi sửa chữa bằng vật liệu bịt kín, phải không lớn hơn 0,5 % diện tích bề mặt trên một mét chiều dài bất kỳ của thanh hoặc dây. Giới hạn sửa chữa hư hỏng này không bao gồm các đầu bị cắt hoặc các đầu cắt đã được phủ bằng vật liệu bịt kín.
Khi lưới thép hàn, dây hoặc thanh cốt thép bị cắt, cắt bằng cưa, hoặc cắt bằng các phương pháp khác trong quá trình sản xuất, các đầu cắt phải được bịt kín bằng chất bịt kín tương ứng đã được sử dụng để sửa chữa lớp phủ hư hỏng.
Lớp phủ tại những vùng được sửa phải có chiều dày tối thiểu là 180 mm.
CHÚ THÍCH 1: Các yêu cầu này áp dụng cho sản phẩm phủ trước khi khách hàng chấp nhận thép được phủ từ nhà cung cấp và không đạt tiêu chuẩn nghiệm thu, xem Phụ lục B.
CHÚ THÍCH 2: Các giới hạn quy trình theo các hàng lớp phủ thanh thẳng có thể dẫn đến lớp phủ không đạt trong khoảng 200 mm tại mỗi đầu thanh cốt thép. Các đầu này hoặc được loại bỏ hoặc đưa sửa chữa trong quá trình sản xuất tiếp theo.
CHÚ THÍCH 3: Nếu lớp phủ hư hỏng trên bất cứ một mét chiều dài nào của thanh hoặc hoặc dây lớn hơn 0,5 % diện tích bề mặt, đoạn này được loại bỏ khỏi thanh hoặc dây phủ thành phế liệu. Trong khi sửa chữa lớp phủ bị hỏng, phải tiến hành bảo dưỡng mà không sử dụng vật liệu bịt kín để lượng dư lớp phủ còn nguyên trong quá trình sửa chữa.
9. Giấy chứng nhận của nhà sản xuất
Khi khách hàng có yêu cầu, nhà sản xuất phải có một giấy chứng nhận thử có giá trị ghi rõ:
a) vật liệu được cung cấp theo các yêu cầu của tiêu chuẩn này;
b) địa chỉ nơi lưu giữ các kết quả thử có giá trị để kiểm tra;
c) ký hiệu nhận biết của cơ quan cấp giấy chứng nhận, nếu thích hợp.
10. Xếp dỡ, bảo quản và ký hiệu
Lưới thép hàn, dây và thanh cốt thép đã phủ phải được vận chuyển và xếp dỡ cẩn thận. Toàn bộ hệ thống xếp dỡ lưới thép hàn, dây và thanh phủ phải có lót ở các vùng tiếp xúc. Toàn bộ đai của bó phải được lót hoặc phải sử dụng bó thích hợp để ngăn cản hư hỏng lớp phủ. Toàn bộ những bó cốt thép phải nâng theo cách sao cho tránh sự cọ sát giữa thanh này với thanh khác do những chỗ lỏng của bó. Cốt thép phủ không được rơi ra hoặc kéo căng.
Nếu trường hợp yêu cầu lưới thép hàn, dây và thanh cốt thép phủ được bảo quản ngoài trời trong thời gian nhiều hơn hai tháng, các biện pháp bảo quản phải được bổ sung để bảo vệ vật liệu tránh ánh sáng mặt trời, sương muối và phơi ngoài trời. Cốt thép phủ được bảo quản trong các môi trường ăn mòn phải yêu cầu bảo vệ trước. Nếu cốt thép phủ được bảo quản ngoài trời mà không che, thì kỳ hạn trên cốt thép phủ được đặt ngoài trời phải được ghi lại trên nhãn ký hiệu của bó thép. Cốt thép phủ phải được che đậy với lớp vật liệu polyetylen chắn sáng hoặc vật liệu bảo vệ chắn sáng thích hợp khác. Đối với bó được xếp đống, lớp che đậy bảo vệ phải che hết khu vực chung quanh chu vi của đống. Lớp che đậy phải đủ an toàn, và cho phép không khí tuần hoàn quanh cốt thép phủ để giảm thiểu sự ngưng tụ dưới bề mặt lớp phủ.
Toàn bộ cốt thép phủ phải được bảo quản trên các giá đỡ bảo vệ cách ly với nền.
Các quy định bảo đảm chất lượng phải được thể hiện trên tất cả các nhãn ký hiệu của lưới thép hàn, dây và thanh cốt thép đã được phủ. Các quy chuẩn phải được chứng nhận đúng theo tiêu chuẩn này và bao gồm giấy chứng nhận ngày tháng sản xuất, ngày tháng phủ, ký hiệu lô bột và phép thử đảm bảo chất lượng đã thực hiện. Ký hiệu của toàn bộ lưới thép hàn, dây và thanh cốt thép phải được duy trì trong suốt quá trình phủ và sản xuất cho đến nơi xếp hàng xuống tàu.
Phụ lục A
(Quy định)
Các phương pháp thử, tần suất thử và thử lại
A.1. Phương pháp thử và tần suất thử
A.1.1. Chiều dày lớp phủ
A.1.1.1. Phương pháp thử
Đối với các mục đích nghiệm thu, ít nhất 95% của toàn bộ kích thước chiều dày lớp phủ phải trong phạm vi được quy định. Chiều dày đo được nhỏ hơn 130 mm phải bị loại bỏ.
Kích thước chiều dày lớp phủ đơn ghi được là trung bình của ba số đo riêng giữa ba gân ngang liên tiếp của thanh cốt thép, hoặc giữa ba rãnh liên tiếp hoặc các gân của dây hoặc dây lưới thép hàn. Số lượng tối thiểu năm kích thước được ghi phải đạt được gần đúng khoảng cách bằng nhau dọc theo mỗi mặt bên của mẫu thử (Số lượng tối thiểu mười kích thước được ghi cho mỗi mẫu).
Phép đo phải được thực hiện theo phương pháp No.6 của ISO 2808:1997 theo hướng dẫn để hiệu chuẩn và sử dụng do nhà sản xuất dụng cụ đo chiều dày cung cấp. Có thể sử dụng calip (dụng cụ đo) đầu dò thử lọt và không lọt. Calip kéo "kiểu bút chì" yêu cầu người sử dụng không được sử dụng các số đo tại thời điểm nam châm bị kéo ra khỏi bề mặt.
Đối với các thanh có gân và dây có gân hoặc có rãnh, chiều dày của lớp phủ phải được đo trên phần đoạn thẳng của thanh hoặc dây giữa các gân ngang hoặc các rãnh.
Phép đo chiều dày lớp phủ đối với thanh trơn và dây trơn phải theo phương pháp đã giới thiệu trên đối với thanh có gân và dây có gân hoặc có rãnh, ngoại trừ đối với vị trí của ba chỉ số đơn lẻ. Ba chỉ số riêng, trung bình của kích thước chiều dày lớp phủ được ghi đơn lẻ, phải đo tại ba điểm liên tiếp. Khoảng cách giữa ba điểm liên tiếp phải xấp xỉ bằng đường kính danh nghĩa của thanh hoặc dây.
A.1.1.2. Tần suất các phép thử
Đối với thanh cốt thép, các phép thử về chiều dày lớp phủ phải được thực hiện trên tối thiểu hai thanh cho mỗi kích thước theo mỗi giờ sản xuất.
Đối với dây và lưới thép hàn, phép thử phải được thực hiện trên tối thiểu 0,3 m chiều dài mỗi loại dây hoặc lưới thép hàn được phủ trong mỗi giờ sản xuất.
A.1.2. Lớp phủ liên tục
A.1.2.1. Phương pháp thử
Kiểm tra điểm gián đoạn để xác định thanh cốt thép phủ được chấp nhận trước khi xếp hàng xuống tàu phải được thực hiện tại nơi sản xuất bằng máy dò điểm gián đoạn dòng trực tiếp, kiểu vật liệu xốp ẩm, kim đo 67,5 V, 80 000W, hoặc phương pháp tương đương. Điện áp thử phải không đổi và máy dò được thiết kế sao cho dụng cụ bên ngoài có thể chỉ thị chính xác. Máy dò phải được trang bị thiết bị chỉ thị như là đèn và/hoặc còi để chỉ thị điểm gián đoạn. Thiết bị dò phải có khả năng phủ lên toàn bộ bề mặt của lưới thép hàn, dây và thanh phủ có hình dạng và kích thước như đã được thử.
Vật liệu xốp phải được nhúng vào trong vòi nước để bổ sung tác nhân làm ẩm.
CHÚ THÍCH 1: Khuyến nghị dò tìm điểm gián đoạn trên đường thẳng. Kiểm tra máy dò điểm gián đoạn phải được thực hiện đều đặn để hiệu chỉnh độ chính xác trên hệ tuyến tính.
CHÚ THÍCH 2: Để đạt được số điểm gián đoạn chính xác, cẩn thận để đảm bảo sự tiếp xúc của vật liệu xốp dọc theo toàn bộ bề mặt thép để duy trì thử.
A.1.2.2. Tần suất các phép thử
Đối với thanh cốt thép, các phép thử về tính liên tục của lớp phủ phải được thực hiện trên tối thiểu hai thanh cho mỗi kích thước theo mỗi giờ sản xuất. Đối với dây và lưới thép hàn, phép thử phải được thực hiện trên tối thiểu 0,3 m chiều dài mỗi loại dây hoặc lưới thép hàn được phủ trong mỗi giờ sản xuất.
A.1.3. Tính dẻo của lớp phủ
A.1.3.1 Phương pháp thử
Đối với cốt thép, tính dẻo của lớp phủ phải được đánh giá bằng cách uốn thanh cốt thép đã được phủ 180o (sau khi lật lại) quanh gối trục có đường kính 4d với d ≤ 20 mm và 6d với d > 20 mm, trong đó d là đường kính danh nghĩa của thanh. Đối với thanh có d > 36 mm, thì góc uốn phải là 90o. Thử uốn phải được thực hiện với vận tốc góc không đổi tối thiểu là 8 rad/min. Khi thử, hai gân dọc của thanh cốt thép phủ phải được đặt trên mặt vuông góc với bán kính gối trục. Nhiệt độ của mẫu thử là 23oC±5oC.
Đối với dây và lưới thép hàn, tính dẻo của lớp phủ phải được đánh giá bằng cách uốn dây và lưới thép hàn đã được phủ với tỉ lệ không đổi 180o (sau khi bật lại) quanh gối trục có đường kính bằng ba lần đường kính danh nghĩa của dây. Dây hoặc lưới thép hàn phải được đặt trên mặt phẳng vuông góc với bán kính gối trục. Nhiệt độ của mẫu thử là 23oC±5oC.
Sự gãy hoặc sự phá hủy cục bộ của lưới thép hàn, dây hoặc thanh cốt thép, hoặc gãy hoặc không liên kết do các khuyết tật trong bề mặt thanh hoặc dây gây ra sau khi thực hiện thử uốn, thì tính dẻo của lớp phủ không được coi là hỏng. Hai mẫu bổ sung phải được thử và đánh giá lại yêu cầu này.
A.1.3.2. Tần suất các phép thử
Đối với thanh cốt thép, các phép thử về tính dẻo của lớp phủ phải được thực hiện trên tối thiểu một thanh cho mỗi loại kích thước thanh theo mỗi giờ sản xuất. Đối với dây và lưới thép hàn, phép thử đối với tính dẻo của lớp phủ phải được thực hiện trên tối thiểu một dây cho mỗi loại kích thước hoặc lưới thép hàn được phủ trong mỗi giờ sản xuất.
A.1.4. Sự bám dính của lớp phủ
A.1.4.1. Phương pháp thử
Sự bám dính của lớp phủ phải được thử bằng sự không liên kết ca tốt và độ bền phun sương muối theo TCVN 7936.
A.1.4.2. Tần suất các phép thử
Các phép thử sự bám dính của lớp phủ sử dụng thử không liên kết ca tốt phải thực hiện trên một thanh cho mỗi kích thước được sản xuất trong 8h sản xuất. Lấy mẫu được cán qua từng dây chuyền phủ.
Các phép thử sự bám dính của lớp phủ bằng thử phun sương muối phải thực hiện trên một thanh trong 24 h sản xuất. Sau mỗi ngày sản xuất, tối thiểu phải thử một mẫu đại diện cho mỗi kích thước được sản xuất.
Đối với thanh cốt thép phủ được chế tạo trước, một nửa các mẫu được thử phải là mẫu thanh thẳng và một nửa là mẫu thanh uốn. Phép thử trên mẫu thanh uốn phải lần lượt giữa bán kính trong và ngoài. Nếu không có thanh uốn đã phủ trong chu trình sản xuất, các thanh thẳng được dùng thay thế để thử.
A.2. Thử lại
A.2.1. Nếu bất cứ mẫu thử nào không đạt các yêu cầu về chiều dày lớp phủ, tính liên tục, hoặc sự giảm tính dẻo thì phải bị loại bỏ.
A.2.1.1. Đối với thanh cốt thép phủ, khi thanh ban đầu thử không đạt phải lấy thêm hai thanh từ cùng một bó để thử lại. Nếu cả hai thanh này thử lại đạt yêu cầu thì bó thép được cho là đáp ứng yêu cầu của tiêu chuẩn này. Nếu có thanh không đạt, thì bó thép được coi như không đáp ứng yêu cầu của tiêu chuẩn này.
A.2.1.2. Đối với dây hoặc lưới thép phủ, lấy thêm hai mẫu từ cùng một đơn vị thử để thử lại khi mẫu thử ban đầu không đạt. Nếu cả hai mẫu này đạt được các phép thử lại thì đơn vị thử nói trên được coi như đáp ứng yêu cầu của tiêu chuẩn này. Nếu có mẫu không đạt các phép thử lại thì đơn vị thử này được coi như không đáp ứng yêu cầu của tiêu chuẩn này.
Đối với lưới thép hàn, dây và thanh cốt thép phủ được sản xuất trước, nếu đơn vị thử không đạt các quy định của tiêu chuẩn này thì phải lấy hai mẫu từ đơn vị thử này và từ đơn vị thử tiếp theo để thử lại các phép thử mà các mẫu ban đầu không đạt. Nếu các phép thử lại của tất cả các mẫu đạt yêu cầu, thì các đơn vị thử này được coi như thỏa mãn yêu cầu của tiêu chuẩn này. Nếu bất cứ một mẫu nào không đạt khi thử lại, thì đơn vị thử được coi là không thỏa mãn yêu cầu của tiêu chuẩn này.
A.2.3. Đối với thanh cốt thép phủ, trong trường hợp bó không đạt lần hai, phải thử lại bó chưa được thử ngay gần với nó, có thể là bó trước hoặc sau. Quá trình này phải được lặp lại cho đến khi bó đạt yêu cầu được thử.
Đối với lưới thép hàn, dây và thanh cốt thép phủ sản xuất trước, trong trường hợp đơn vị thử không đạt lần thứ hai, phải thử lại đơn vị thử chưa được thử ngay gần với nó, có thể là đơn vị thử trước hoặc sau. Quá trình này phải được lặp lại cho đến khi đơn vị thử đạt yêu cầu được thử.
A.2.4. Một số lượng chắc chắn mẫu thép cốt phủ sẽ được sản xuất từ khi phép thử cuối cùng được thực hiện và được chấp nhận. Thép cốt được phủ từ khi phép thử cuối cùng được thực hiện phải được phân thành bốn nhóm thời gian bằng nhau tùy theo chúng được sản xuất lúc nào. Mỗi đơn vị thử nên được xác định bằng thép cốt phủ được sản xuất trong một thời gian đã cho từ phép thử chấp nhận cuối cùng.
Phụ lục B
(tham khảo)
Hướng dẫn thực hành tại hiện trường
Tiêu chuẩn này là một tiêu chuẩn sản phẩm. Các yêu cầu của nó dừng lại khi khách hàng chấp nhận lưới thép hàn, dây và thanh cốt thép từ nhà cung cấp. Tiêu chuẩn sản phẩm không mô tả các yêu cầu đối với các quy trình kỹ thuật tiếp theo tại hiện trường.
Các bản đặc tính kỹ thuật công trình phải mô tả các yêu cầu kỹ thuật đối với lưới thép hàn, dây và thanh cốt thép phủ từ khi khách hàng chấp nhận lưới thép hàn, dây và thanh cốt thép phủ từ nhà cung cấp và những thực tế tiếp theo tại hiện trường. Khi không có các yêu cầu trong các bản đặc tính kỹ thuật công trình, khuyến nghị các hướng dẫn thực hành tại hiện trường như sau.
a) Cẩn thận khi vận chuyển lưới thép hàn, dây và thanh cốt thép phủ; tránh sự cọ sát giữa bó với bó, hoặc sự cọ sát giữa thanh với thanh do bị tụt khỏi bó.
b) Thiết bị để vận chuyển lưới thép hàn, dây và thanh cốt thép phủ phải được bảo vệ các vùng tiếp xúc.
c) Lưới thép hàn, dây và thanh cốt thép phủ phải được xếp dỡ xuống càng gần khu vực cố định chúng càng tốt để giảm sự xếp dỡ lại.
d) Lưới thép hàn, dây và thanh cốt thép phủ phải được bảo quản ở bãi trên các giá đỡ bảo vệ, và các ngăn thanh gỗ được đặt giữa các bó khi cần xếp thành đống. Các bệ đỡ được đặt nơi thích hợp để ngăn ngừa độ võng trong các bó.
e) Lưới thép hàn, dây và thanh cốt thép phủ và không phủ phải được bảo quản tách biệt với nhau.
f) Phải giảm thiểu thời gian lưu kho và nhập kho theo từng giai đoạn để thích hợp với tiến độ xây dựng.
g) Nếu trường hợp bảo quản lưới thép hàn, dây và thanh cốt thép phủ ngoài trời ở dạng chất đống trong thời gian lâu hơn hai tháng, các biện pháp bảo quản phải được thực hiện đầy đủ để bảo vệ vật liệu khỏi ánh sáng mặt trời, sương muối và phơi trong không khí. Cốt thép phủ được bảo quản trong môi trường ăn mòn có thể được yêu cầu bảo vệ sớm. Nếu cốt thép phủ được bảo quản ngoài trời mà không được che phủ, thì ngày tháng cốt thép phủ để ở ngoài trời phải được ghi lại trên nhãn ký hiệu trên bó thép.
Cốt thép phủ nên được che đậy bằng vải polyethylen mờ hoặc vật liệu bảo vệ thích hợp khác. Đối với các bó được xếp đống, lớp che bảo vệ phải che được quanh chu vi của đống. Lớp che phải được làm kiên cố, và cho phép không khí tuần hoàn quanh cốt thép phủ để giảm thiểu sự ngưng tụ dưới lớp phủ.
h) Sự chế tạo cốt thép ở nơi xây dựng không được đề nghị. Nếu trường hợp cần tiến hành chế tạo ở nơi xây dựng, phải cẩn thận khi chế tạo cốt thép phủ. Các lõi uốn và các bộ phận khác tiếp xúc với cốt thép phủ phải được trang bị vòng đệm bằng nilon. Nhựa epoxy trở nên giòn ở nhiệt độ thấp, ví dụ, dưới + 5oC; vì vậy phải cẩn thận hơn trong sử dụng khi tiến hành chế tạo ở thời tiết lạnh. Công việc phải được hoãn lại cho đến khi thời tiết ấm hơn. Các đầu cốt thép cắt phải được bịt kín với vật liệu bịt kín. Lớp phủ bị hư hỏng trong khi thi công phải được sửa lại với vật liệu bịt kín.
i) Khi diện tích lớp phủ bị hỏng lớn hơn 1% diện tích bề mặt trên bất cứ một mét chiều dài nào của thanh cốt thép phủ, hoặc của mỗi dây thép phủ thì lưới thép hàn, dây hoặc thanh phủ này phải bị loại bỏ.
j) Khi diện tích lớp phủ bị hỏng không lớn hơn 1% diện tích bề mặt trên bất cứ một mét chiều dài nào của thanh phủ, hoặc của mỗi dây thép phủ, thì toàn bộ lớp phủ bị hỏng mà người quan sát bằng mắt thường có thể thấy rõ được sửa chữa bằng vật liệu bịt kín.
k) Vật liệu bịt kín phải được sử dụng nghiêm ngặt theo hướng dẫn của nhà sản xuất vật liệu bịt kín. Trước khi sử dụng vật liệu bịt kín, gỉ sắt phải được loại bỏ khỏi vùng hư hỏng bằng các phương pháp thích hợp. Vật liệu bịt kín phải được sấy khô trước khi đổ bê tông lên trên lưới thép hàn, dây và thanh cốt thép phủ.
l) Khi cố định lưới thép hàn, dây và thanh cốt thép phủ, toàn bộ bệ đỡ và chỗ đệm thanh, dây, và đầu dây phải được phủ bằng vật liệu điện môi, ví dụ vật liệu phủ bằng nhựa epoxy hoặc vật liệu phủ bằng chất dẻo tương hợp với bê tông.
m) Lưới thép hàn, dây và thanh cốt thép phủ cố định phải được kiểm tra lớp phủ hư hỏng trước khi đổ bê tông. Chú ý đặc biệt đến các đầu cắt của thanh phủ. Chỗ hư hỏng phải được sửa chữa bằng vật liệu bịt kín theo TCVN 7936.
n) Sau khi cố định, phải giảm thiểu đi bộ trên lưới thép hàn, dây và thanh cốt thép phủ. Phải có kế hoạch sắp đặt thiết bị di động để tránh làm hỏng cốt thép phủ.
o) Lớp phủ hỏng có thể do các hoạt động đổ bê tông. Khi sử dụng các máy rung loại ngập để gia cố bê tông quanh lưới thép hàn, dây và thanh cốt thép phủ, thì máy rung phải được trang bị với các đầu không phải là kim loại.
Phụ lục C
(tham khảo)
Đảm bảo chất lượng và các quy trình thử trong sản xuất cốt thép phủ epoxy
C.1. Phạm vi áp dụng
Phụ lục này bao gồm các điều khoản được đề nghị đối với các quy trình như là một phần của chương trình đảm bảo chất lượng của nhà sản xuất đối với lớp phủ epoxy bám dính bằng nóng chảy của thép cốt.
Hơn nữa, phụ lục này đưa ra các khuyến cáo đối với phép thử để đánh giá độ chính xác của quá trình sản xuất trong chương trình tạo khung sườn.
C.2. Hệ thống chất lượng
Các yêu cầu về tổ chức và thủ tục của hệ thống trong TCVN ISO 9001. Bản liệt kê này gồm cả hướng dẫn chất lượng đặc biệt và các hướng hoạt động được áp dụng để đảm bảo tính nhất quán của chất lượng trong sản phẩm.
C.3. Chất lượng và kiểm tra hoạt động
C.3.1. Hồ sơ
Hồ sơ phải được lưu giữ tối thiểu trong thời gian mười năm từ ngày cung cấp phần cuối cùng của mẻ thép đúc. Hồ sơ phải đảm bảo có mối liên kết (dấu vết) của mỗi lô thép cốt phủ epoxy với mẻ nấu ban đầu của nó và vật liệu phủ, và mỗi lô thép cốt phủ theo một trình tự riêng. Bất cứ điều kiện nhân nhượng nào của khách hàng phải có thể tìm được theo một trình tự riêng.
C.3.2. Thép cốt
C.3.2.1. Cần có một hệ thống quy định việc cung cấp thép cốt từ nhà sản xuất thép. Quy trình này bao gồm toàn bộ các quy định về đặc tính kỹ thuật của vật liệu, mà các đặc tính này là quan trọng trong việc đảm bảo sự thỏa mãn yêu cầu của chất lượng vật liệu và tính đồng nhất. Các thép cốt phải thỏa mãn các yêu cầu của TCVN 1651 và TCVN 6288 hoặc các tiêu chuẩn sản phẩm khác theo yêu cầu của khách hàng. Người cung cấp chỉ được mua từ nguồn có chứng chỉ được công nhận.
C.3.2.2. Cần có một quy trình hướng dẫn việc tiếp nhận thép cốt từ nhà máy cung cấp bao gồm việc kiểm tra và hiệu chính giữa các bản thông báo và giấy chứng nhận thử nghiệm. Vật liệu không được đưa ra khỏi nơi sản xuất hoặc bán hàng trước khi được kiểm tra sự phù hợp với các yêu cầu quy định trong TCVN ISO 9001.
C.3.2.3. Cần có một hệ thống quy định việc ghi chép và nhận biết toàn bộ vật liệu được giữ trong kho hàng và được gia công kế tiếp. Hệ thống này phải nhận biết được các vật liệu đó với thông tin của mẻ nấu gốc sao cho thể hiện các yêu cầu của C.3.1, và phải chứng minh rằng chỉ sử dụng những vật liệu từ nhà máy thép được công nhận. Mỗi liên kết có thể mở rộng qua phương pháp phủ sản phẩm cuối cùng.
C.3.3. Vật liệu phủ
C.3.3.1. Cần có một quy trình quy định việc đặt hàng các vật liệu phủ. Nhà sản xuất epoxy phải được bên thứ ba được công nhận đánh giá cấp chứng chỉ. Trong trường hợp không có đánh giá này, bột phải chịu sự kiểm tra lô để đảm bảo tuân theo các yêu cầu của TCVN 7936. Những kiểm tra như vậy phải thực hiện tại phòng thí nghiệm độc lập được tổ chức đánh giá công nhận.
C.3.3.2. Cần có một quy trình hướng dẫn việc tiếp nhận vật liệu phủ bao gồm sự kiểm tra và hiệu chính giữa các bản thông báo và giấy chứng nhận thử nghiệm. Vật liệu không được đưa ra để gia công trước khi nhận được việc kiểm tra sự phù hợp với các yêu cầu quy định.
C.3.3.3. Cần có một hệ thống quy định việc ghi chép và nhận biết toàn bộ vật liệu được giữ trong kho hàng và được gia công kế tiếp trong quá trình phủ.
C.3.4. Sản phẩm trong sản xuất
C.3.4.1. Cần có một quy trình quy định để đảm bảo thép cốt không có dầu, mỡ hoặc các tạp chất khác trước khi phun hạt làm sạch.
C.3.4.2. Chuẩn bị bề mặt phải được hoàn thành bằng hệ thống phun hạt làm sạch được quy định và bao gồm phương pháp sử dụng hạt, đặc tính kỹ thuật của hạt, và các yêu cầu hình dạng bề mặt thanh.
C.3.4.3. Bất cứ quy trình kỹ thuật xử lý sơ bộ nào cũng phải được mô tả đầy đủ và phải bao gồm môi trường xử lý sơ bộ, phương pháp áp dụng và việc kiểm tra vật liệu sau xử lý sơ bộ.
C.3.4.4. Cần có một quy định thực hành đối với việc nung sơ bộ thép trước khi phủ, quy định này bao gồm một hệ thống hướng dẫn sự phân đoạn xử lý thép cốt được nung trong lò ở các khoảng dừng quan trọng. Hệ thống này bao gồm, nếu thích hợp, các điều kiện nung và nhiệt độ nung sơ bộ. Phương pháp xác định nhiệt độ nung cần được quy định.
C.3.4.5. Cần có một quy định thực hành đối với việc sử dụng lớp phủ, bao gồm một hệ thống giám sát và ghi chiều dày lớp phủ và những chỗ không hoàn thiện.
C.3.4.6. Sự sấy khô và sự làm nguội thực tế phải được quy định và phải tuân theo các yêu cầu do nhà sản xuất bột quy định với sự lưu ý đến nhiệt độ thép, sự sấy khô và sự làm nguội.
C.3.4.7. Cần có quy định thực hành đối với sự sửa đổi các điều kiện hoạt động của nhà máy khi thay đổi kích thước thanh hoặc dây sang kích thước khác.
C.3.4.8. Thử, kiểm tra và thực hiện nhanh phải theo các tiêu chuẩn thích hợp hoặc/và tiêu chuẩn của khách hàng. Nếu thích hợp, đối với quy trình bổ sung thêm nên có một hệ thống quy định việc chuyển thông tin thử cần thiết đến khách hàng.
C.3.5. Sản phẩm chế tạo sau
C.3.5.1. Cần có một hệ thống quy định đối với sự xử lý thép sau khi phủ epoxy, bao gồm các quy trình cắt, uốn (nếu là loại A), sự bó, bao gói và vận chuyển để làm giảm tới mức thấp nhất sự hư hỏng lớp phủ.
C.3.5.2. Việc sửa chữa các khuyết tật trong lớp phủ epoxy hoặc thép thành phẩm phải được quy định và bao gồm việc xử lý các đầu thanh hoặc dây. Quy trình này phải phù hợp với các yêu cầu do nhà sản xuất chất sửa chữa quy định.
C.3.6. Kiểm tra quá trình
Toàn bộ thiết bị kiểm tra quá trình và thiết bị thử phải được bảo dưỡng đều đặn theo chương trình bảo dưỡng được quy định. Việc hiệu chuẩn thiết bị và dụng cụ kiểm tra quá trình phải theo ISO 10012-1.
C.3.7. Hành động khắc phục
Quy trình hành động khắc phục phải chuẩn bị đầy đủ đối với khách hàng có khiếu nại liên quan đến vật liệu là đối tượng của cơ quan chứng nhận. Ghi lại toàn bộ những khiếu nại nhận được và lưu giữ các công việc đã thực hiện. Hành động khắc phục, nếu thích hợp, phải bao gồm cả việc thu hồi vật liệu bị nghi ngờ.
C.3.8. Dịch vụ kỹ thuật
Cần có một hệ thống cung cấp hướng dẫn kỹ thuật cho khách hàng liên quan đến gia công và sử dụng các sản phẩm là đối tượng của danh mục này.
C.4. Phép thử được đề nghị
Các quy trình được đề nghị trong phụ lục này như sau.
a) Môi trường thổi và bề mặt thanh cốt thép phải được đánh giá dựa trên:
- sự phân tích nhóm hạt của chất mài mòn được phun (C.6);
- việc đo profin bề mặt thanh cốt thép (C.7);
- chất còn lại trên bề mặt thanh cốt thép (C.8);
- việc phát hiện tạp chất muối (C.9);
- việc phát hiện tạp chất vảy cán (C.10).
b) Lớp phủ epoxy phải được đánh giá dựa trên sự phân loại độ xốp và tạp chất giữa các mặt (C.11).
C.5. Tần suất thử tối thiểu
a) Tần suất đánh giá bề mặt cốt thép và môi trường thổi như sau:
- sự phân tích hạt mài bằng lưới sàng: một lần cho mỗi lần thay đổi sản xuất;
- phép đo profin bề mặt thanh cốt thép: ba lần cho mỗi lần thay đổi sản xuất và mỗi lần thay đổi kích thước thanh;
- chất còn lại trên bề mặt thanh cốt thép: ba lần cho mỗi lần thay đổi sản xuất và mỗi lần thay đổi kích thước thanh;
- phát hiện tạp chất muối: ba lần cho mỗi lần thay đổi sản xuất và mỗi lần thay đổi kích thước thanh hoặc nguồn thép;
- phát hiện tạp chất vảy cán: ba lần cho mỗi lần thay đổi sản xuất và mỗi lần thay đổi kích thước thanh hoặc nguồn thép.
b) Sự phân loại độ xốp của lớp phủ epoxy và tạp chất (sự nhiễm bẩn) giữa các mặt phải được đánh giá tối thiểu một lần cho mỗi lần thay đổi sản xuất.
C.6. Sự phân tích hạt mài bằng lưới sàng
C.6.1. Phạm vi áp dụng
Phép thử này được quy định như là phương pháp để đo kích thước hạt mài.
C.6.2. Thiết bị
C.6.2.1. Sàng tiêu chuẩn 850 mm, 600 mm, 425 mm, 300 mm, 212 mm, một cái khay và nắp (có thể gồm cả các khay bổ sung).
C.6.2.2. Thang chia độ hoặc xilanh chia độ, 100ml.
C.6.2.3. Phễu
C.6.3. Quy trình
C.6.3.1. Lấy một mẫu đại diện của hạt mài từ màng ngăn luồng gió.
C.6.3.2. Xếp các sàng (C.6.2.1) từ đỉnh đến đáy từ lỗ sàng to nhất đến lỗ sàng nhỏ nhất với khay ở đáy.
C.6.3.3. Để khoảng 0,45 kg (hoặc 100 ml) mẫu lên trên sàng trên cùng.
C.6.3.4. Đậy nắp lên trên sàng trên cùng và lắc bằng tay hoặc bằng máy trong ba phút.
C.6.3.5. Đo khối lượng (thể tích) của vật liệu trên mỗi sàng và trong khay. Chuyển đổi các giá trị này theo tỉ lệ phần trăm.
C.6.4. Tiêu chuẩn chấp nhận
Phải có lớn hơn 80% vật liệu mài trên các sàng 850 mm, 600 mm và 425 mm. Có ít hơn 3 g vật liệu mài trên khay. Nếu các yêu cầu phân bố kích thước hạt này không được đáp ứng, thì dây chuyền sản xuất phải ngừng hoạt động và kiểm tra máy phun hạt. Sau đó lặp lại phép thử.
C.7. Đo profin bề mặt thanh cốt thép
C.7.1. Phạm vi áp dụng
Phép thử này đo profin bề mặt của thanh cốt thép đã được làm sạch bằng thổi hạt mài.
C.7.2. Thiết bị
C.7.2.1. Vi kế thang đo tải đàn hồi.
C.7.2.2. Mẫu băng, bao gồm màng mỏng chịu nén chứa bọt tế vi được gắn với màng polyester dày 50 mm.
C.7.2.3. Dụng cụ đánh bóng.
C.7.3. Quy trình
C.7.3.1. Lấy một đoạn thanh cốt thép không phủ tối thiểu là 1 m mới được phun làm sạch trên dây chuyền sản xuất.
C.7.3.2. Xác định vị trí bề mặt đại diện.
C.7.3.3. Bóc giấy nến khỏi mẫu băng (C.7.2.2) và đặt lên bề mặt đã phun.
C.7.3.4. Đánh bóng bằng dụng cụ đánh bóng (C.7.2.3) trên phần cắt tròn của băng đến khi bề mặt hoàn toàn tròn có màu thẫm đều.
C.7.3.5. Loại bỏ băng mẫu khỏi thanh và đặt nó giữa các đe của vi kế đàn hồi (C.7.2.1). Trừ đi 50 mm từ giá trị đọc được trên thước đo để bù cho chiều dày của màng chất dẻo. Giá trị đọc được trên thước đo là chiều cao trung bình từ đỉnh đến đáy rãnh của bề mặt được thổi.
C.7.3.6. Thực hiện quy trình trên hai bề mặt khác của thanh thử.
Thay cho băng mẫu, một "máy đo profin" loại đo bề mặt có thể được sử dụng để đo profin bề mặt.
C.7.4. Tiêu chuẩn chấp nhận
Khoảng chiều sâu độ nhám profin sau khi phun trung bình phù hợp được quy định trong Điều 5. Nếu không thấy khoảng profin neo này, thì phải dừng dây chuyền sản xuất lại và kiểm tra máy phun. Sau đó lặp lại phép thử.
C.8. Chất còn lại trên bề mặt thanh cốt thép
C.8.1. Phạm vi áp dụng
Phép thử này đo số lượng chất còn lại nhìn thấy được trên bề mặt thanh cốt thép theo phương pháp phun làm sạch bề mặt.
C.8.2. Thiết bị
C.8.2.1. Băng dính trắng, chiều rộng 6 mm (băng bằng chất dẻo 3M #471 hoặc tương đương)
C.8.2.2. Các biểu đồ tạp chất nhìn thấy được (xem Hình C.1).
C.8.2.3. Kính hiển vi, độ phóng đại x 30.
C.8.2.4. Dụng cụ đánh dấu.
C.8.2.5. Dao có ích.
C.8.2.6. Dụng cụ đánh bóng.
C.8.3. Quy trình
C.8.3.1. Lấy một đoạn thanh cốt thép không phủ tối thiểu là 1 m vừa mới được phun làm sạch trên dây chuyền sản xuất.
C.8.3.2. Cách khoảng 300 mm từ một đầu của thanh, sử dụng bút đánh dấu để đánh dấu giữa các gân ngang (C.8.2.4). Đặt một mẫu băng dính vào giữa các nhóm gân ngang tiếp theo. Bỏ qua hai rãnh tiếp theo và đặt mẫu băng dính thứ hai giữa nhóm gân ngang tiếp theo. Trong rãnh tiếp theo, đánh dấu lần hai bằng bút đánh dấu.
C.8.3.3. Đánh bóng các băng (C.8.2.1) nhẹ bằng dụng cụ đánh bóng
C.8.3.4. Lấy các băng.
C.8.3.5. Kiểm tra bề mặt tối nhất trên băng bằng kính hiển vi hoặc kính có độ phóng đại x 30 (C.8.2.3) và so sánh chúng với biểu đồ tạp chất nhìn thấy được (C.8.2.2) để xác định phần trăm tạp chất ở phía sau.
C.8.3.6. Cách khoảng 300 mm từ đầu khác của thanh, và trên mặt khác với mặt thử đầu tiên, đặt mẫu băng dính khác. Làm lại các bước từ C.8.3.3 đến C.8.3.5.
C.8.3.7. Uốn thanh 180o quanh một gối uốn với phạm vi được đánh dấu trên bán kính ngoài chỗ uốn. Phải giữ để trách nhiễm bẩn phạm vi được đánh dấu trước và sau khi uốn.
C.8.3.8. Trong phạm vi được đánh dấu, sử dụng một mẫu băng dính mới giữa nhóm gân ngang tiếp theo dấu đầu tiên. Bỏ qua hai rãnh tiếp theo và đặt mẫu băng dính thứ hai giữa nhóm gân ngang tiếp theo. Rãnh tiếp theo phải có dấu thứ hai được đánh bằng bút đánh dấu. Băng mới phải được đặt ở các vị trí tương tự như nhóm băng ban đầu được sử dụng trước khi uốn.
C.8.3.9. Làm lại các bước từ C.8.3.3 đến C.8.3.5.
C.8.4. Tiêu chuẩn chấp nhận
Tạp chất trên các mẫu thanh thẳng và uốn phải không vượt quá 30%. Nếu phần trăm tạp chất vượt quá giá trị này, thì dây chuyền sản xuất phải bị dừng và kiểm tra máy phun. Sau đó lặp lại phép thử.
C.9. Phương pháp phát hiện tạp chất muối
C.9.1. Phạm vi
Phép thử này được sử dụng để phát hiện muối clorua có thể xuất hiện trên bề mặt thanh cốt thép sau khi phun làm sạch trong môi trường hạt mài.
C.9.2. Thiết bị
C.9.2.1. Băng giấy phủ kali ferixianua.
C.9.2.2. Nước cất.
C.9.2.3. Túi chất dẻo.
C.9.2.4. Bình phun chất dẻo
C.9.2.5. Bao tay bằng cao su.
C.9.2.6. Kẹp.
C.9.2.7. Biểu đồ clorua (xem Hình C.2).
C.9.3. Quy trình
C.9.3.1. Theo giấy biên nhận, bảo quản băng giấy phủ kali ferixianua (C.9.2.1) trong túi chất dẻo được bịt kín (C.9.2.3). Bảo vệ băng giấy không bị ánh sáng chiếu vào. Giấy thử phải có màu vàng (không dùng giấy màu xanh). Ngay cả khi bảo dưỡng đúng cách, các băng giấy thử quá hạn cũng phải bỏ.
C.9.3.2. Lấy một đoạn thanh cốt thép chưa phủ tối thiểu là 1 m vừa được phun làm sạch trên dây chuyền sản xuất.
C.9.3.3. Làm ẩm giấy thử với nước cất (C.9.2.2) cho đến khi giấy được thấm đẫm nước. Cho phép có lượng nước dư chảy nhỏ giọt khỏi giấy.
C.9.3.4. Ép nhẹ giấy thử lên trên bề mặt cốt thép và giữ tiếp xúc trong 30 s. Lấy giấy ra, lật mặt dưới lên trên và theo dõi sự thay đổi màu sắc. Nếu có sắt colura dễ tan sẽ biểu thị màu xanh.
C.9.3.5. Khi thử hạt mài, rắc hạt mài lên trên giấy thử được làm ẩm cho đến khi nó được phủ kín. Giữ hạt mài trên giấy trong 30 s.
C.9.3.6. Tránh tiếp xúc các ngón tay với giấy thử.
C.9.3.7. So sánh băng giấy thử với biểu đồ clorua (C.9.2.7) để đánh giá nồng độ clorua trong thép.
C.9.3.8. Thực hiện quy trình trên hai bề mặt khác của thanh thử.
C.9.4. Tiêu chuẩn chấp nhận
Nếu phát hiện clorua có mặt trên thanh cốt thép đã phun sạch hoặc trong chất mài mòn, thì phép thử phải làm lại. Nếu clorua vẫn còn trong mẫu mới, dừng dây chuyền sản xuất lại đến khi tìm thấy nguồn gây bẩn và được loại bỏ. Sau đó lặp lại phép thử.
C.10. Phát hiện tạp chất vảy cán
C.10.1. Phạm vi áp dụng
Phép thử này sử dụng để xác định độ sạch của bề mặt thanh cốt thép đã phun khi kiểm tra vảy cán.
C.10.2. Thiết bị
C.10.2.1. Đồng sunfat, khan.
C.10.2.2. Nước cất
C.10.2.3. Ống nhỏ mắt và bình sạch, để hỗn hợp dung dịch hòa tan.
C.10.2.4. Kính hiển vi, độ phóng đại x 30.
C.10.2.5. Biểu đồ tạp chất vảy cán (xem Hình C.3).
C.10.3. Quy trình
C.10.3.1. Hòa tan 5 % (m/m) đồng sunfat (C.10.2.1) trong nước cất (C.10.2.2).
C.10.3.2. Lấy một đoạn thanh cốt thép không phủ tối thiểu là 1 m vừa được phun làm sạch trong dây chuyền sản xuất. Mẫu thử này không được lau chùi hoặc làm sạch bằng bất cứ phương pháp nào.
C.10.3.3. Nhỏ vài giọt đồng sunfat lên bề mặt được phun sạch và giữ trong 1 min.
C.10.3.4. Toàn bộ thép sạch được phản ứng với đồng sunfat với sắt bề mặt thay thế đồng trong dung dịch như vậy sẽ giải phóng đồng ngoài. Bề mặt đồng sẽ không phản ứng với vảy cán, chất bẩn hoặc cao su.
C.10.3.5. Sử dụng một kính lúp hoặc kính hiển vi có độ phóng đại x 30 (C.10.2.4) để đánh giá tổng số vảy cán và các tạp chất khác không phản ứng bằng cách so sánh bề mặt với biểu đồ tạp chất vảy cán (C.10.2.5).
C.10.3.6. Mức tối thiểu, phép thử này phải được thực hiện một lần trên các mặt đối diện của thanh (tối thiểu hai phép thử cho mỗi thanh).
C.10.4. Tiêu chuẩn chấp nhận
Nếu vảy cán được tìm thấy nhiều hơn 5 % bề mặt thép, thì dây chuyền sản xuất phải dừng lại và kiểm tra máy phun. Sau đó lặp lại phép thử.
C.11. Đánh giá độ xốp và tạp chất giữa mặt phân cách
C.11.1. Phạm vi áp dụng
Phương pháp đánh giá độ xốp này cung cấp một giá trị bằng số đối với mức độ xốp trong lớp phủ. Phép thử tạp chất giữa mặt phân cách cũng cung cấp chỉ số số lượng phần còn lại có thể nhìn thấy được để lại trên nền theo phương pháp làm sạch bằng vật liệu mài mòn. Các phương pháp này được kết hợp với nhau và sử dụng các mẫu thử như nhau. Lớp phủ loại A yêu cầu sử dụng nitơ lỏng để tạo ra mẫu phoi.
C.11.2. Thiết bị
C.11.2.1. Kính hiển vi, độ phóng đại x 30.
C.11.2.2. Thiết bị uốn.
C.11.2.3. Máy lạnh hoặc đá khô.
C.11.2.4. Dung dịch đồng sunfat, 5% (theo khối lượng).
C.11.2.5. Biểu đồ độ xốp A và B (xem Hình C.4).
C.11.2.6. Biểu đồ so sánh tạp chất giữa mặt phân cách (có thể sử dụng Hình C.1).
C.11.3. Quy trình
C.11.3.1. Lấy một đoạn thanh cốt thép không phủ tối thiểu là 1 m vừa được phun làm sạch trong dây chuyền sản xuất.
C.11.3.2. Làm lạnh mẫu với đá khô hoặc máy lạnh thích hợp (C.11.2.3) đến - 40oC hoặc thấp hơn) trong tối thiểu 30 min. Uốn mẫu khoảng 30o trên gối uốn là thanh tròn bán kính 13 mm (C.11.2.2) để làm nứt lớp phủ. Một khối phoi đủ lớn phải được lấy ra để tạo ra bề mặt thép đại diện (tối thiểu là 100 mm2).
C.11.3.3. Kiểm tra mặt cắt ngang của lớp phủ tại độ khuếch đại x 30 và xác định mức độ xốp dựa trên biểu đồ độ xốp A. Nếu độ xốp mặt cắt ngang phân loại là 2 hoặc nhỏ hơn, thì không yêu cầu thử mặt phân cách.
C.11.3.4. Nếu phân loại là 3 hoặc lớn hơn, hoặc nếu toàn khối của vùng vết rỗ trong phạm vi 20 % lớp phủ gần nền nhất, thì sử dụng một lưỡi dao cạo sắc để loại bỏ lớp mỏng khỏi mặt dưới của lớp phủ, vì vậy sẽ lộ ra cấp độ xốp của nó. Độ xốp mặt phân cách có thể được đánh giá bằng sử dụng biểu đồ độ xốp B (C.11.2.5).
C.11.3.5. Để xác định tạp chất giữa mặt phân cách, việc đánh giá tiến hành mặt dưới (bề mặt thép đối diện với mặt ban đầu) của lớp phủ tại độ khuếch đại x 30 và đánh giá tổng số vật liệu không phủ bằng phần trăm tổng số vùng được quan sát sử dụng biểu đồ so sánh tạp chất giữa mặt phân cách (C.11.2.6). Có thể sử dụng Hình C.1. Ghi lại giá trị này bằng "% vùng có tạp chất (bị nhiễm bẩn)".
C.11.3.6. Nhúng mẫu phủ vào trong dung dịch đồng sunfat (C.11.2.4) trong 10 s và làm lại ở mặt dưới của lớp phủ dưới độ phóng đại. Tạp chất là thép ban đầu (sơ cấp) sẽ làm thay đổi màu đồng. Ghi lại giá trị này bằng "% vùng bị nhiễm bẩn là thép".
C.11.4. Tiêu chuẩn chấp nhận
Nếu phân loại là 3 hoặc lớn hơn được xác định trên phép đo độ xốp giữa mặt phân cách hoặc mức độ nhiễm tạp chất phi kim lớn hơn 30 % trong phép thử tạp chất giữa mặt phân cách, thì dây chuyền sản xuất phải dừng lại cho đến khi tìm thấy nguồn gốc của tạp chất/độ xốp và được sửa chữa. Phép thử phải được thực hiện lại sau đó.
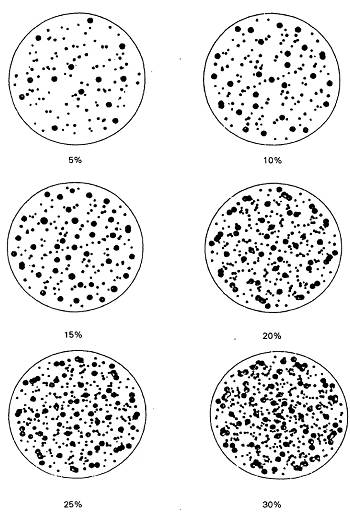
Hình C.1 - Biểu đồ tạp chất mặt sau
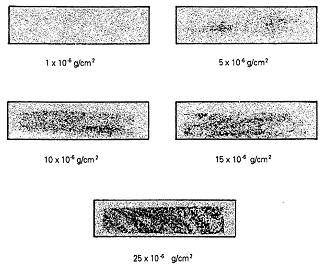
Hình C.2 - Biểu đồ clorua
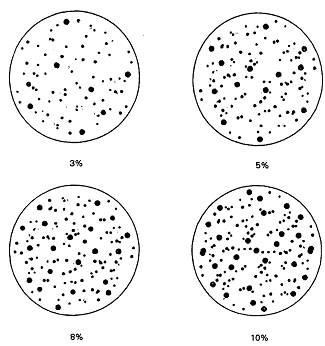
Hình C.3 - Biểu đồ tạp chất vảy cán
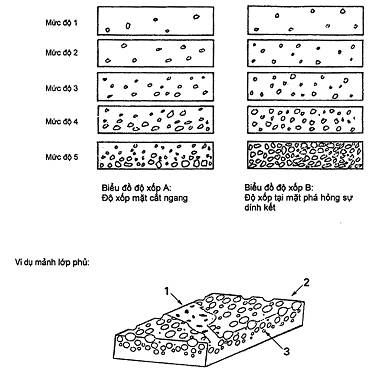
CHÚ DẪN:
1 Kiểm tra tạp chất mặt dưới trong bề mặt này.
2 Kiểm tra độ xốp giữa mặt phân cách trong bề mặt này.
3 Kiểm tra độ xốp mặt cắt ngang trong bề mặt này.
Hình C.4 - Biểu đồ độ xốp A và B
Phụ lục D
(tham khảo)
Quy trình chứng nhận đối với thép cốt phủ epoxy
D.1. Phạm vi áp dụng
Phụ lục này đưa ra các nguyên tắc cho một quy trình chứng nhận đối với thép cốt phủ epoxy (thép thanh, dây và lưới thép hàn) tăng cường kết cấu bê tông để kiểm tra sự phù hợp với các yêu cầu được quy định trong tiêu chuẩn này.
Quy trình chứng nhận đối với sản xuất liên tục gồm có các giai đoạn sau:
- thử tính phù hợp (xem Điều D.3);
- nhà sản xuất kiểm tra nội bộ (xem Điều D.4);
- kiểm tra và giám sát của cơ quan bên ngoài (xem Điều D.5).
D.2. Định nghĩa
Ngoài các định nghĩa trong điều 3 của tiêu chuẩn này, sử dụng các định nghĩa sau đây
D.2.1. Quy trình chứng nhận (certification scheme)
Quy trình chứng nhận liên quan đến sản phẩm, quá trình hoặc dịch vụ trong đó áp dụng các tiêu chuẩn riêng, các quy tắc và quy trình như nhau.
D.2.2. Cơ quan chứng nhận (certification body)
Cơ quan tiến hành chứng nhận sự phù hợp
[TCVN ISO/IEC 17000].
D.2.3. Kiểm tra (inspection)
Các hoạt động như đo, kiểm tra, thử nghiệm, đánh giá một hoặc nhiều đặc trưng của sản phẩm hoặc dịch vụ và so sánh chúng với các yêu cầu quy định để xác định tính phù hợp.
[TCVN ISO 9000]
D.2.4. Cơ quan kiểm tra (inspection body)
Cơ quan đại diện kiểm tra
[TCVN ISO/IEC 17000].
D.2.5. Phòng thử nghiệm (testing laboratory)
Phòng thử nghiệm để thực hiện các phép thử.
[TCVN ISO/IEC 17000]
CHÚ THÍCH: Thuật ngữ "phòng thử nghiệm" có thể được sử dụng với nghĩa là một tổ chức, một tổ chức kỹ thuật.
D.2.6. Phòng thử nghiệm được công nhận (accredited testing laboratory)
Phòng thử nghiệm được cấp phép.
D.2.7. Công nhận (phòng thử nghiệm) [(testing laboratory) accreditation]
Phòng kiểm nghiệm được công nhận chính thức đủ tư cách để thực hiện các phép thử đặc trưng hoặc các loại phép thử đặc trưng.
[TCVN ISO/IEC 17000].
CHÚ THÍCH: Thuật ngữ "sự công nhận phòng kiểm nghiệm" có thể bao gồm sự được công nhận của cả khả năng kỹ thuật và tính công bằng của một phòng kiểm nghiệm hoặc chỉ khả năng kỹ thuật của nó. Sự công nhận thường theo hành động đánh giá thành công và theo sự giám sát thích hợp.
D.3. Thử tính phù hợp
D.3.1. Mục đích
Mục đích của thử tính phù hợp là để đảm bảo rằng nhà sản xuất có khả năng và tiềm lực để sản xuất thép cốt phủ epoxy theo các yêu cầu được quy định trong các tiêu chuẩn sản phẩm.
D.3.2. Tổ chức
Cơ quan chứng nhận phải tuân thủ các yêu cầu của ISO/IEC Hướng dẫn 62.
D.3.3. Tiến hành thử
D.3.3.1. Quy định chung
Thử tính phù hợp bao gồm các giai đoạn sau:
- kiểm tra các điều kiện sản xuất (D.3.3.2);
- lấy mẫu và kiểm tra các mẫu thử (D.3.3.3);
- giám sát mức độ chất lượng dài hạn (D.3.3.4).
Nếu các kết quả trong một giai đoạn không thỏa mãn thì phải thử lặp lại đối với tất cả các giai đoạn. Sự thích hợp của kiểm tra phải áp dụng riêng cho từng phương pháp sản xuất.
D.3.3.2. Kiểm tra hệ thống chất lượng
Kiểm tra hệ thống chất lượng bao gồm các phần sau:
- năng lực của cá nhân và tổ chức phù hợp với công việc;
- sự đầy đủ và thích hợp của thiết bị sản xuất;
- tính độc lập của bộ phận chịu trách nhiệm bảo đảm chất lượng đối với bộ phận sản xuất;
- khả năng của hệ thống chất lượng của nhà sản xuất để đảm bảo chất lượng sản phẩm;
CHÚ THÍCH: Hệ thống chất lượng theo TCVN ISO 9001 được xem là thỏa mãn yêu cầu.
- giấy chứng nhận thép cốt được phủ.
Biên bản kiểm tra phải bao gồm sự đánh giá các hoạt động từ sự cung cấp thép cốt để phủ đến hãng vận tải thép cốt phủ epoxy.
D.3.3.3. Lấy mẫu và thử các mẫu
D.3.3.3.1. Quy định chung
Các mẫu thử phải được lấy từ sản xuất của công ty có liên quan. Việc thử nghiệm phải thực hiện với toàn bộ các phạm vi đường kính sản phẩm được chứng nhận.
Khi lớp phủ epoxy bám dính bằng nóng chảy không đạt tiêu chuẩn theo điều 7 của TCVN 7936 do một phòng thử nghiệm được công nhận hoặc một phòng kiểm nghiệm được cơ quan chứng nhận chấp nhận, sự phân loại chất lượng lớp phủ phải tạo thành một phần của phép thử tính phù hợp.
D.3.3.3.2. Quy định lấy mẫu và thử
Phải thử ba đường kính khác nhau, một lấy từ khoảng kích thước dưới, một lấy từ giữa và một lấy từ khoảng trên cho mỗi phương pháp sản xuất.
Lấy tối thiểu ba mẫu từ mỗi kích thước. Mẫu phải được lấy từ kho hàng và từ dây chuyền sản xuất với ít nhất một kích thước được lấy từ các sản phẩm đã được phủ tại thời điểm đánh giá. Trong trường hợp các sản phẩm được lấy từ sản xuất, sẽ được lấy từ các dây chuyền phủ khác nhau trong dây chuyền sản xuất, nếu có.
Mẫu phải được lấy ngẫu nhiên từ vật liệu thử để thử tính đại diện tại cơ quan kiểm tra. Phải cẩn thận để đảm bảo rằng mẫu được lấy nói chung phản ánh được các tính chất của vật liệu.
Khi tiến hành phân loại chất lượng lớp phủ, phải lấy mẫu bổ sung theo 7.2 và 7.3 của TCVN 7936.
D.3.3.3.3. Các đặc tính được thử
Tất cả các đặc tính quy định tại điều 7 của tiêu chuẩn này phải được thử tại phòng thử nghiệm độc lập được tổ chức chứng nhận chấp nhận và được so sánh với các yêu cầu của chúng.
Đối với phân loại chất lượng lớp phủ có thể xảy ra tất cả các đặc tính được quy định trong điều 5 của TCVN 7936 phải được thử và so sánh với các yêu cầu của chúng.
D.3.3.3.4. Sự phê duyệt có thời hạn
Khi cơ quan chứng nhận đánh giá một cách chắc chắn các kết quả thử, thì nhà sản xuất được cấp giấy phê duyệt có thời hạn cho sản xuất trong thời gian nhất định. Trong thời gian này mức chất lượng dài hạn phải được thẩm tra lại.
D.3.3.4. Kiểm tra mức chất lượng dài hạn
D.3.3.4.1. Phạm vi thử
Để thẩm tra mức chất lượng dài hạn, nhà sản xuất phải thực hiện số các phép thử tăng dần (kiểm tra nội bộ và bên ngoài) trong một thời gian đủ dài (giữa 6 tháng và 1 năm). Nhà sản xuất phải tăng gấp đôi phạm vi thử được quy định trong D.4.2.1 đối với kiểm tra nội bộ. Trong thời gian này, kiểm tra bên ngoài phải được tăng cường hơn so với quy định trong D.5.3.
D.3.3.4.2. Sự đánh giá
Kết thúc thời gian quy định trong D.3.3.4.1, toàn bộ các kết quả kiểm tra nội bộ và bên ngoài phải được đánh giá riêng và so sánh với nhau.
D.3.3.4.3. Sự phê duyệt
Khi cơ quan chứng nhận đánh giá một cách chắc chắn các kết quả thử, thì nhà sản xuất được trao chứng chỉ (giấy phê duyệt).
D.4. Kiểm tra nội bộ của nhà sản xuất
D.4.1. Mục đích
Việc kiểm tra nội bộ thường xuyên trong sản xuất của nhà sản xuất để đảm bảo rằng mức chất lượng được duy trì trong thời gian sản xuất và trong trường hợp các kết quả thử không tuân theo các điều kiện, thì phải có biện pháp cần thiết để cải tiến sản xuất.
D.4.2. Thủ tục
Kiểm tra nội bộ của nhà sản xuất bao gồm:
- kiểm tra đại diện của tất cả các lô trong quá trình sản xuất liên tục (xem D.4.2.1);
- xác định mức chất lượng dài hạn (xem D.4.2.2).
D.4.2.1. Phạm vi thử đại diện
Phạm vi thử đại diện phải được xác định trong Phụ lục A của tiêu chuẩn này.
D.4.2.2. Xác định mức chất lượng dài hạn
Mức chất lượng dài hạn được xác định riêng cho mỗi loại thép và mỗi đường kính danh nghĩa.
Các kết quả thử trên tất cả các khối lượng đại diện của sản xuất liên tục theo D.4.2 phải được kiểm tra, sắp xếp và đánh giá theo phương pháp thống kê và trình lên cơ quan kiểm tra và/hoặc cơ quan chứng nhận sau ít nhất 200 kết quả vừa được đưa ra, và ít nhất là 3 tháng một lần để xác định mức chất lượng dài hạn.
D.5. Kiểm tra của cơ quan bên ngoài
D.5.1. Mục đích
Mục đích của sự kiểm tra từ bên ngoài là:
- kiểm tra liên tục hệ thống chất lượng để so sánh với điều kiện đã được thiết lập trong thử tính phù hợp (xem D.3.3.1);
- giám sát liên tục quy trình kiểm tra nội bộ theo quy định trong Điều D.4.
D.5.2. Tổ chức
Cơ quan chứng nhận có thể ủy quyền cho cơ quan kiểm tra thực hiện việc kiểm tra bên ngoài và giám sát. Cơ quan kiểm tra phải đáp ứng các yêu cầu của TCVN 5957 (ISO/IEC Guide 39).
D.5.3. Thủ tục
D.5.3.1. Sự kiểm tra và giám sát của tổ chức bên ngoài được quy định trong D.5.2 phải được thực hiện trong các khoảng thời gian tối đa là 6 tháng.
Mỗi loại kích thước của sản phẩm phải được lựa chọn để thử. Phải lựa chọn bốn mẫu từ sản phẩm dự trữ và từ dây chuyền sản xuất tại thời điểm kiểm tra.
Trong trường hợp mẫu được lựa chọn từ sản xuất, thì sẽ lấy từ các dây chuyền phủ khác nhau trong dây chuyền sản xuất.
Tất cả các đặc tính được kiểm tra nội bộ phải được thử trong phòng kiểm nghiệm độc lập được cơ quan chứng nhận chấp nhận.
Các kết quả kiểm tra phải được đánh giá và so sánh với các kết quả từ sự kiểm tra nội bộ.
D.5.3.2. Mức chất lượng dài hạn phải được xác định ít nhất là 2 lần trong năm và phải so sánh với các kết quả đạt được trong kiểm tra nội bộ (xem D.4.2.2).
D.5.4. Đánh giá
Các kết quả kiểm tra bên ngoài phải được ghi trong bản báo cáo giám sát để gửi đến cơ quan chứng nhận. Nếu các kết quả chỉ ra rằng sản xuất không tuân theo các yêu cầu, thì phải có các biện pháp thích hợp, chú ý tùy thuộc vào loại và sự quan trọng của các sai sót, ví dụ như: thông báo cho nhà sản xuất, tăng cường việc kiểm tra (tăng tần suất thử nghiệm), yêu cầu các điều kiện sản xuất phải được thay đổi, hoặc hủy bỏ sự phê duyệt.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 4399:2001 (ISO 404:1992) Thép và các sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
[2] TCVN 5957:1995 (ISO/IEC Guide 39:1988) Yêu cầu chung để công nhận các tổ chức kiểm tra/giám định
[3] TCVN 6450:2007 (ISO/IEC Guide 2:2004) Tiêu chuẩn hóa và các hoạt động có liên quan - Thuật ngữ chung và định nghĩa
[4] TCVN ISO 9000, Quản lý chất lượng - Từ vựng
[5] TCVN ISO 9001:2008, Hệ thống quản lý chất lượng - Các yêu cầu
[6] TCVN ISO/IEC 17000:2007 (ISO/IEC 17000:2004) Đánh giá sự phù hợp - Từ vựng và nguyên tắc chung.
[7] ISO 8501-1:1988, Preparation of steel substrates before application of paints and related products - Visual (Chuẩn bị nền thép trước khi sơn và các sản phẩm liên kết - Quan sát đánh giá độ sạch bề mặt - Phần 1: Loại gỉ và sự chuẩn bị loại nền thép sau khi loại bỏ toàn bộ lớp phủ trước)
[8] ISO 10012-1:1992, Quality assurance for measuring equipment - Part 1: Metrological confirmation system for measuring equipment. (Đảm bảo chất lượng đối với thiết bị đo - Phần 1: Chứng thực hệ thống đo lương đối với thiết bị đo).
[9] ISO/IEC Guide 62:1996, General requirements for bodies operating assessment and certification/registration of quality systems (Hướng dẫn 62:1996, Yêu cầu chung đối với việc đánh giá hoạt động của các cơ quan và sự cấp giấy chứng nhận/sự đăng ký hệ thống chất lượng)
[10] ASTM A944:1995, Standard Test Method for Comparing Bond Strength of Steel Reinforcing Bars to Concrete Using Beam-End specimens (Phương pháp thử tiêu chuẩn để so sánh độ bền liên kết thanh cốt thép bê tông sử dụng mẫu dầm đầu).